
S32750超级双相不锈钢管坯的热塑性研究
2019-06-29 07:02吴明华唐明琦冯惠伟莫琪芬连阿二张宇锋侯乐云杨鸿飞
钢管 2019年2期
吴明华,唐明琦,冯惠伟,莫琪芬,连阿二,张宇锋,侯乐云,杨鸿飞
(永兴特种不锈钢股份有限公司,浙江 湖州 313005)
超级双相不锈钢S32750是第三代双相不锈钢的典型代表,其耐点蚀当量PREN值可达到42,因而耐点蚀、耐缝隙腐蚀性能优良[1-2]。S32750适用于较为苛刻的应用介质环境,因此在石油、化工和海洋环境工程领域得到广泛应用。
S32750超级双相不锈钢无缝钢管可采用热挤压+冷轧工艺制造,但因成本较高,故国内企业多采用管坯经二辊斜轧热穿孔+冷轧制造工艺生产,其优势是成材率高、效率高、成本低[3-5]。由于双相钢两相的强度、塑性的不同以及变形行为的差异,不恰当的热加工工艺会导致在相界产生裂纹,致使材料热塑性下降[6-7],故热穿孔工艺对材料的热塑性要求远高于热挤压工艺[8-10]。因此,研究双相不锈钢管坯的热塑性对顺利实现穿孔变形具有重要的意义[11]。采用热模拟试验方法对S32750超级双相不锈钢管坯的热塑性进行研究,以获取该钢种穿孔变形合理的热塑性温度区间和高温变形抗力数据,为S32750超级双相不锈钢管坯热加工工艺的制定提供理论依据。
1 试验材料和方法
1.1 试验材料和试样
试验用S32750超级双相不锈钢管坯采用边长260 mm钢锭(质量约600 kg)轧制,管坯规格为Φ65 mm,其化学成分见表1。
按照热模拟试验要求,使用线切割机沿轧制方向在轧制管坯1/2半径处切割Φ12 mm×130 mm圆棒样品,再经车床加工成试样若干件,试验用试样如图1所示。

表1 S32750超级双相不锈钢管坯的化学成分(质量分数) %
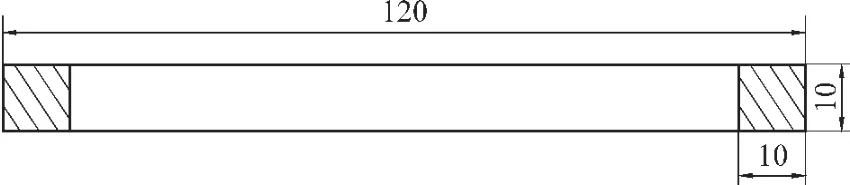
图1 试验用试样
1.2 试验方法
