
某紧凑型SUV前门内板限位器处焊点开裂分析
2019-06-30 11:29张杰林李乃鹏覃丰宁
企业科技与发展 2019年7期
关键词:开裂
张杰林 李乃鹏 覃丰宁

【摘 要】文章对某紧凑型SUV前门内板限位器处焊点在顾客大力甩门的工况下出现开裂进行了分析,分析内容包括汽车车门的使用工况,车门内板在极限使用工况下故障模式,车门内板限位器处焊点在极限工况下受力标定,原车门结构焊点应力的CAE分析,新方案的焊点应力CAE分析,CAE分析验证等,经过系统的分析总结,避免了后续车型车门内板限位器处焊点的开裂问题,提高了车门的可靠性,缩短了汽车的开发时间。
【关键词】内板;限位器处焊点;开裂;CAE分析;結构胶
【中图分类号】U463.834 【文献标识码】A 【文章编号】1674-0688(2019)07-0102-03
当前,我国汽车行业迅猛发展,汽车已经成为一种非常重要的代步工具,汽车在我国的乡镇甚至农村已快速普及。紧凑型SUV因为价格便宜、空间大、通过性好、能适应不同工况,受到广大消费者的欢迎。而汽车前门由于在使用汽车过程中开关次数多,顾客在开门时经常出现把门开到最大开度的过开现象,受力工况恶劣,因此会出现前门内板限位器处焊点开裂的情况。本文结合某款紧凑型SUV车的开发,对前门内板限位器处焊点开裂进行分析。
1 汽车车门的使用工况
顾客在开门下车时,由于用力过猛,或者当车停在斜坡上开门时,车门会被大力甩开。当门以一个很大的速度开启到最大后,由于限位器的限位作用,门内板在限位器处会受到一个很大的冲击力。而汽车的使用寿命一般在10年以上,在整个寿命过程中,门内板在限位器处需承受很多次这样的冲击力。
2 前门内板在极限使用工况下故障模式
门内板在限位器处一般会焊接一块t=1.4 mm左右的加强板,以提高门内板在限位器处的刚度,增强门内板的限位作用。但售后反馈,顾客在使用车子一段时间后,前门内板限位器处焊点出现开裂的故障(如图1所示),从而产生异响,并存在生锈的风险。
3 前门内板限位器处焊点在极限工况下受力模拟
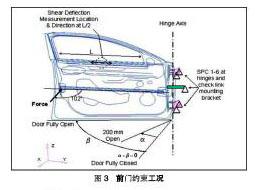
我们要找出顾客在大力甩门使用工况下门的受力情况,以便开展接下来的CAE分析工作。把车放置在水平路面上,在无风的气候条件下,把门大力甩开。当门开启到最大位置时标定一个位置,换不同的人,每人开启5次,找到出现次数最多的位置。接着,搭台架用气缸在门内板的锁位置处施加一个力F,缓慢匀速加力,当把门开启到标定的位置时,记录下F的数值。经试验及换算,此种工况相当于在门锁处施加F=235 N的力(如图2所示)。考虑到车辆10年的使用寿命、平均每天的使用次数、前门受到此种恶劣工况的概率,我们要求当门开启到最大后,在门锁处施加25 500次F=235 N往外的力,门内板限位器处焊点不能开裂。
4 原方案CAE分析
我们进行CAE分析,以便确认门总成在F受力工况下的应力值。
4.1 约束工况
任何物体在受约束前有6个方向的自由度,同样的汽车门门总成在受约束前也有6个方向的自由度,门开启到最大后,由于铰链和限位器的约束,只剩下一个绕铰链轴线旋转的自由度。因此,我们在进行CAE分析时,参考门的实际工况,把上下铰链和限位器支架的6个自由度都约束了,门钣金只剩下绕铰链轴线旋转的一个自由度(如图3所示)。
4.2 加载工况
在门内板锁处施加力值F(F=235 N),F方向与X轴呈102°。
4.3 应力情况
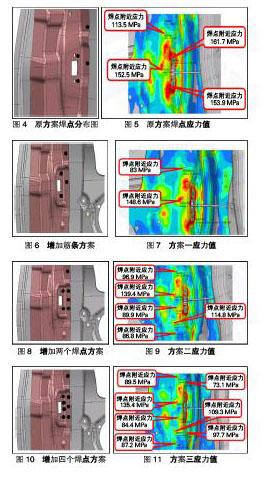
图4为门内板限位器安装区域焊点分布图,图5为焊点应力值。
内板材料为BUSD,抗拉强度σ≥260 MPa,屈服强度为屈服点σs=120~210 MPa,CAE分析焊点最大应力为161.7 MPa。根据经验,焊点应力越大,越容易产生疲劳开裂。在试验进行到19 000次时,疲劳开裂,因此必须把焊点处的应力尽量降低到材料抗拉强度的一半左右。以下为为降低焊点应力所做的一些方案。
5 新方案CAE分析
5.1 方案一
