
Q125钢级高强度石油套管的试制生产
2019-06-29 07:02张然
钢管 2019年2期
张 然
(天津钢管集团股份有限公司,天津 300301)
石油套管是用于支撑油、气井井壁的钢管,以保证钻井过程进行和完井后整个油井的正常运行。每一口井根据不同的钻井深度和地质情况,要使用几层套管。套管下井后要采用水泥固井,其与油管、钻杆不同,不可以重复使用。随着深井、超深井的开发量日益增大,采油条件越来越恶劣,对油井管的性能要求也越来越高,高钢级套管的需求量也在加大[1-12]。API Spec 5CT—2011《套管和油管规范》中的石油套管钢级按使用条件分为4组,其中Q125钢级石油套管属于高强度、高韧性套管,制造方法为无缝工艺或电焊工艺,热处理方式由制造厂选择进行全长淬火+回火热处理。PSL-2类石油套管是在API Spec 5CT—2011标准PSL-1类石油套管要求的基础上,根据其适用环境对各钢级提出了额外要求,在产品的性能指标上主要增加了统计冲击功的要求。为了满足市场需求,适应油田的工作条件,设计生产满足API Spec 5CT—2011标准要求的Q125钢级石油套管势在必行。
天津钢管集团股份有限公司(简称天津钢管)试制生产Q125钢级高强度石油套管时,以Mn-Cr-Mo中碳钢为基础,通过合理设计、控制合金元素总含量,采用电炉冶炼→精炼→真空脱气→连铸工艺生产连铸圆管坯,然后在连轧管机组轧制成型,后续采用淬火+回火的热处理方式调整产品组织性能,使产品的机械性能、硬度、统计冲击功等满足API Spec 5CT—2011标准对PSL-2类Q125钢级的性能要求。这里主要论述Q125钢级高强度石油套管的试制生产情况[13]。
1 产品主要技术指标
天津钢管依据API Spec 5CT—2011标准对PSL-2类Q125钢级的屈服强度、抗拉强度、伸长率、硬度和冲击功要求,结合天津钢管生产实践经验,制定Q125钢级高强度石油套管的力学性能指标,Q125钢级高强度石油套管的力学性能指标见表1。

表1 Q125钢级高强度石油套管的力学性能指标
2 材料的设计及制管工艺设计
2.1 材料成分设计
材料以Mn-Cr-Mo中碳钢为基础,通过合理配比合金元素的含量,保证合金元素总含量≤2.5%。合金元素的加入,首要的目的是提高钢的淬透性,保证在淬火时全壁厚容易获得马氏体;其次是提高钢的回火稳定性,使淬火钢在回火时析出的碳化物更细小、均匀和稳定,经自然冷却后获得更高的强度;同时降低P、S元素的含量,以减少夹杂物对钢脆性的影响[14-15]。冶炼采用电炉冶炼+精炼+真空脱气+连铸的工艺流程,主要化学元素成分控制范围见表2。

表2 Q125钢主要化学元素成分(质量分数)控制范围 %
Mn和Fe形成固溶体,提高铁素体和奥氏体钢的硬度与强度;同时Mn在钢中使珠光体细化,也能够间接提高钢的强度,Mn具有稳定奥氏体组织的能力,能够很好地增加钢的淬透性,并且Mn可以使钢在热处理后的组织均匀、细化,避免渗碳层中碳化物的聚集成块。
Cr元素可以显著提高钢的强度、硬度和耐磨性,减缓奥氏体的分解速度,通过调质热处理提高钢材的淬透性;防止回火脆性,提高钢的抗回火性或回火稳定性,使钢经淬火、回火后具有较好的综合力学性能,并提高材料表面的耐磨性。
Mo在钢中可固溶于铁素体、奥氏体和碳化物中,Mo是缩小奥氏体相区的元素,在钢中能提高淬透性和热强性,防止回火脆性,在调质钢中,Mo能够促使管材淬深、淬透,提高钢管的抗回火性或回火稳定性,使管材可以在较高温度下回火,从而更有效地消除(或降低)残余应力,提高塑性。
通过对钢中合金元素Mn+Cr+Mo进行合理控制,能够起到细化晶粒、优化钢材组织结构的作用,有助于提高钢管淬透性,提高钢管的拉伸及冲击性能。
2.2 制管工艺流程设计及主要工序描述
2.2.1 制管工艺流程设计
