
低温甲醇洗装置氨冷器内漏影响分析及处置措施*
2019-06-27 01:57张德南董华林胡云凯
肥料与健康 2019年2期
张德南,董华林,胡云凯,付 国,梅 屾
(贵州赤天化桐梓化工有限公司 贵州桐梓 563200)
贵州赤天化桐梓化工有限公司300 kt/a合成氨系统主要以贵州省桐梓县境内高硫无烟煤为原料,采用GE水煤浆加压气化技术制取的水煤气(含H2S干基体积分数为0.7%)通过耐硫变换装置将CO转化为H2,然后进入低温甲醇洗装置脱硫、脱碳,再经分子筛装置和液氮洗装置深度净化后进入氨合成装置。低温甲醇洗装置采用大连理工大学的专利技术,于2012年1月建成投入运行,投入运行后净化指标均优于设计值,其中净化气中总硫体积分数和CO2体积分数设计值分别为<0.1×10-6和≤20×10-6,实际运行中总硫体积分数和CO2体积分数分别为<30×10-9和约2×10-6。2017年底,在装置投运近5年以后,循环甲醇氨冷器出现了内漏,导致净化气控制指标出现恶化,经原因分析并采取相应的对策措施后,使生产得以延续。
1 吸收塔工艺流程
吸收塔工艺流程如图1所示。来自变换装置的原料气(表压5.4 MPa、温度40 ℃)与喷射注入的少量贫甲醇混合后进入进料气冷却器,与来自汽提塔的尾气、CO2产品气以及液氮洗装置返回的净化气换热而被冷却并在甲醇/水分离器中分离出被冷凝的甲醇与水的混合物,然后进入吸收塔脱除酸性气体,得到的含CO2和H2S体积分数分别<20×10-6和<0.1×10-6的净化气送往液氮洗装置。
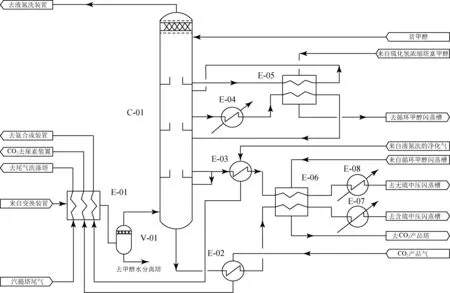
C- 01.吸收塔 E- 01.进料气冷却器 E- 02.含硫甲醇冷却器 E- 03.无硫甲醇冷却器 E- 04.循环甲醇氨冷器 E- 05.循环甲醇冷却器 E- 06.含硫甲醇第2换热器 E- 07.含硫甲醇氨冷器 E- 08.无硫甲醇氨冷器 V- 01.甲醇/水分离器图1 吸收塔工艺流程
吸收塔分为上塔和下塔共4段,其中上塔3段,下塔为1段。贫甲醇经冷却降温至-62.11 ℃进入吸收塔顶部作为吸收液。上塔顶段为精洗段,以确保净化气指标。上塔下面2段分别为主洗段和初洗段,在精洗段吸收了CO2的甲醇经循环甲醇冷却器降温至-42.07 ℃后进入主洗段吸收气体中的CO2,在主洗段吸收了CO2的甲醇经循环甲醇氨冷器以及循环甲醇冷却器降温至-41.33 ℃进入初洗段吸收气体中的CO2。在初洗段吸收了CO2以后的甲醇在吸收塔上塔底部分成2股,一股送至吸收塔下塔用以脱除H2S、COS等组分(温度为-8.99 ℃);另一股经无硫甲醇冷却器、含硫甲醇第2换热器和无硫甲醇氨冷器分别与来自液氮洗装置的净化气、来自循环甲醇闪蒸槽的含硫甲醇和液氨蒸发换热,温度降至-31.95 ℃后进入无硫中压闪蒸槽,在表压1.75 MPa下闪蒸。