
圆盘给料机在艾萨炉辅料给料中的应用
2019-06-16 02:02黄荣军
设备管理与维修 2019年14期
黄荣军
(凉山矿业股份有限公司,四川凉山 615100)
0 引言
昆鹏公司自2010 年8 月份投产以来,由于原设计设备的缺陷及受艾萨炉辅料自身物理性质影响,艾萨炉辅料给料一直不连续稳定,影响艾萨炉炉温与渣型的稳定性,导致柴油、氧气的单耗较高,生产成本高居不下。针对艾萨炉辅料给料不连续稳定及低料量精确给料控制困难的问题,介绍了如何利用座式圆盘给料机技改解决问题的方案以及技改后的效果和经济效益分析。
1 当前情况及存在问题
艾萨炉所用辅料的给料设备设计为棒条阀和定量给料机,主要用于一次配砂、一次配煤、二次配砂、二次配煤及其他辅料的给料。在生产控制中,一次配砂量为1~3 t/h,一次配煤量为4~6 t/h,二次配砂量、配煤量视生产情况而变化,一般为1~3 t/h。
在生产过程中,无论是配煤还是配砂,给料都很困难,且非常不稳定,不能满足生产工艺需求,配煤、配砂的不稳定,将直接导致艾萨炉炉温波动、渣型波动,从而影响的生产的连续、稳定、高产。
2 问题分析
2.1 物料的物理性质
生产所用的煤为洗精煤,本身为细粒状,含水约12%~14%,煤气站筛分后的细煤也返回煤仓,含有少量块状煤。所用的石英砂中,也含有少量的块状物料,含水随季节变化而波动,雨季含水量较高。
由于物料不可避免的存在含水量较高的现象,在较小的空间内容易形成架桥,而且有块状物料的存在,导致现在的棒条阀在给料时下料不顺畅。同时,水分较高的物料容易结仓堵死,造成给料的间断,影响给料的连续性。
2.2 设备缺陷
现有料仓形状为方锥形,下料口尺寸为400 mm×400 mm,物料中含有一定水分,特别是煤的含水能达到12%~14%,容易在出料口处结仓堵塞,而仓体没有设计振打设施,物料结仓架桥时就会造成给料中断。同时,采用棒条阀控制给料量的大小,有大块物料时就会在棒条间隙处堵塞,导致物料无法顺畅落到定量给料机皮带上,且棒条阀不具备自动控制能力,无法按照工艺要求控制下料量的大小。这种方式给料最大的缺陷还在于料仓内物料压在定量给料机皮带上,通过皮带的运转拖动物料,导致给料量无法精确计量,使艾萨炉辅料的加入量波动范围较大。原设计艾萨炉辅料给料设备流程见图1。

图1 艾萨炉辅料给料设备流程
3 解决方案
综合分析物料的物理性质、工艺要求,结合艾萨炉辅料给料设备的工况要求,确定采用座式圆盘给料机(型号为KR15)代替棒条阀给料进行技改,最终达到料仓不结料、给料范围调节控制方便(尤其是在1~5 t/h 的低料量情况下给料顺畅)、给料量的控制精确稳定,具备自动控制、料量补偿的能力,以适应艾萨炉辅料给料的生产工艺要求。
3.1 KR15 型坐式圆盘给料机
座式圆盘给料机是一种使用广泛的连续式容积加料设备,能均匀连续地将物料喂送到下一设备。喂料量可以调节,可喂送粉状、小块状的物料(如煤粉、黏土等)。
KR15 型座式圆盘给料机结构简单,主要由电机、圆柱齿轮减速机、圆盘主体组成。给料机圆盘的直径1500 mm(外形尺寸2354.5 mm×1500 mm×720 mm),最大给料粒度为55 mm,圆盘转速7.5 r/min,生产率25 t/h。电机型号Y132M2-6,功率5.5 kW。
KR15 型座式圆盘给料机通过电动机驱动圆柱齿轮减速机拖动圆盘主体转动,从而实现连续均匀给料。
3.2 技术改造内容
3.2.1 料仓改造
将现有料仓下段切除,制作天圆地方活动料仓(Φ800/2000×2000,L=1000 mm)吊挂在上段料仓上,活动料仓内衬高分子材料,仓壁上加装一个仓壁振动器,用以在料仓内壁积料时将物料振动下,同时,将仓壁振动器的控制开关引到主控室,主控人员通过DCS 控制界面及监控器画面实时监控料仓的下料情况即时操作仓壁振动器,确保料仓下料顺畅。
