
碳化硅技术陶瓷无压烧结工艺研究*
2019-06-14 05:47:32王坤
陶瓷 2019年6期
王 坤
(新沂市星辰新材料科技有限公司 江苏 新沂 221400)
前言
碳化硅的分子式为SiC,分子量为40.07,其中硅含量占70.045%,碳含量占29.95%,其容重为3.160~3.217 g/cm3。SiC是以共价健为主的共价化合物,Si-C之间的平均键能为300 kJ/mol,其中总能量的78%属于共价键,总能量的12%属于离子键,总能量的10%属于混合键型[1]。SiC晶体的单位晶胞是由四个C原子围绕Si原子而成,且每一个C原子周围也同样由四个Si原子所包围,即由Si-C四面体构成[2]。所有SiC多型体结构均由Si-C四面体这一基本结构单元在空间密排堆垛而成,并呈现明显的层状结构[3]。碳和硅两元素在形成SiC晶体时,其基本单元是Si-C四面体,所有SiC结构均是由[SiC4]和[CSi4]堆积而成,不同的只是平行结合或反平行结合[4]。
由于这些[SiC4]和[CSi4]堆积次序不同,相应有不同的晶体结构,其可分为立方晶系、六方晶系和菱形晶系[5]。在众多的SiC多型体中,以α-SiC、β-SiC最为常见。即属于六方晶系和菱方晶系的α-SiC,类似于闪锌矿结构的立方晶系β-SiC[6]。尽管从结构分析很容易区分很多多型体,但其物理性能几乎没有差别。因为所有结构都是紧密堆积的,故密度应为常数3.17 g/cm3[7]。各种晶型SiC的形成与温度有关,它们各有一定的温度稳定范围。β-SiC为低温稳定型,其生成温度视初始原料和其它条件不同而有较大差异,一般为1 300~2 000 ℃[8]。在2 000~2 700 ℃范围内,可生成各种晶型变体的α-SiC,如2H、4H、15R,6H型生成温度最高,达2 500~2 700 ℃[9]。因此,从低温到高温,SiC晶型的转变规律为3C-2H-4H-15R-6H[10]。α-SiC的常见类型中以6H的数量为最多。
SiC的共价键结构特点决定了其晶体结构对称性较大,呈现出较强的各向异性,这就使得其原子滑移面减少,不易引起变形,即使在高温下,也有很高强度[11]。因此SiC具有仅次于金刚石和立方氮化硼的硬度、比刚玉还高的机械强度、高的热导率、优异的高温力学性能(高温强度、抗蠕变等)、抗氧化性能和耐酸、耐碱的抗腐蚀性能[12]。SiC在大气压条件下分解温度为2 500 ℃以上,不存在熔点。其耐磨性十分优良,耐热性也优于Si3N4,还具有非常小的热膨胀系数[13]。这些都是由SiC的共价键特点和比较小的原子间距所决定的。由于SiC具有上述优异的性能,使SiC得到了广泛的应用。它最初主要当作磨料来使用,当作耐火材料也有很长的应用历史。此外,碳化硅陶瓷可作为一种耐磨性能很好的材料,尤其作为机械密封材料已是公认的自金属、氧化铝、硬质合金以来第四代基本材料[14]。