采用Gleeble 1500热模拟试验机对上述加工好的试样进行试验,试样以15℃/s升温到拉伸温度,保温480 s,试验温度分别为900,950,1 000,1 050,1 100,1 120,1 140,1 160,1 180,1 200,1 220,1 250,1 280℃共13个温度点,为了更接近实际生产工况,以1.5 s-1的较大的应变速率进行拉伸,直到试样断裂,然后立即对试样进行淬水,以获取S32750超级双相不锈钢管坯热塑性变化规律,试验用试样的加热制度如图2所示。

图2 试验用试样的加热制度
另取样将Φ12 mm×130 mm圆棒样品余料截成数段,试样在Gleeble 1500热模拟试验机上以15℃/s升温到前面所述13个温度点,保温480 s,不经拉伸,试样快速淬水,进行固溶处理,进一步了解不同温度下试样铁素体分布及含量情况。
2 结果与分析
2.1 热塑性曲线
试样拉伸断裂后,计算断面收缩率和抗拉强度,热模拟试验结果见表2,热塑性曲线如图3所示。

表2 热模拟试验结果

图3 S32750超级双相不锈钢管坯热塑性曲线
从表2和图3可以看出,材料的抗拉强度随着温度的升高而降低,温度从900℃升高至1 050℃,抗拉强度下降幅度较大,超过1 050℃后抗拉强度下降较慢,1 280℃时抗拉强度降为33.6 MPa。
1 050~1 250℃,试验材料断面收缩率均在93.0%以上,在1 200℃时,最高为98.3%。在1 100~1 250℃,材料不仅拥有断面收缩率高于95.0%的热塑性,同时材料高温抗拉强度相对较低,变形抗力较小。
2.2 断口形貌
结合热塑性结果,选取900,1 000,1 050,1 100,1 140,1 200,1 250,1 280℃共8个温度点的拉伸断口试样,采用扫描电镜对试样断口进行观察,试样宏观形貌和断口形貌如图4~5所示。
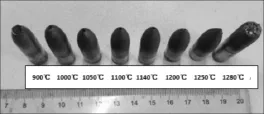
图4 S32750试样宏观形貌
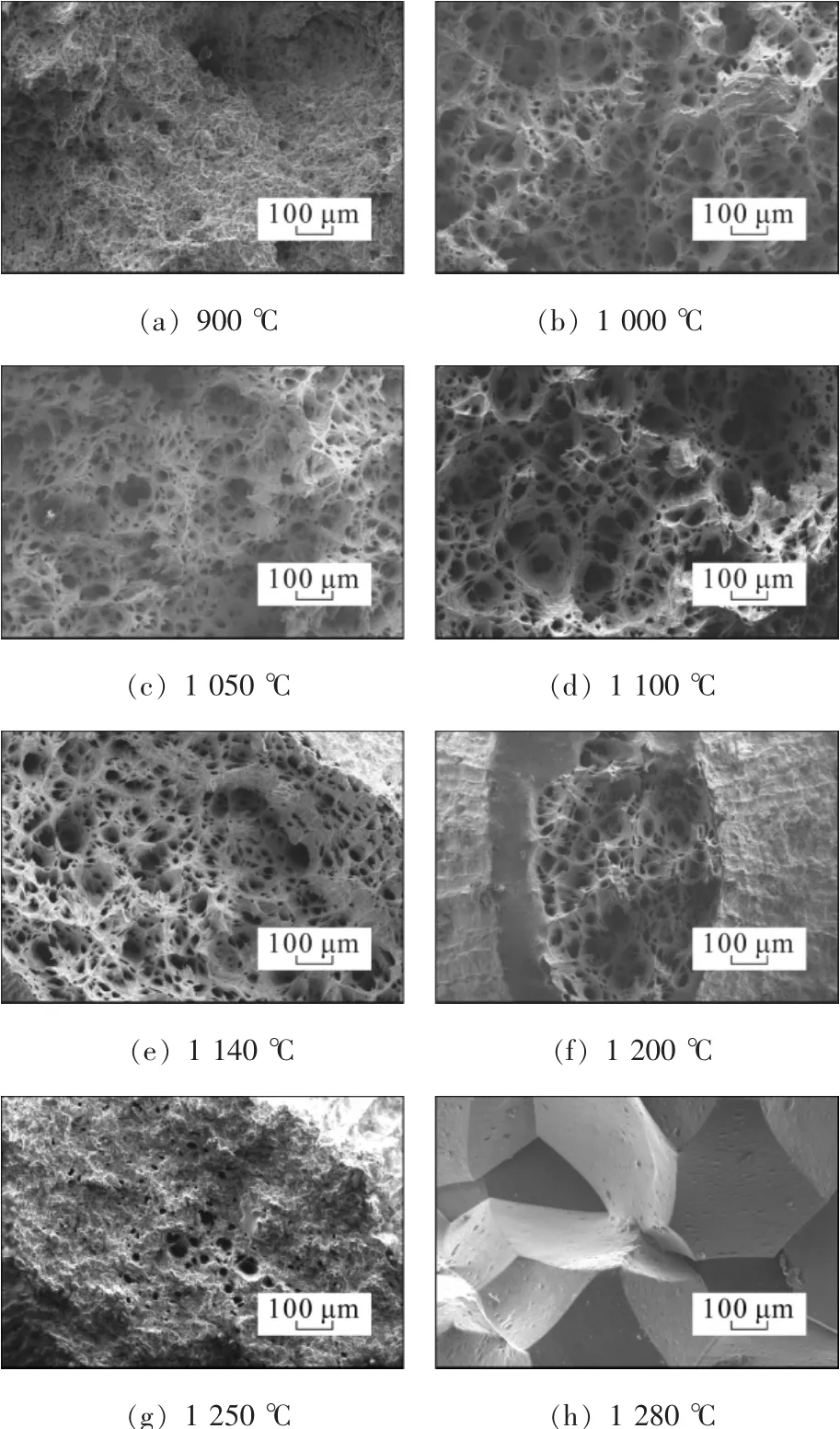
图5 S32750试样断口形貌