天津钢管根据现有生产设备,制定的制管工艺为:管坯锯切→环形炉加热→斜轧穿孔→Φ168 mm PQF连轧管机连轧[16-20]→再加热炉加热→SRM张力定(减)径机定(减)径→冷床冷却→管排锯机锯切→矫直→过程探伤→中间库→热处理(淬火+回火)→热矫直→超声波探伤→车丝→水压、通径→测长及称重→喷标打印→成品打捆入库。
2.2.2 试制过程主要工序描述
对产品试制成功起主要影响作用的工序有:冶炼工序中的精炼、真空脱气、连铸;轧管机组热轧工序中的管坯加热、斜轧穿孔、连轧、SRM张力定(减)径机定(减)径;热处理工序中的淬火、回火。
(1)冶炼工序。精炼工序保证坯料成分精确控制在目标范围内,且波动量较少,为热处理后产品的性能指标及性能稳定性提供了有力保障;真空脱气工序可保证材料中气体含量、有害元素、夹杂物含量处于较低水平;连铸工序中采用多极液压式结晶器振动及液面自动控制技术、电磁搅拌技术,可保证成品管坯无成分偏析,坯料内部皮下裂纹、皮下气泡、中部裂纹、心部裂纹、缩孔、洁净度、翻皮、白点、异金属夹杂物等符合相关要求[21-23]。
(2)热轧工序。加热管坯时,要保证管坯加热到奥氏体化温度,应避免过热、过烧,以免在热成型或热处理后出现裂纹等表面缺陷,以及降低热处理后产品的延展性;在斜轧穿孔、连轧工序,应保证在奥氏体区实现高温大变形[24];在张力定(减)径工序,应保证产品的几何尺寸符合API Spec 5CT—2011标准要求。
(3)热处理工序。淬火、回火工序是实现产品具有良好机械性能和高韧性最关键的工序。淬火工序应保证钢管在加热到完全奥氏体化之后,采用内喷+外淋的水淬方式或浸入式淬火方式,使钢管纵向及径向组织均匀且完全淬透;高温回火时,根据材质化学成分将钢加热到一定温度,并根据成品外径及壁厚保温一定时间,然后空冷,使淬火后的马氏体组织完全转化为回火索氏体组织[25]。
3 产品试制情况及结果分析
天津钢管试制Q125钢级Φ127 mm×9.19 mm规格高强度石油套管时,使Φ210 mm合格圆管坯经Φ168 mm PQF连轧管机组轧制,然后淬火(920℃±10℃保温17 min)+回火(620℃±10℃保温35 min)热处理。从试制产品的管端取样,按照API Spec 5CT—2011标准要求检测其纵向拉伸性能、冲击性能和硬度。Q125钢级Φ127 mm×9.19 mm规格高强度石油套管的拉伸性能检测结果见表3,冲击性能和硬度检测结果如图1所示。
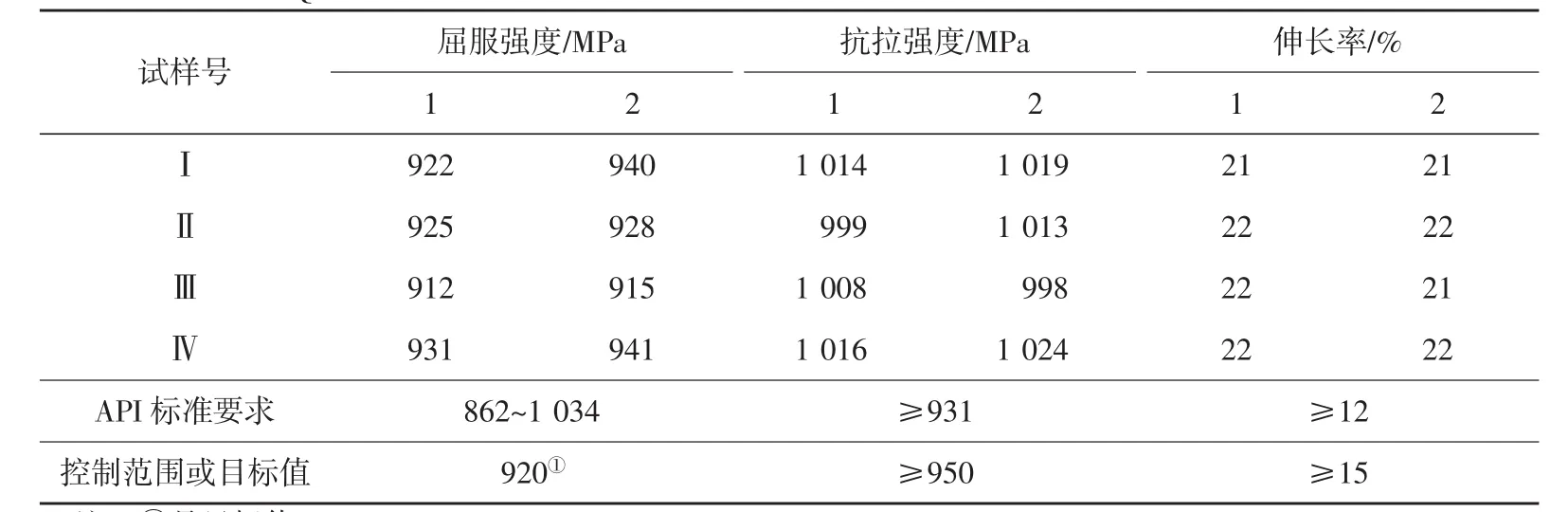
表3 Q125钢级Φ127 mm×9.19 mm规格高强度石油套管的拉伸性能检测结果

图1 Q125钢级Φ127 mm×9.19 mm规格高强度石油套管的冲击性能和硬度检测结果
从表3可以看出:此次生产的Φ127 mm×9.19 mm规格Q125钢级高强度石油套管的屈服强度、抗拉强度、伸长率、冲击功均符合API Spec 5CT—2011标准PSL-2类产品要求;屈服强度高出API Spec 5CT—2011标准要求50~80 MPa,基本达到预期目标值;抗拉强度高出API Spec 5CT—2011标准要求65~90 MPa;屈强比在0.90以上;伸长率约为API Spec 5CT—2011标准要求的2倍,材料的延展性较好。
从图1可以看出:此次生产的Φ127 mm×9.19 mm规格Q125钢级高强度石油套管,其纵向冲击试验(取样30个样本,每个样本3组,共90组试验值)最小值84 J,平均值94 J,高出API Spec 5CT—2011标准要求值39 J的两倍有余。
根据 API Spec 5CT—2011标准 A.7节(SR12统计冲击试验)要求,对PSL-2类 Q125钢级石油套管进行统计冲击试验,具体计算公式如下:

式中Smin——批试验冲击功的最小值,J;
S平均——批试验冲击功的平均值,J;
F——系数,由API Spec 5CT—2011标准表C.51或E.51确定;
σlot——批试验冲击功的标准偏差,J。