吸收H2S后的甲醇溶液由吸收塔下塔底部排出,经含硫甲醇冷却器、含硫甲醇第2换热器和含硫甲醇氨冷器分别与来自CO2产品塔的CO2产品气、来自循环甲醇闪蒸槽的含硫甲醇和液氨蒸发换热,温度降至-31.95 ℃后进入含硫中压闪蒸槽,在表压1.75 MPa下闪蒸。
2 设备参数及内漏情况
2.1 循环甲醇氨冷器主要参数
循环甲醇氨冷器为U形管换热器,管板材质为09MnNiD,换热管材质为09MnD;壳侧介质为液氨/气氨,设计温度为-45 ℃/50 ℃,工作温度为-38 ℃;管侧介质为富甲醇溶液,设计温度为-45 ℃/50 ℃,工作温度为-31.95~-25.60 ℃。
2.2 内漏情况
2017年底,低温甲醇洗装置因其他原因短暂停车检修后恢复运行,正常运行10余天后,循环甲醇氨冷器出现管侧进出口温差减小、壳侧液位升高现象。为控制液位,逐渐关小循环甲醇氨冷器进氨阀,最终管侧出口温度高于入口温度。循环甲醇氨冷器出现内漏前后的运行数据如表1所示。
表1 循环甲醇氨冷器出现内漏前后的运行数据
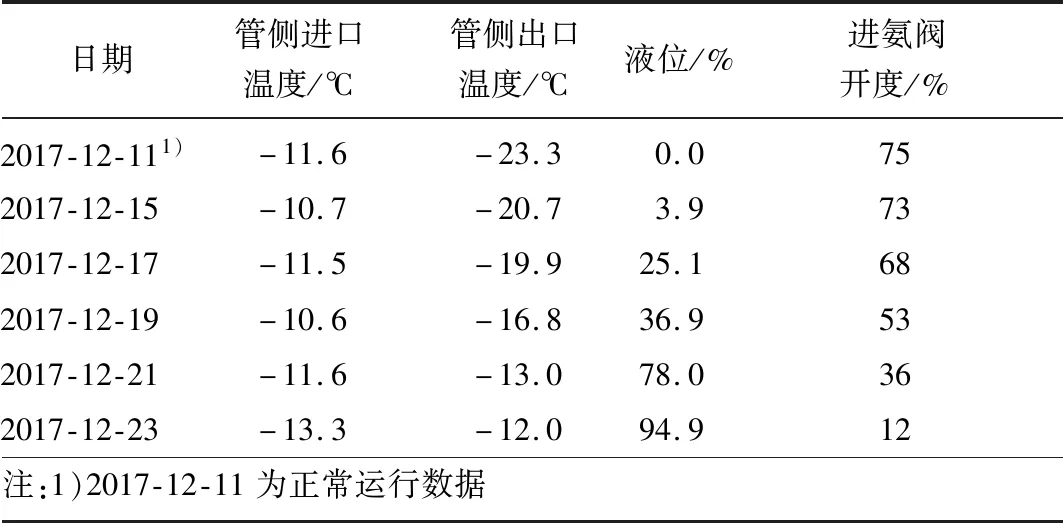
日期管侧进口温度/℃管侧出口温度/℃液位/%进氨阀开度/%2017-12-111)-11.6-23.30.0752017-12-15-10.7-20.73.9732017-12-17-11.5-19.925.1682017-12-19-10.6-16.836.9532017-12-21-11.6-13.078.0362017-12-23-13.3-12.094.912注:1)2017-12-11为正常运行数据
3 产生的影响
低温甲醇洗装置的冷量主要来源于氨冷器内液氨在低压下的闪蒸,一旦氨冷器出现内漏,一方面影响装置冷量的补充,从而对工艺气脱硫、脱碳产生影响,另一方面工艺介质窜入氨冰机系统将会产生结晶、腐蚀以及能耗升高等问题。
3.1 对液氨闪蒸和换热的影响
从表1可看出,泄漏情况发生以后,氨冷器内的液位逐渐升高,为防止带液进入冰机,进氨阀开度逐渐关小,管程进出口温差同时减小。其原因在于氨在甲醇中的溶解度较大,甲醇进入氨冷器内与氨形成混合液体,冷侧蒸发温度升高,强行增加液氨补给量将会引起液位的快速上涨,而液位过高在给氨冰机运行带来隐患的同时,甲醇窜入其他氨冷器后会对液氨造成污染,最终也将影响冷量的补充。无硫甲醇氨冷器中液氨受污染后的运行情况如表2所示。
表2 无硫甲醇氨冷器中液氨受污染后的运行情况
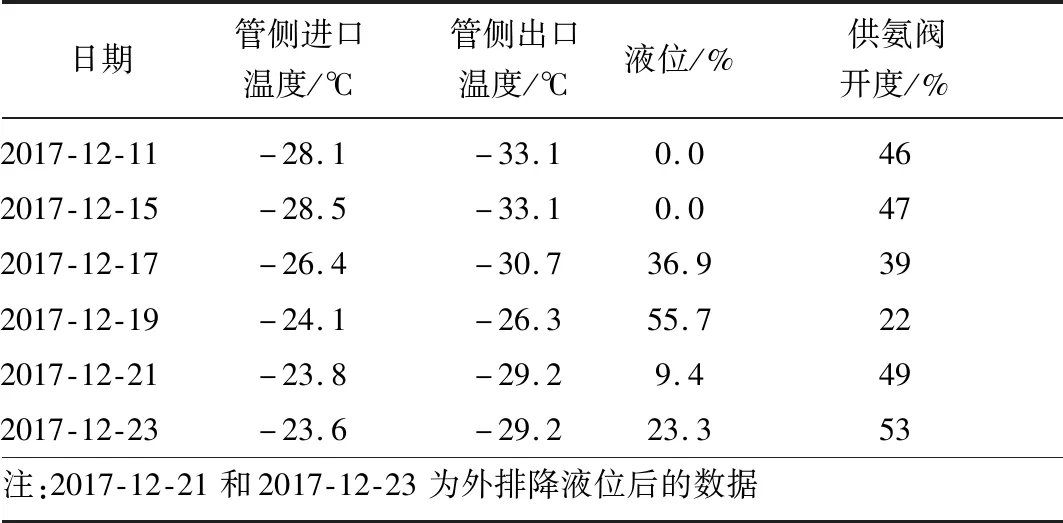