无压烧结又称常压烧结,是对含有微量氧的β-SiC中添加硼和碳,在2 000 ℃左右,惰性气氛中烧结,可获得98%理论密度的碳化硅烧结体。无压烧结一般有两种方法:固相烧结工艺和液相烧结工艺。二者区别在于使用烧结助剂及相应烧结机理不同。固相烧结一般采用B-C系烧结助剂,B系烧结助剂可以在SiC粒界析出,降低界面能促进烧结反应,C则利于除去SiC表面的SiO2,提高粉体表面能,从而提高粉体活性。液相烧结一般采用Al及氧化物助剂,一般以Y2O3为代表,特别是Y2O3和C系A1系助剂的二组分助剂,这些助剂使SiC及其复合材料呈现液相烧结,能显著提高SiC及其复合粉料的烧结活性。笔者采用无压烧结SiC陶瓷,主要研究内容有:
1)研究不同β-SiC添加量和不同烧结温度对SiC陶瓷烧结体性能的影响。
2)研究SiC粉体颗粒级配对SiC陶瓷烧结体致密性的影响。
3)研究不同成形压力、不同保压时间对SiC素坯成形及SiC陶瓷烧结体性能的影响。
4)利用密度测试、硬度测试、X射线衍射、SEM等手段研究和观察SiC陶瓷烧结体表面,分析影响其致密化的因素。
1 实验部分
1.1 实验原料
本次实验采用烧结中的无压烧结,实验所用原料见表1。
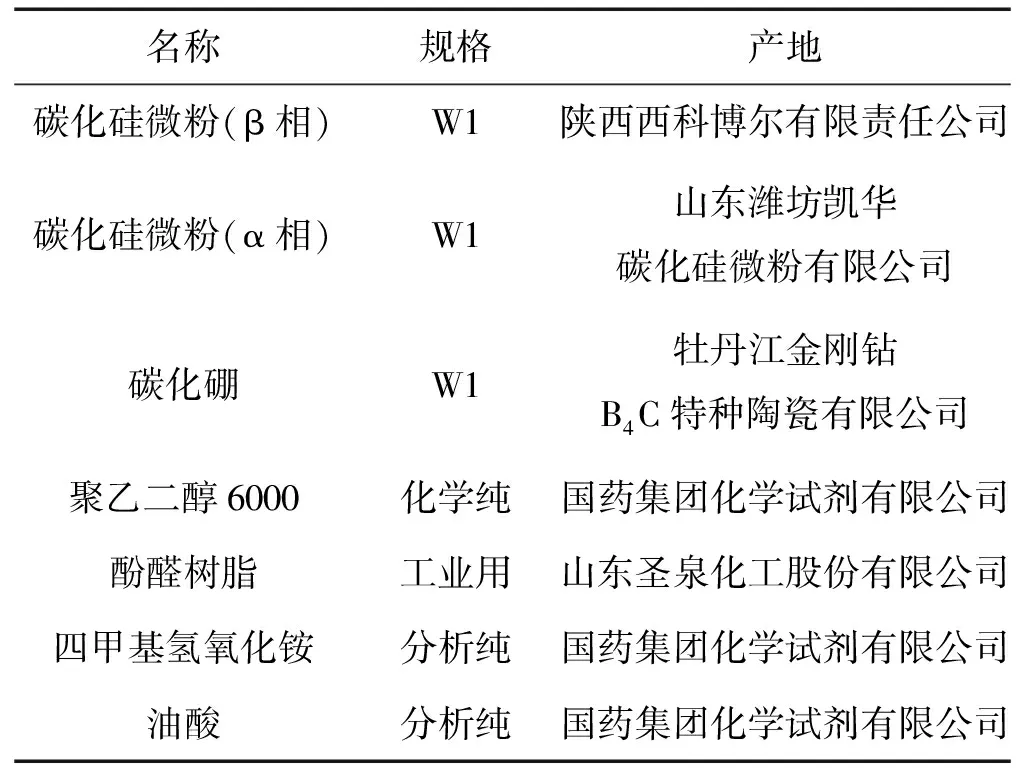
表1 实验原料,规格及产地
1.1.1 碳化硅
碳化硅分子量40.07,呈无色、黑色、墨绿色、黄色等,有立方晶系和六方晶系。理论密度为3.16~3.2 g/cm3,熔点为3 000 ℃,沸点为3 500 ℃,热导率为0.3 W/(m·K),线膨胀系数为5.12×10-6/℃,不溶于水和酸,但可溶于碱。
本实验所用的碳化硅是粒度为W1的α-SiC和粒度为W1.5的β-SiC。α-SiC分解温度在2 400 ℃左右,属于高温稳定型。β-SiC属于低温稳定型,温度高时β-SiC会转相生成α-SiC。W1的α-SiC原粉粒度d50=0.91 μm,d90=1.54 μm。W1.5的β-SiC原粉粒度d50= 1.52 μm,d90= 2.55 μm。本次使用的原料粉料均为经过精细分级的优质碳化硅微粉,粒径分布集中,纯度高。
1.1.2 碳化硼
碳化硼,分子式为B4C,是一种仅次于金刚石和立方氮化硼的高硬度无机非金属材料。其相对密度为2.52 g/cm3,熔点为2 350 ℃,沸点>3 500 ℃,与酸、碱溶液不起反应,具有高化学位、中子吸收、耐磨及半导体特性。是对酸最稳定的物质之一,在所有浓或稀的酸或碱水溶液中都稳定,用硫酸、氢氟酸的混合酸处理后,在空气中800 ℃煅烧21 h,可完全分解并形成三氧化碳和三氧化二硼。碳化硼的强度很高,莫氏硬度为9.36,显微硬度为43 149.26~52 955.95 N/mm2,与酸、碱溶液不起反应。在元素周期表中,Si的位置和B、C毗邻,因而性能上很相似。根据相似相容原理,B4C的存在会改善烧结扩散,促进碳化硅的烧结。可见,碳化硼在碳化硅烧结过程中能促进其致密化进程,是一种有效的其它工程陶瓷的烧结助剂。
本次使用的W1碳化硼晶粒d50=0.62 μm,d90= 0.82 μm,绝大部分颗粒小于1 μm,分布范围窄。
1.1.3 酚醛树脂