从图1可知,批试验冲击功的平均值S平均为93.611 1 J,标准偏差为3.764 7 J,F取4.022;因此可由公式(1)计算出该Φ127 mm×9.19 mm规格Q125钢级高强度石油套管的批试验冲击功的最小值Smin为78 J,满足API Spec 5CT—2011标准规定的最低要求39 J,剪切面积百分比全部达到100%,证明统计冲击功完全满足API Spec 5CT—2011标准要求。
由图1还可以看出:此次生产的Φ127 mm×9.19 mm规格Q125钢级高强度石油套管的硬度平均值为34 HRC,标准偏差为0.659 2 HRC,内表面、中部、外表面的硬度值变化≤4 HRC。
此外,金相检验发现,该材料的微观组织全部为回火索氏体,晶粒度为8.5级,达到预期目的。
4 工业推广情况
影响管材性能的主要因素有:材料的化学成分,淬火、回火温度及其保温时间等。在生产Φ127 mm×9.19 mm规格Q125钢级高强度石油套管时,Mn、Cr、Mo均是能够影响奥氏体相区的元素,通过合理的合金加入量,可以提高钢管淬透性,保证钢管各项性能。淬火温度(920±10)℃,保温时间控制在17 min,能够在不影响批量生产节奏的前提下,保证管材组织的奥氏体成分均匀化。同时,经过(620±10)℃回火后,Q125钢级高强度石油套管的组织为回火索氏体,各项性能指标均能达到预期;当回火温度继续升高,组织发生再结晶现象,并逐渐出现少量的多边形铁素体,势必会导致强度有一定幅度下降,虽然仍能够达到API Spec 5CT—2011标准要求,但效果不佳。综合考虑,将热处理制度制定为淬火(温度920℃±10℃,保温17min)+回火(温度620℃±10℃,保温35 min),能够符合生产实际,并保证产品性能满足标准要求。
近三年,天津钢管生产了Φ88.9,101.6,177.8,244.48,339.72 mm规格的油套管及配套接箍料共2 500 t以上,其产品的力学性能全部符合API Spec 5CT—2011标准对Q125钢级的要求。统计不同规格产品的力学性能,结果显示:Φ88.9,101.6,177.8 mm规格油套管的屈服强度、抗拉强度在API Spec 5CT—2011标准要求的上限水平,伸长率约为该标准要求的2倍,冲击韧性指标高出该标准要求的2倍有余,硬度变化值≤4 HRC;Φ244.48,339.72 mm规格油套管的壁厚相对较厚,其屈服强度、抗拉强度在API Spec 5CT—2011标准要求的中下限水平,伸长率接近该标准要求的2倍,冲击韧性指标高出该标准要求的2倍,硬度变化值≤5 HRC。由此可以看出,天津钢管生产的Q125钢级油套管产品,其综合性能良好,完全能够满足API Spec 5CT—2011对PSL-2类Q125钢级的要求。
此外,API Spec 5CT—2011标准规定PSL-3类Q125钢级石油套管的屈服强度上限值为965 MPa;因此,若后续开发PSL-3类Q125钢级石油套管,应对材料化学成分或热处理制度进行重新调整,以降低其屈服强度目标值及变化范围。
5 结 语
天津钢管生产的Q125钢级高强度石油套管,其产品的力学性能、硬度、统计冲击功等指标处于API Spec 5CT—2011标准PSL-2类Q125钢级的中上限水平。目前,天津钢管已实现了Φ88.9~339.72 mm各规格Q125钢级高强度油套管的工业化生产。
猜你喜欢
政工学刊(2021年12期)2021-12-22
装备制造技术(2020年4期)2020-12-25
四川冶金(2020年3期)2020-02-19
云南教育·中学教师(2019年12期)2019-08-13
山东冶金(2019年2期)2019-05-11
制造技术与机床(2017年3期)2017-06-23
制造技术与机床(2017年3期)2017-06-23
钢管(2016年5期)2016-12-29
现代冶金(2016年6期)2016-02-28
装备环境工程(2015年4期)2015-02-28