由原方案的焊点应力分布值我们看到,有些焊点应力很大,达到161.7 MPa,而附近不远的地方焊点应力只有113.5 MPa,由此判断由于加强板限位器区域的刚度较差,造成只有一小部分焊点受力工况较恶劣,应力分散不出来,因此可以在限位器安装区域增加一条筋条(如图6所示),提高此区域的刚度,实施此方案后,最大应力变为148.6 MPa(如图7所示),下降8%;提高限位器区域的加强板刚度对应力有所改善。
5.2 方案二
根据方案一的应力值图,应力虽有下降,但下降幅度有限,仍然解决不了焊点疲劳开裂问题。因此,我们在原来的高应力点附近增加焊点,分担原来高应力焊点的应力。在方案一基础上增加两个焊点(如图8所示),经CAE分析,最大应力变为139.4 MPa(如图9所示),下降6%。
在原来高应力点附近增加两个焊点,最大应力依然是原来的焊点,且应力下降不大,说明原来的焊点应力没有分散出去。
5.3 方案三
我们想验证继续增加焊点是否还有效,因此在方案二基础上又增加两个焊点(如图10所示),最大应力下降为135.4 MPa(如图11所示),下降2.8%。
由此可知,继续增加焊点,最大应力焊点没有变化,且应力下降不明显,只靠增加焊点没办法把高应力焊点的应力分散出来。
5.4 方案四
通过方案一我们知道,增加限位器区域钣金的刚度对改善应力有效,因此我们又想其他的方法尽量提高加强板的刚度。除了加筋条对提高刚度有效外,增加翻边也可提高零件的刚度。因此,在方案一的基础上增加翻边(如图12所示),以验证对应力是否有改善作用。经分析,方案四的最大应力为138.3 MPa(如图13所示),下降14.4%。
增加翻边提高了限位器区域的刚度,应力有比较大的改善,说明提高刚度可以把高应力点的应力分散出去。
5.5 方案五
加筋条方案、加翻边方案、加焊点方案虽然都可以降低焊点应力,但是都无法大幅度地降低应力,在多次的大力甩门后焊点仍有开裂风险。于是我们必须考虑一些创新方案,根据我们对参考车的研究,并通过拆车进行了对比,我们发现“大众途安L”在此处使用了结构胶(如图14所示)。结构胶在涂装车间烘烤后会变硬,把加强板和内板连接起来,加强板和内板原来通过几个点进行连接变成了加强板与内板大面的连接,目前一些新上市的车都能见到结构胶的身影。
在方案一基础上,取消原来加强板与内板贴合的一个焊点,增加结构胶(如图15所示),经CAE分析,焊点最大应力变为91.9 MPa(如图16所示),应力下降43%,只相当于内板材料BUFD抗拉强度的35.3%。
增加结构胶,使得原来靠点来受力变成靠面来受力,可大大降低焊点应力。
6 更改方案
方案五的应力下降43%,从数值上分析,方案比较有效,但是最终是否有效,还需造车进行验证。
我们采用此方案造了一台车,然后进行过载试验,完成22 500次,焊点没有开裂,长期方案按此实施。
7 总结
在车辆使用过程中,车门是经常使用到的系统,考虑到不同人的使用工况,应该尽量减小焊点的应力到材料抗拉强度的一半以下,以保证系统的可靠性。通过方案一的加筋条及方案四的加翻边,说明提高钣金局部区域的刚度,对应力减小有改善作用;通过方案五,结构胶相对于焊点,结构胶使得钣金的点连接变成面连接,受力区域大,对应力减小也有很大的改善作用。在以后的设计中,应尽量通过优化结构提高焊点附近的刚度,同时可使用结构胶改善应力。
参 考 文 献
[1]徐俏楠.对设计基础素描课程教学的研究[D].长沙:湖南师范大学,2009.
[2]江保锋.高职院校艺术设计类专业非艺术类生源素描课程教学模式探索[J].无锡职业技术学院学报,2015(5).
[3]邓江雪.基于UG的汽车门盖件参数化建模方法研究[J].企业科技与发展,2013(13).
[责任编辑:陈泽琦]
猜你喜欢
中小企业管理与科技·下旬刊(2017年4期)2017-05-17
中国科技纵横(2017年5期)2017-05-12
中国科技纵横(2017年5期)2017-05-12
湖南大学学报·自然科学版(2017年3期)2017-04-14
建材发展导向(2017年1期)2017-03-24
科学与财富(2017年5期)2017-03-21
科技视界(2016年16期)2016-06-29
企业文化·中旬刊(2015年2期)2015-03-24
科技与创新(2014年17期)2014-10-22
中国建筑科学(2014年3期)2014-07-21