900,1 000,1 050,1 100,1 140,1 200 ℃断裂试样均呈现杯锥状,断口存在大量韧窝,韧窝大小较为均匀,1 250℃断裂试样韧窝主要在中心,900℃断裂试样韧窝细小,而1 000,1 050,1 140,1 200,1 250℃断裂试样断口韧窝更深,表现出更好的热塑性,与实际结果吻合。在1 280℃时试样断口呈结晶状,未发现韧窝,为典型的沿晶断口特征,说明在该温度下材料产生过热现象,晶粒较为粗大,晶界结合力下降,故抗拉强度下降至33.6 MPa,断面收缩率下降到64%,材料热塑性较差。
2.3 铁素体含量
结合热塑性曲线,对1 050,1 100,1 140,1 180,1 220,1 280℃共6个温度点相同加热制度下不经拉伸的试样进行铁素体含量测试。分别对试样进行研磨抛光后,使用铁氰化钾+KOH+水混合溶液煮沸浸蚀烘干后,使用ZEISS Axiovert 40 MAT倒置万能材料显微镜对试样进行金相组织观察,分别随机取5个视场,利用MIAPS图像分析软件,采用网格截点法测试铁素体含量。同时采用热力学软件(JMatPro)计算该试验材料高温下铁素体含量的理论值,铁素体含量实测值和理论计算结果见表3,如图6所示,铁素体形貌如图7所示。
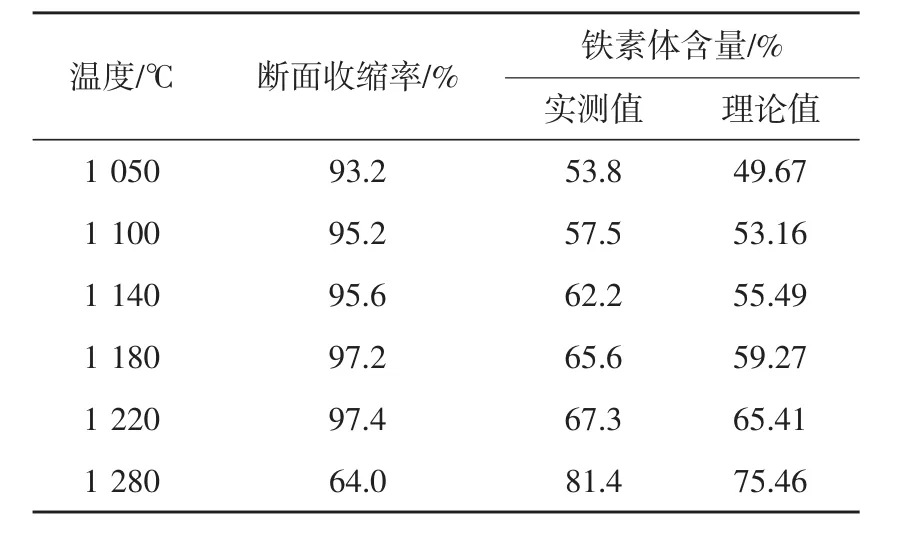
表3 S32750在不同温度下固溶处理后铁素体含量

图6 在不同温度下固溶处理后S32750铁素体含量
由表3和图6可以看出S32750超级双相不锈钢在高温下铁素体含量变化情况,高温下实测值与热力学软件计算理论值趋势较为接近,均随着加热温度的不断提高,铁素体含量呈明显增加趋势,相比较来说,实测值总体偏高一些。试样1 100~1 220℃时铁素体含量实测值为57.5%~67.3%,对应的断面收缩率在95.0%以上,表现出良好的热塑性,但随着温度的继续提高,在1 280℃时,铁素体含量高达81.4%,断面收缩率下降至64.0%。这是因为随着铁素体含量继续增加,而加热温度过高,发生晶粒粗化,致使材料热塑性下降[12]。
从图7可以看出,在1 050℃时,铁素体呈细条带状,分布较为均匀,但是随着加热温度不断升高,铁素体条带渐渐变宽,铁素体含量逐渐增加,特别是到1 280℃时,铁素体由原先的条带状变成了大块状,几乎布满了整个视场。