日期管侧进口温度/℃管侧出口温度/℃液位/%供氨阀开度/%2017-12-11-28.1-33.10.0462017-12-15-28.5-33.10.0472017-12-17-26.4-30.736.9392017-12-19-24.1-26.355.7222017-12-21-23.8-29.29.4492017-12-23-23.6-29.223.353注:2017-12-21和2017-12-23为外排降液位后的数据
3.2 对反应生成物的影响
循环甲醇氨冷器管内富甲醇主要由甲醇和二氧化碳组成,设计温度和设计压力分别为-14.4 ℃和表压5.2 MPa,泄漏进入壳侧后可能发生如下反应[1],且工艺的低温环境对下述反应是有利的。
2NH3+CO2→NH2COONH4
(1)
NH3+CO2+H2O→NH4HCO3
(2)
2NH3+CO2+H2O→(NH4)2CO3
(3)
由于富甲醇中水含量较低,反应(2)和反应(3)较少,主要发生反应(1),其生成产物为固体结晶,聚集于换热器列管之间,首先影响设备换热效果,同时产生对设备的腐蚀问题,尤其是氨基甲酸铵的强腐蚀性给安全生产带来了较大的风险[2]。
另外,富甲醇溶液泄漏进入壳侧后,压力由表压5.2 MPa降至绝压0.08 MPa,其中溶解的CO2发生解析,部分随气氨进入氨冰机系统,并发生反应(1),生成的结晶将对设备和管线造成堵塞。实际运行数据显示,从泄漏的发生到处理,生产负荷下降了5%,而冰机消耗的表压3.82 MPa蒸汽却增加了1.5 t/h。
4 处置方案比选
通过上述分析,循环甲醇氨冷器出现内漏后需要解决的问题:①甲醇对液氨的污染所引起的冷量不足;②富甲醇中CO2和H2O与氨反应所引起的结晶堵塞换热面和腐蚀问题。为此,提出如下的处置方案。
4.1 负压排放方案
低温甲醇洗装置发生氨冷器内漏的企业较多,通过咨询和资料查阅,提出了负压排放方案[3]。如图2所示,负压排放的原理:在发生内漏的氨冷器壳侧低点接分离罐,分离罐高点接氨冷器气相;先打开分离罐高点气相阀门均压,然后打开低点阀门,利用位差将甲醇与氨的混合液排放至分离罐;排液完成以后,将分离罐与氨冷器隔离,氮气充压后打开底部导淋将甲醇与氨的混合液排出系统。

图2 负压排放示意
负压排放方案的缺点是无法解决结晶问题,氨冷器换热效果仍然较差,且结晶堵塞将使壳侧空间减小,液位极易升高,无法延续生产。
4.2 氨冷器隔离方案