酚醛树脂分子式为[C8H8O2]n,也叫电木,又称电木粉,原为无色或黄褐色透明物,一般是由苯酚与甲醛缩聚得到的。酚醛树脂综合性较优,易溶于丙酮、酒精等有机溶剂中。按溶解性可分为醇溶性酚醛树脂和水溶性酚醛树脂。醇溶性酚醛树脂属于乙阶段反应的产物,一般工业大多使用的醇溶性酚醛树脂。水溶性酚醛树脂是热固性甲阶酚醛树脂。
本实验使用水溶性酚醛树脂作为粘结剂,除了增加素坯的强度,主要是高温裂解后提供碳源。粘结剂可以有效地提高样品生坯的密度,使不同粒径的SiC颗粒在一定的压力下产生一定的强度。粘结剂含量越多,干燥后网络越密实,粘结力也越强,但粘结剂含量过多会降低碳化硅陶瓷生坯的密度,同时高温裂解后残留的C较多,从而影响烧结体的密度。
1.1.4 聚乙二醇
聚乙二醇简称为PEG,其结构式为HO(CH2CH2O)nH,本品为白色蜡状固体薄片或颗粒状粉末,在水或乙醇中易溶,在乙醚中不溶,相对密度为1.12~1.15,是一种非离子型表面活性剂。
本实验中,聚乙二醇作塑化剂。通过空间位阻稳定机制,吸附于颗粒表面形成微胞,可防止填料粒子之间相互聚集,保证与树脂、填料有适当的相容性及良好的热稳定性,从而达到分散的目的。聚乙二醇在常温条件下很稳定,但在120 ℃或更高温度下能与空气中的氧发生氧化作用。加热至300 ℃产生断裂或热裂解,高温真空裂解后理论残碳率为54%。
1.1.5 四甲基氢氧化氨水溶液
四甲基氢氧化铵(TMAH)分子式为(CH3)4NOH,常为无色至淡黄色液体,有一定的氨气味,是一种强有机碱,极易吸潮,在空气中能迅速吸收二氧化碳,通常为10%、25%的水溶液,加热到沸点130 ℃时易分解成三甲胺和甲醇,挥发成气体,不会留在烧结成品中。本实验采用TMAH作表面活性剂和分散剂。
1.1.6 油酸
油酸是一种不饱和脂肪酸,分子式为H3(CH2)7CH=CH(CH2)7COOH,纯油酸为无色油状液体,有动物油或植物油气味,久置空气中颜色逐渐变深,工业品为黄色到红色油状液体,有猪油气味。易溶于乙醇、乙醚、氯仿等有机溶剂中,不溶于水,易燃,遇碱易皂化,凝固后生成白色柔软固体。在高热下极易氧化、聚合或分解,实验中作为润滑剂提高造粒粉料的流动性,高温真空裂解残炭率为75%。
1.2 实验设备
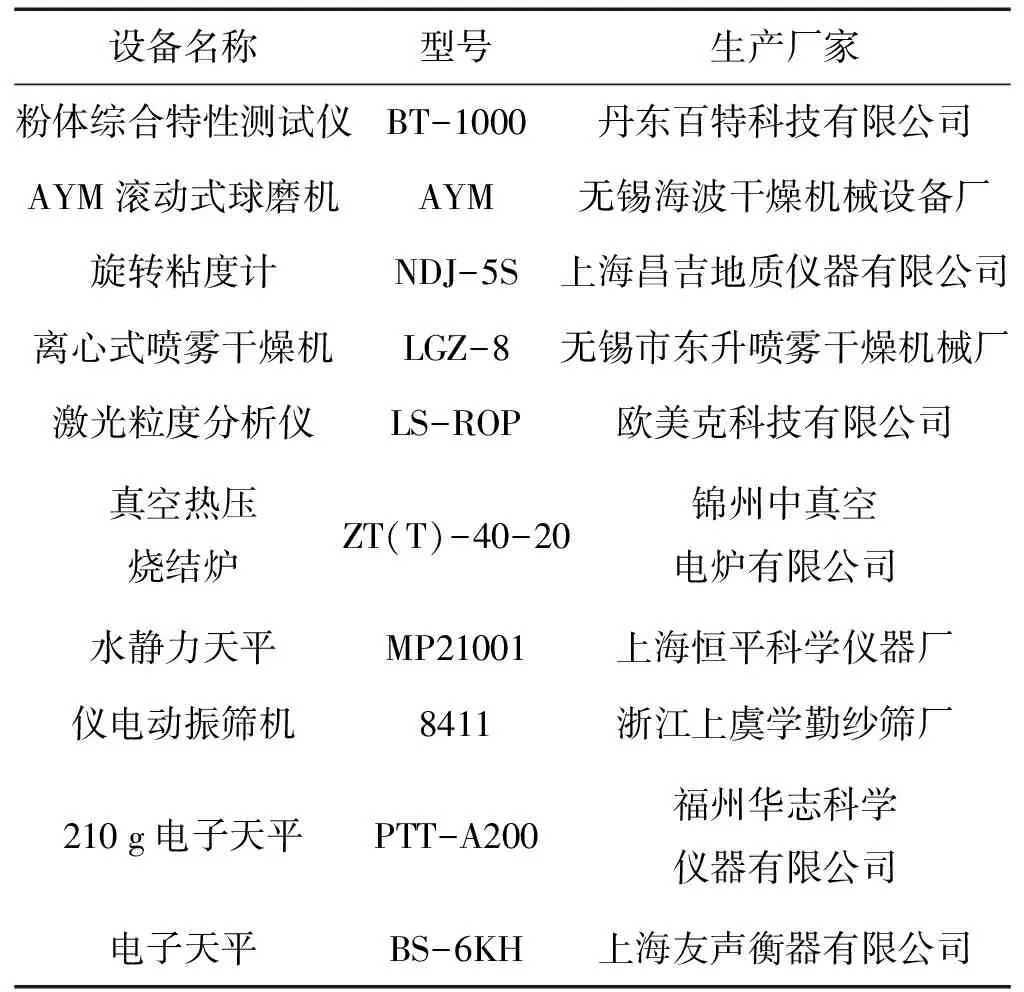
表2 实验所用仪器设备
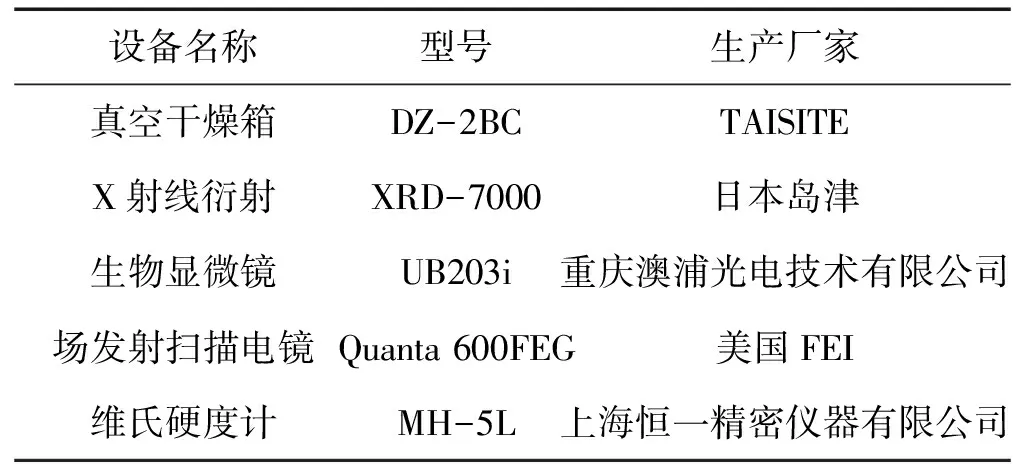
续表2
本实验所用设备名称、型号及其产地如表2所示。
1.3 实验流程图
实验工艺流程图如图1所示。
1.4 实验过程
1.4.1 浆料制备
本实验所设计的配方如表3所示。
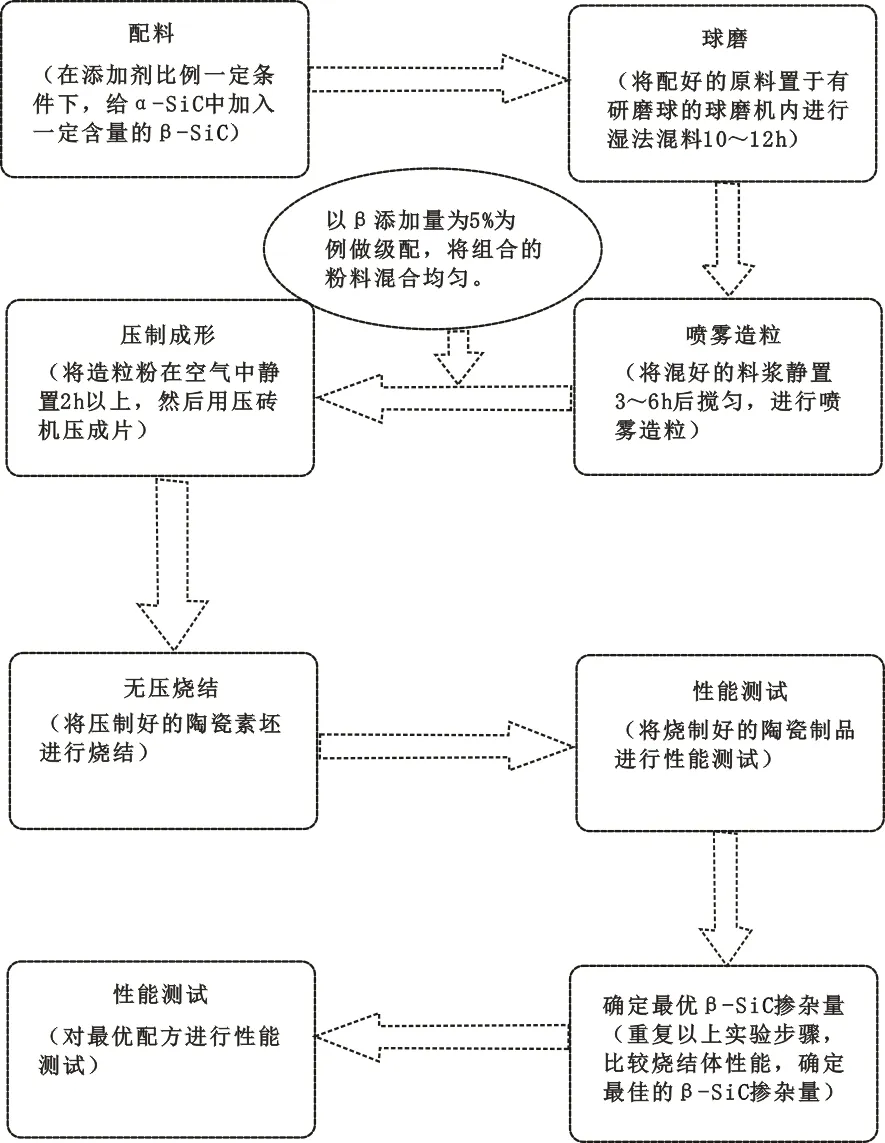
图1 实验流程示意图

W1 α-SiC(g)W1β-SiC(g)W1 B4C(g)酚醛树脂(g)PEG(g)TMAH(g)油酸(g)1100001080100.512950501080100.513930701080100.51

续表3