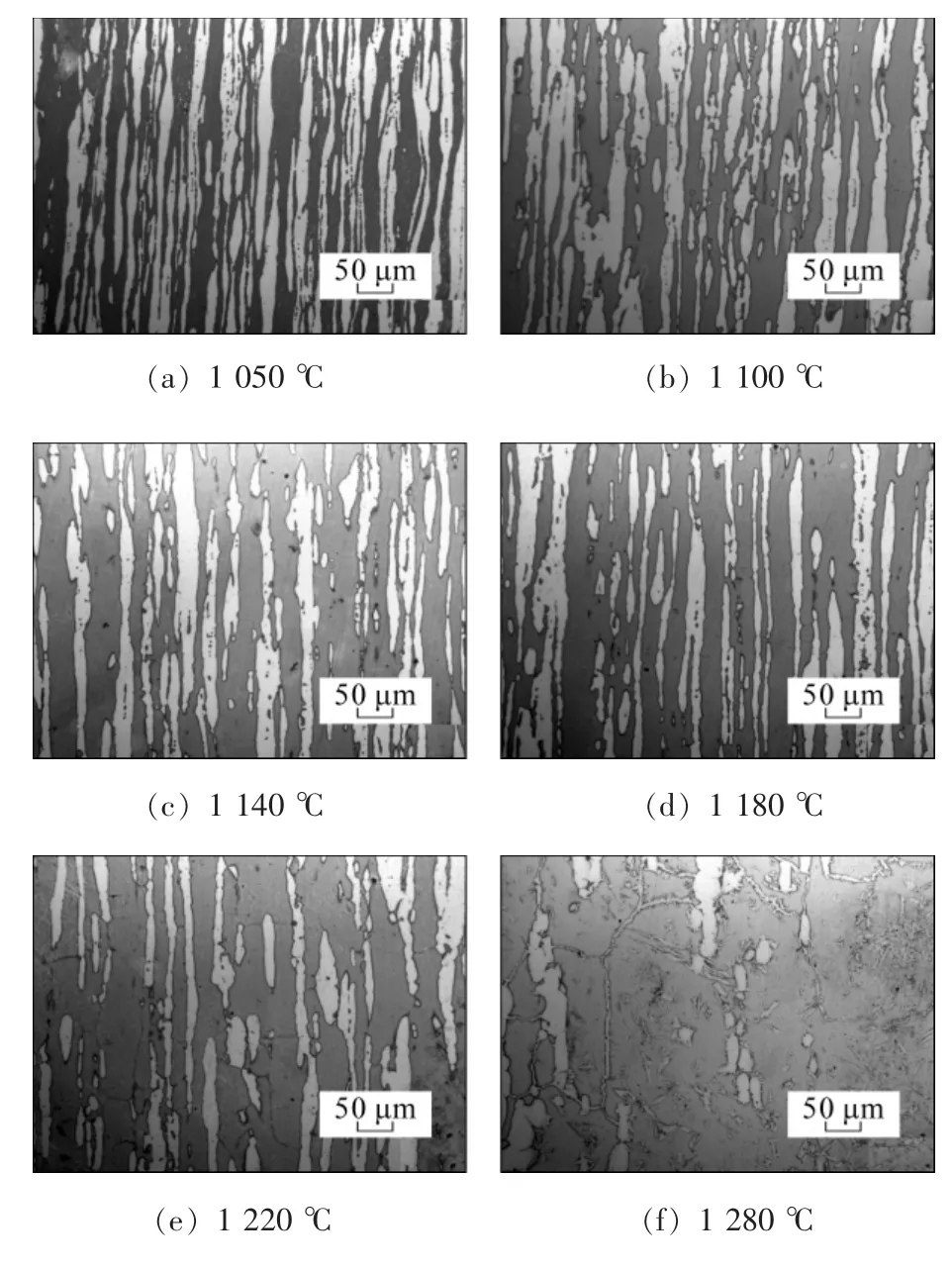
图7 不同加热温度下S32750超级双相不锈钢铁素体组织(深色为铁素体,浅色为奥氏体)
3 结 语
(1)S32750管坯热塑性较理想的温度范围在1 050~1 250℃,在1 200℃时,断面收缩率最高可达98.3%;但随着加热温度的升高,其抗拉强度逐渐下降,在1 100~1 250℃,材料抗拉强度41.4~82.9 MPa,强度较低,变形抗力较小。
(2) 900,1 000,1 050,1 100,1 140,1 200℃断裂试样断口存在大量较为均匀的韧窝,1 250℃断裂试样韧窝主要在中心,900℃断裂试样韧窝细小,1 000,1 050,1 100,1 140,1 200,1 250℃断裂试样断口韧窝更深,表现出较好的热塑性,1 280℃时试样断口呈结晶状,为典型的沿晶断口特征,材料热塑性较差,与测得断面收缩率变化趋势是一致的。
(3)随着加热温度的升高,S32750管坯铁素体含量逐渐增加,在不同高温温度下固溶处理后铁素体实测值与热力学软件计算值接近,趋势相同。在1 100~1 250℃,对应的铁素体含量60%~70%。
(4)考虑到热穿孔加工过程中顶头和内壁的升温,S32750穿孔坯料较合适的炉内加热温度建议控制在1 100~1 180℃。
猜你喜欢
中国特种设备安全(2022年5期)2022-08-26
上海工程技术大学学报(2021年3期)2022-01-22
纺织科学研究(2021年6期)2021-12-02
齐鲁工业大学学报(2021年2期)2021-04-23
军民两用技术与产品(2021年2期)2021-04-13
电焊机(2020年4期)2020-09-10
中国金属通报(2020年5期)2020-01-06
模具制造(2019年10期)2020-01-06
中国塑料(2016年6期)2016-06-27
中国塑料(2016年1期)2016-05-17