氨冷器隔离方案是在发生内漏的氨冷器气氨和液氨管线上加设盲板隔离,防止富甲醇与氨接触混合,泄漏进入壳侧的富甲醇通过低点接管至低温甲醇洗装置地下槽,最终经地下槽泵送至甲醇/水分离塔予以回收。该方案存在的问题:①发生内漏的氨冷器壳侧隔离后,低温甲醇洗装置存在冷量补充问题;②氨冷器壳侧已经存在的结晶继续与富甲醇中的水接触并溶解电离,将继续对设备产生腐蚀危害。经分析以后,提出进一步的改进方案。
(1) 通过对生产工艺状况的分析,含硫甲醇氨冷器和无硫甲醇氨冷器还有增大冷量供应的空间,冰机也具备提高负荷的条件。另外,无硫甲醇冷却器的冷介质为来自液氮洗装置的低温净化气,通过增大液氮洗装置冷箱直补液氮量可以加大来自液氮洗装置的低温净化气量。以上措施均可为低温甲醇洗装置进一步提供冷量。
(2) 氨冷器壳侧的结晶主要为氨基甲酸铵以及少量的碳酸铵和碳酸氢铵。资料显示,氨基甲酸铵和碳酸氢铵可溶于甲醇但溶解度不高[4],几种生成物均易溶于水,但需要将换热器复热,否则可能在除结晶过程中出现低温结冰问题。根据以上情况,考虑到甲醇与水的混合溶液冰点较低,如含甲醇体积分数35%的水溶液的冰点为-25 ℃[5],可配制水与甲醇低温混合液除结晶,结晶溶解处理完毕后充氮气进行干燥。
5 处置过程及效果
在准备工作完成后,装置进行了短期停车,从停车到隔离方案实施完毕耗时2 h,到装置恢复产出液氨产品共计耗时8 h。系统恢复运行后,将冰机入口压力由绝压80 kPa降至65 kPa,并充分利用空分装置的富余液氮补充进入液氮洗装置,加大无硫甲醇冷却器的换热量,最终生产负荷达到98%,净化气含总硫和CO2体积分数分别为<30×10-9和3×10-6左右,完全满足设计要求。处置后,装置保持该负荷运行直至2018年的计划检修。
6 结语
低温甲醇洗装置的工况较为复杂,设备既要经受湿硫化氢应力腐蚀的影响,又要考虑酸腐蚀问题。通过长期对吸收塔底部富甲醇溶液的取样监测,其pH平均值为4.3,这样的酸性环境即便不存在湿硫化氢应力腐蚀问题,对碳钢设备同样是不小的考验。
在此次处置过程中,安全和环保风险是处置措施和方案制定的首要考虑因素,但坚持在危险因素可控的情况下,采取科学合理的方法使内漏及其产生的影响得到控制,从而确保装置能按计划进行检修。
猜你喜欢
氮肥与合成气(2022年10期)2022-10-19
中国煤炭(2022年8期)2022-09-13
能源工程(2021年5期)2021-11-20
水上消防(2021年3期)2021-08-21
西南石油大学学报(自然科学版)(2021年3期)2021-07-16
东北电力技术(2020年7期)2020-09-11
农机使用与维修(2017年4期)2017-04-14
农机使用与维修(2017年3期)2017-03-15
科技传播(2016年7期)2016-04-28
中学生数理化·八年级物理人教版(2014年2期)2014-04-02