本实验所用α-SiC和β-SiC的质量总共1 kg,前人的研究得出浆料的固含量以50%~55%为宜,故加入去离子水的质量为1 kg。将配置好的粉料和陶瓷添加剂置于尼龙球磨罐中,加入球料质量比为2∶1的碳化硅陶瓷球作为研磨球,再加入去离子水,将盖拧紧。将球磨罐置于滚筒式球磨机上以150 r/min转速球磨10~12 h,将研磨球筛除,即可得到各组分均匀分散的浆料。
1.4.2 浆料喷雾造粒
实验使用LGZ-8高速离心式喷雾干燥机对浆料进行喷雾干燥,采用的技术参数为:热风进口温度为260~280 ℃,出口温度为95~120 ℃,进料蠕动泵转速为30~50 r/min,喷嘴雾化器转速为20 000 r/min。具体的喷雾造粒过程为:
1)打开送风机、引风机及加热开关将喷雾干燥机升温到所需温度;
2)将浆料搅拌均匀,打开喷头调好转速并运行,使离心喷雾开始高速旋转,将制备好的浆料通过蠕动泵传送到喷头进料口;
图2 碳化硅原粉
3)随着喷嘴高速旋转,浆料雾化成比表面积极大的小液滴,其遇到热空气后干燥收缩,落入下方布袋收集器形成了造粒粉料。
造粒粉和原粉在生物显微镜下的图像如图2、图3所示。
图3 碳化硅造粒粉
由图2和图3可知,未造粒的碳化硅原粉呈不规则的多边形,易团聚,松装密度低,流动性差。而经过造粒的粉料明显呈圆球状,流动性好,在模压成形过程中,粉料堆积更加密实,气孔较少,烧结过程中内摩擦力减小,使陶瓷制品更加致密化。
1.4.3 级配的设计
本实验对颗粒级配 SiC粉体的制备工艺进行了初步研究,采用颗粒上限为 125 μm 的造粒粉,根据富勒提出的最大理论密度曲线,当级配指数n=0.8时,曲线比较接近目标级配。实验中以配制300 g的SiC粉体为例,分别按140目、160目、180目、200目、250目、300目、350目、400目、500目筛子筛分配料,对造粒粉经过反复筛分,取出级配需要颗粒粒径的粉体。筛分结果如图4所示。
研究了9种粒径颗粒的级配对 SiC 粉体自由堆积密度的影响,并与理论模型进行比较,得出如表4所示结果。
为了获得混合均匀的粉料,采用了以下加料顺序:粗颗粒→中颗粒→细粉。
选择上述加料顺序是因为如果粗、细粉料同时加入,容易出现细粉集中,粉料不可能混合得均匀密实。
经过检测随机分布的SiC颗粒和级配颗粒的松装密度和振实密度如表5所示。
图4 目标级配与随机颗粒分布曲线

140目160目180目200目250目300目350目400目500目目标需要量(g)1420.429.328.224.916.410.8110.66.3实际补充量(g)11.40.9-26.6--4.1109.54.2
注“-”表示此粒径下的颗粒足够,不需要补充。
表5 级配颗粒密度
由表5可知,级配颗粒的松装密度没有随机分布颗粒的好是由于随机的颗粒可以视为等大球堆积,而级配的小颗粒没有充分填充缝隙。经过振实以后小颗粒填充了大颗粒之间的缝隙,密度有了较大的提高。
1.4.4 粉料成形
本实验采用400 kN单柱自动液压机对造粒后的粉料进行压制成形。实验模具为直径35 mm的金属模具,压制方法为单向两次加压,压力为100 MPa,保压时间为30 s,总共压了116个素坯。在60 MPa,80 MPa,100 MPa,120 MPa不同压力,以30 s,45 s,60 s不同保压时间下压了24个素坯。其具体的操作步骤为:
1)称取造粒粉20 g,将粉料倒入模具孔槽中,加料过程中,应尽量避免将粉料倒在模具侧壁上,防止在成形过程中出现夹料的情况,影响坯体的压制及脱模,甚至出现模具有划痕磨损的情况;
2)轻敲模具侧壁,使模具内的粉料铺平,将上压头按入模具内,使粉料相对均匀,且初步排除其内部空气;
3)开启压机,加压到制定压力值后保压,回程,取出垫片,重复前一步骤。
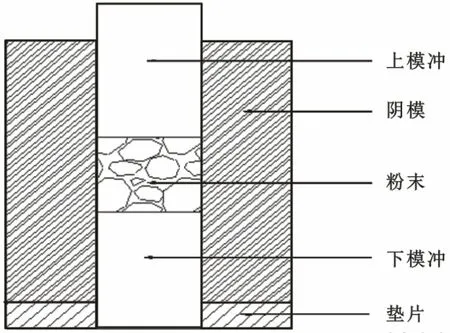
图5 粉料在模具中的状态
4)脱模,取出素坯后,将模具擦干净,重复以上步骤。
压制过程示意图如图5所示。
1.4.5 坯体烧结
本实验采用高温无压烧结方式,将陶瓷素坯置于石墨坩埚中,再将石墨坩埚放入真空热压炉中,升温烧结。烧结温度分别为:1 800 ℃、1 900 ℃、1 950 ℃、2 000 ℃、2 050 ℃、2 100 ℃。
整个烧结过程可分为三个阶段:第一阶段,从室温缓慢升温至600 ℃,600 ℃保温30 min;第二阶段,快速升温至1 600 ℃,1 400 ℃左右通入氩气,气氛压力保持在0.06 MPa左右;第三阶段,快速升温至指定温度,保温45 min后关炉自然冷却。缓慢升温是为了让陶瓷坯体中的水分和有机高分子添加剂挥发分解,600 ℃挥发分解彻底,1 400 ℃通入氩气是为了抑制SiC在高温下分解,烧结曲线如图6所示。
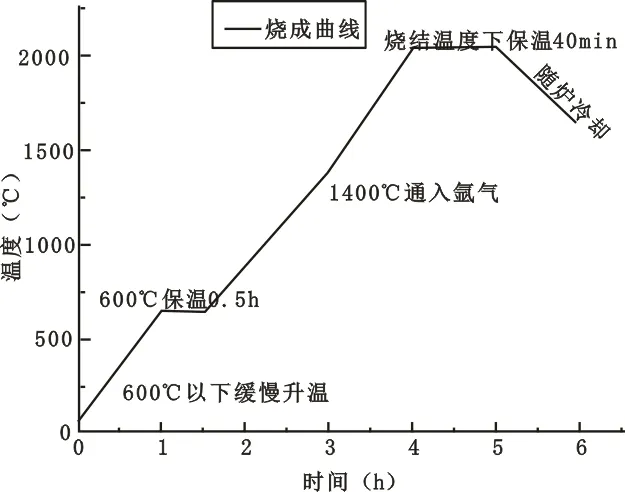
图6 SiC陶瓷烧结升温曲线
2 实验结果与分析讨论
本实验是在前人的总结基础上完成的,烧结工艺制度、添加剂配方等技术参数都是使用前人的最佳技术方案。实验对β-SiC添加量为0wt%、5wt%、7wt%、10wt%、15wt%、20wt%、100wt%的SiC陶瓷烧结体进行性能比较分析,并在一定条件下进行重复试验。最终得出:β-SiC添加量为10wt%时,陶瓷烧结体的体积密度最高,为3.128 g/cm3。现从体积密度、维氏硬度、XRD、SEM等方面对7组试样进行分析,分析结果如下:
2.1 体积密度的测试与分析
实验将不同β-SiC含量的造粒粉每组压制10个素坯,分批次烧结。烧结后,先用游标卡尺对其进行测量,测出一个初步的密度数据。由于烧结体表面刻有编号或者有磨损,所测得的密度不精确,偏小。故采用阿基米德排水法来测量,得到烧结体精确的体积密度,其操作步骤如下:
用液体浸泡试样,然后再用沸水煮3 h,尽量使试样达到饱和。用液体静力天平和电子天平称干试样质量m1、饱和试样表观质量m2、饱和试样空气中质量m3和浸渍液体的密度Dl。体积密度按下式计算:
Db=[m1×Dl÷(m3-m1]×100%
式中: m1——干试样质量,g;
m2——饱和试样表观质量,g;
m3——饱和试样空气中质量,g;
Dl——实验温度下,浸渍液体密度,g/cm3(本实验选用液体为蒸馏水,密度为1.0 g/cm3)。
各组配方烧结后所得体积密度及显气孔率如表6所示,体积密度分布曲线如图7所示。