3.2.2 圆盘给料机安装
根据现场的实际情况,圆盘给料机利用自制支承架横跨过定量给料机尾部上方安装,圆盘中心与定量给料机中心和料仓中心在一条垂直直线上,用螺栓将圆盘给料机机座与支承架进行连接,安装调试完成后将支撑架焊接固定在预埋件上。圆盘给料机安装具体尺寸、结构如图2 所示。主体设备安装完成后,在圆盘盘面四周用废旧皮带制作围边作为挡料装置,同时,将用废旧闸阀闸门丝杆制作的活动刮板安装在围边框架上,活动刮板可以靠丝杆调整刮料板角度,配合变频电动机将圆盘机的给料范围控制在0~20 t/h,且在此范围内的任意给料量实现精确控制,将艾萨炉辅料给料量的波动控制在0.5 t/h 以下。
3.2.3 自动控制系统与控制逻辑
此次技改的圆盘给料机采用变频调速电动机驱动,变频器安装在现场控制柜内,远程控制线接入DCS 控制系统,实现了艾萨炉辅料给料的远程自动控制。
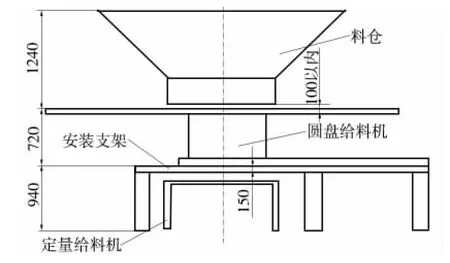
图2 圆盘给料机安装尺寸与结构
控制逻辑方面,将控制目标确定为控制圆盘给料机转速,即定量给料机的皮带运转速度固定,通过电子秤的称量反馈值与生产所需料量设定值进行比较后控制圆盘给料机的转速,从而控制圆盘给料机的给料量,达到对艾萨炉辅料给料量的精确控制,使艾萨炉辅料给料设备具备了自动控制、料量补偿能力。
4 效果及经济效益分析
通过利用圆盘给料机代替棒条阀给料及相关改造,实现了艾萨炉辅料给料在低料量时的精确自动控制,消除了给料过程中料仓容易积料的现象,提高艾萨炉辅料下料的稳定性与连续性,从而提高了艾萨炉炉温的稳定性与渣型的稳定性,延长了耐火材料的使用寿命。此项技改使圆盘给料机在冶炼厂艾萨炉辅料给料中得到了充分的应用,发挥了至关重要的作用,是整个项目的核心设备。
此项目投入生产使用以来,运行平稳,效果显著,取得了良好的经济效益,其经济效益主要体现在以下3 个方面:
(1)提高了艾萨炉辅料给料量的稳定性(稳定程度达到±0.5 t/h),从而提高艾萨炉炉温、渣型的稳定性,延长耐火材料的使用寿命,降低生产成本。一炉期耐火材料总费用约330 万元,以前耐火材料的使用寿命约30 个月,技改后每炉期耐火材料寿命可以延长3 个月,即每炉期可节约耐火材料费用约33 万元。
(2)实现了艾萨炉辅料给料的远程自动控制,减少现场操作人员8 名,每年可降低人工费用24 万元。
(3)技改后因提高了炉温的稳定性与渣型的稳定性,为整个生产流程的稳定提供了保障,从而降低了柴油和氧气的消耗量,对整个生产成本的控制起到了至关重要的作用。同时,因提高了整个冶炼厂操作工艺的稳定性,间接地促进了氧站及硫酸系统的稳定生产,降低了生产成本。
5 结束语
综上所述,采用座式圆盘给料机代替棒调阀对艾萨炉辅料进行给料的效果显著,不仅可以解决棒调阀给料困难的问题,而且可以实现艾萨炉辅料给料量的精确控制,从而降低生产成本。
猜你喜欢
石材(2020年7期)2020-08-24
石材(2020年6期)2020-08-24
矿山机械(2020年2期)2020-03-24
纺织服装流行趋势展望(2020年1期)2020-02-01
科技风(2018年15期)2018-05-14
红蜻蜓·低年级(2017年3期)2017-03-30
科学中国人(2016年24期)2016-09-21
纺织服装流行趋势展望(2016年6期)2016-05-04
纺织服装流行趋势展望(2016年4期)2016-05-04
纺织服装流行趋势展望(2016年1期)2016-05-04