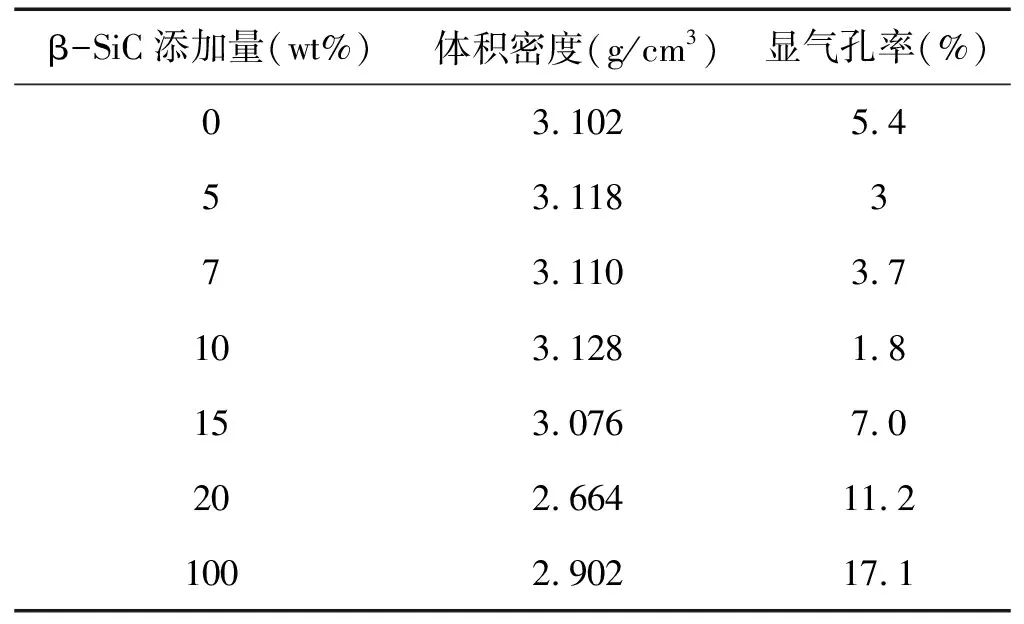
表6 温度2 000 ℃时β含量10%的烧结体的体积密度
从表6可以看出,β-SiC添加量为10wt%的陶瓷烧结体比β-SiC添加量为5wt%的陶瓷烧结体的密度高,即说明添加β-SiC的α-SiC陶瓷要比纯α-SiC陶瓷好。这是因为α-SiC具有多种结晶形态,以4H、6H、15R为主,呈六方或菱方结构,具有较少的有利于致密化的滑移系统。而β-SiC为立方结构,在外力作用下晶粒易于滑移重排,比α-SiC易烧结,即β-SiC的烧结活性更好。此外,我们认为一定量β-SiC的加入,可以促进α-SiC陶瓷的致密化。但是随着β-SiC添加量的增加,陶瓷烧结体的密度呈下降趋势,如图7所示。这是由于高温时β-SiC向α-SiC转变,晶型的转变迫使基体收缩,使烧结体密度大大提高,但随着β-SiC含量的增加,打乱了原有的粒度级配,颗粒之间的孔隙变大,导致烧结驱动力降低,致密度下降。所以,我们可以初步确定运用无压烧结在烧结温度为2 010 ℃,烧结时间为45 min的条件下,β-SiC添加量为10wt%时α-SiC陶瓷烧结体密度最大,可达3.128 g/cm3。
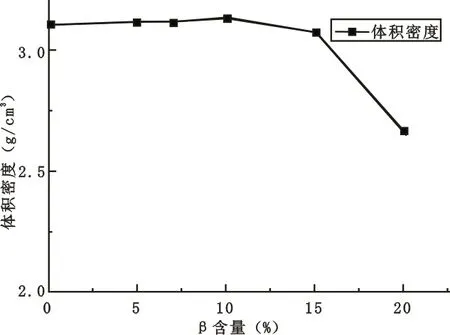
图7 不同含量β-SiC的体积密度曲线
2.2 维氏硬度的测试与分析
将试样表面抛光成镜面(1 μm)以后,使用小负荷维氏硬度计测量维氏硬度,每个样品选取3个测试点,然后求平均值。金刚石四棱锥压头相对两面夹角为136°,负荷压力为9.8 N,保压5 s,在显微镜下测量压痕两对角线的长度,分别为dl和d2,求出平均值d,维氏硬度值按如下公式计算。
式中: Hv——维氏硬度,GPa;
P——负载,实验选用9.8 N;
F——压痕凹面面积,mm2;
d——压痕对角线长度平均值,mm。
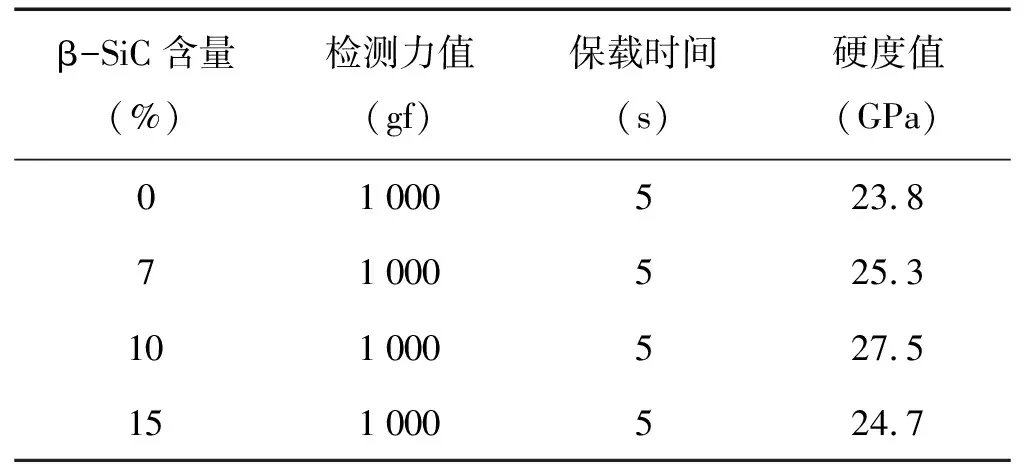
表7 烧结温度为2 000 ℃的维氏硬度测量值

2010005-1001000524.1
本实选取β-SiC添加量为0%至100wt%的烧结体进行维氏硬度的测试,测试结果如表7所示,硬度分布图如图8所示。
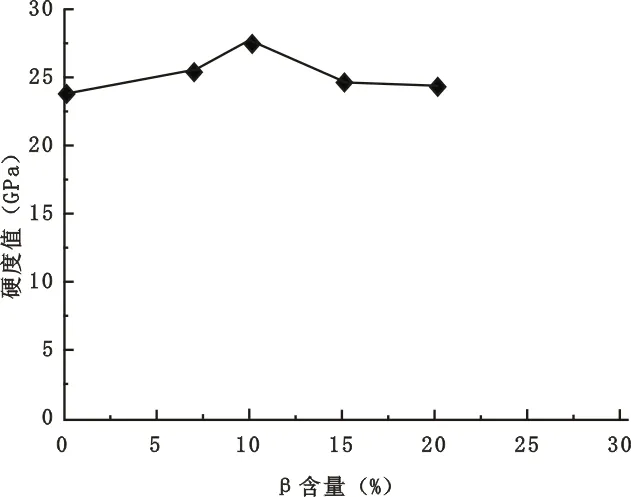
图8 维氏硬度分布曲线
由表7分析可得,检测力值为1 000 gf(即9.8 N),保载时间为5 s,陶瓷烧结体的维氏硬度在24 GPa以上,最高可达27.5 GPa。
从图8分析可得,不同含量β-SiC烧结体的维氏硬度分布曲线和不同含量β-SiC烧结体的体积密度分布曲线相似,但是先增大后减小,在β-SiC含量为10wt%时,烧结体的维氏硬度达到最大值,为27.5 GPa。可见,β-SiC含量为10wt%陶瓷烧结体的体积密度和维氏硬度均达到最佳。
2.3 X衍射测试与分析
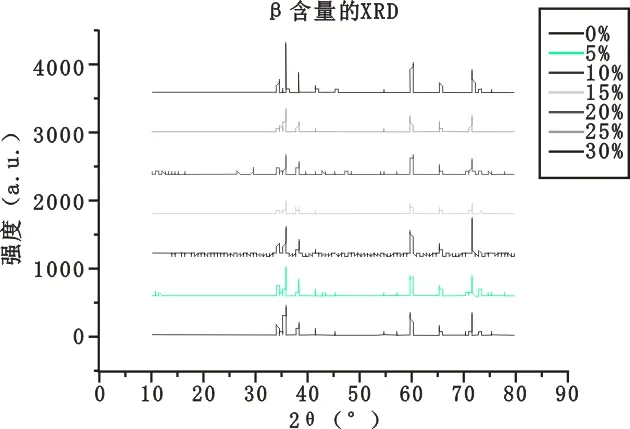
图9 不同含量β-SiC的XRD图谱
X射线衍射(XRD)测试技术通常是用来对材料的组成进行物相分析的。本实验XRD测试时所使用的衍射仪为日本岛津XRD-7000型全自动X射线衍射仪,X射线源为CuKα,其中α1的波长为1.540 56 nm,α2的波长为1.544 39 nm,α2和α1的强度比例为0.5,测试时的2θ变化范围为10°~80°,扫描速度为0.1°/s。以X射线旋转的角度2θ为横坐标,以接收端X射线的强度为纵坐标,利用Origin绘图软件就可以做出β-SiC的XRD图谱。
利用Origin绘图软件做出不同β-SiC含量的XRD图谱,如图9所示。
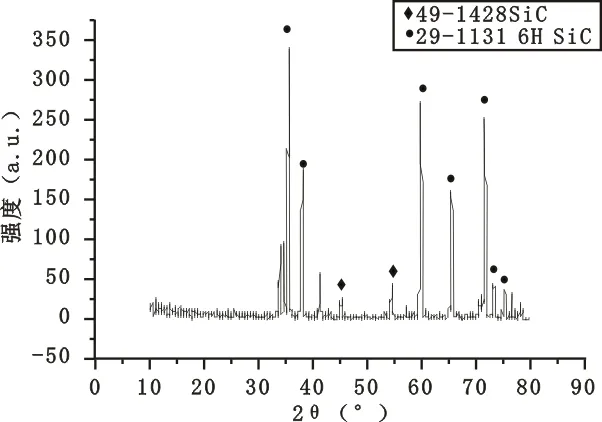
图10 XRD图谱分析
观察分析可得出7个不同β-SiC添加量的陶瓷烧结体的峰基本完全一致,故选取β-SiC含量为10wt%的XRD图谱参照SiC的标准图谱通过软件进行分析如图10所示。
运用SearchMatch分析发现烧结体中基本全为6H-SiC,还存在少量的其他多型体的SiC,但其主晶相是α-SiC,近似纯α-SiC烧结体。这说明在烧结过程中β-SiC转变为α-SiC,迫使基体收缩,促进烧结体的致密化。 因此,掺入一定量的β-SiC有助于碳化硅的烧结。
2.4 扫描电镜测试与分析
由图11可知,在保温时间为40 min β-SiC含量为10%的条件下研究烧结温度对陶瓷致密度的影响。陶瓷材料的烧结密度随烧结温度的变化趋势为先升高后下降。
烧结温度(1 800 ℃)较低时反应动力不足,材料尚未完全烧结致密,从图11(a)可以看出气孔小而多因而相对密度低,随着烧结温度的提高到2 000 ℃,体积密度也提高并达到最大3.128 g/cm3。
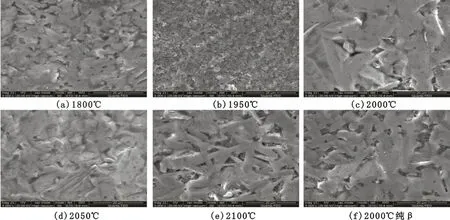
图11 不同烧结温度β含量为10%的碳化硅陶瓷SEM图
当温度再升高到2 050 ℃时从图11(d)可以看出气孔开始变大,晶粒也有所长大(达到5~10 μm),气孔长大对材料的致密度产生不利的影响,因而密度有所下降。
当温度继续升高到2 100 ℃也类似于2 050 ℃时的情况晶粒进一步长大气孔也继续长大,因此材料的密度最低陶瓷烧结体已经烧结致密化,SiC均匀连续分布,表面开始出现大量气孔。
由于加入的β-SiC量相同。本实验引用了刘银波师兄的SEM图(见图12(a)),是在最佳烧结温度下烧结体的断面图,图12(a)为β-SiC添加量在5%时没有做颗粒级配的图,图12(b)是笔者经过做颗粒级配后的烧结体断面图。
由图12可以看出,右边的气孔要比没有做颗粒级配的气孔小得多,而且烧结体比较致密。由此可知,级配对陶瓷烧结体的性能影响很大。
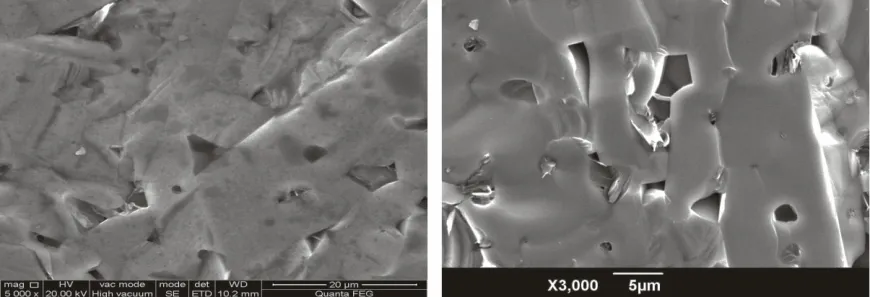
(a)2 010 ℃ 5% (b)2 010 ℃ 5%
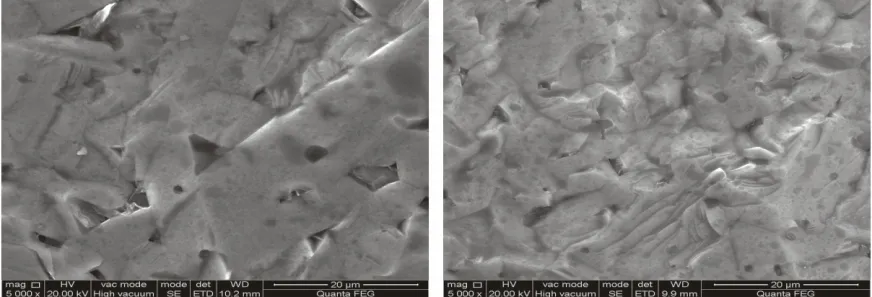
(c)2 010 ℃ 10% (d)2 010 ℃ 5%
从图13(c),图13(d)可以看出,在同一烧结温度下,β-SiC含量在10%时陶瓷材料的晶粒形状均匀,气孔少而且小,说明烧结已经完全,所以材料的致密度非常高。而β-SiC含量为5%的陶瓷材料气孔明显比含量10%的多,致密度也没有左边的好。这是因为β-SiC的添加量不足,没有形成致密结构。因此从材料的致密度和力学性能考虑10%的β-SiC为无压烧结最佳添加量。
3 结论
添加了β-SiC的α-SiC陶瓷烧结体性能比未添加β-SiC的α-SiC陶瓷烧结体性能好,即β-SiC能促进α-SiC陶瓷烧结致密化。随着β-SiC的添加量的增加,α-SiC陶瓷烧结体的体积密度先增大后减小,即添加的β-SiC含量增大时,β-SiC打乱了原有的粒度级配,颗粒之间的孔隙变大,导致烧结驱动力降低,致密度下降。确定在粒度为W1的α-SiC陶瓷中添加粒度为W1的β-SiC 10wt%时,陶瓷烧结体的体积密度最大,可达3.128 g/cm3,且此时陶瓷烧结体的维氏硬度为27.5 GPa。在前人研究的基础上,确定无压烧结最佳的陶瓷配方和技术参数。最佳配方为:90wt% W1α-SiC+10wt% W1β-SiC+8%水溶性酚醛树脂+1wt% W1B4C+1%聚乙二醇+0.1%油酸+0.05% TMAH。最后得出的最佳工艺参数为:成形压力为100 MPa,保温时间为30 s,烧结温度为2 010 ℃,烧结时间为40 min。
经过多次重复比较实验,本实验最终得出:β-SiC添加量为10wt% 时,SiC陶瓷烧结体密度最高,为3.128 g/cm3。虽然实验已经基本完成,但在实验过程中仍存在诸多不足,现在就实验存在之不足,提出自己的见解。
1)由于时间原因,本实验没有来得及研究60 MPa、80 MPa、100 MPa、120 MPa不同压力和30 s、45 s、60 s不同保压时间下对碳化硅陶瓷性能的影响,只是做了压制素坯,幷按照最佳烧结温度进行烧结,没有时间测量。希望在以后的研究者会进一步去论证幷确定压力和保压时间是如何影响α-SiC 陶瓷烧结体的性能。
2)虽然采用前人的成形技术参数:干压成形压力100 MPa,保压时间30 s,可以烧结出体积密度较高的陶瓷烧结体。但是由于干压成形的陶瓷坯体内部的压力梯度分布不均匀,若烧结升温速率过快,烧结体易出现开裂现象。所以建议在今后的实验中采用等静压成形的方法来制备陶瓷素坯,因为等静压成形的坯体在各方向上受力相等,收缩均匀,烧结后的烧结体不会出现开裂现象。
猜你喜欢
广东建材(2023年10期)2023-10-17 08:25:42
材料与冶金学报(2022年2期)2022-08-10 09:15:34
中国特种设备安全(2021年7期)2022-01-19 05:07:32
核科学与工程(2021年4期)2022-01-12 06:30:04
陶瓷学报(2021年5期)2021-11-22 06:35:22
计测技术(2021年2期)2021-07-22 09:17:14
四川建筑(2019年6期)2019-07-20 09:39:32
佛山陶瓷(2017年7期)2017-09-06 21:27:34
现代传输(2016年2期)2016-12-01 06:42:43
电子器件(2015年5期)2015-12-29 08:42:07
