
高炉炉顶布料角度偏差炉况变化及处理
2019-06-13 07:07:58舒艺,宁平
冶金与材料 2019年2期
舒 艺,宁 平
(宝武集团八钢公司股份炼铁厂,新疆维吾尔自治区 乌鲁木齐 830022)
1 概述
八钢 B高炉2500m3于2009年3月建成投产,但由于冷却壁10段11段破损严重,严重影响高炉顺行和各项经济技术指标,分厂决定于2017年11月7日降料面停B高炉,对冷却壁10段11段进行整体更换。于2017年12月24日开炉送风,通过精心准备,不断优化开炉方案,本次开炉仅用三天恢复全风状态,实现了安全快速的预期目标。2018年1-8月焦比400kg/t铁,燃料比540kg/t铁,生产情况较稳定,8月15日8:30计划检修30h同时更换炉顶布料倾动装置,8月16日开风后O/C恢复至3.888,风量4400m3/min压差由130kPa上升至140kPa,风压升高10kPa,压量关系一直偏紧,每天静压波动4次,崩滑料4次,滑料深度2.5m,每次减风100~200m3/min,后期静压波动激烈高炉悬料,自8月16日至9月16日高炉悬料6次,每次处理减风3500 m3/min;高炉退负荷至3.7经济技术指标下滑,期间通过加锰矿洗炉效果不好,每次悬料后风量可及时恢复,说明炉缸和原燃料无大的问题,在这个过程中整个十字测温中心温度一直下降,最后没有中心气流,随即判断炉顶布料系统出现问题,休风后发现,布料溜槽实际角度与设定角度偏差3度,对准角度后复风,炉况恢复正常。
2 变化过程及反应参数变化
炉况不顺初期怀疑炉缸问题,为消除炉缸对炉况的影响,高炉采取配加锰矿洗炉,每批1t共加入427t洗炉6d,但是还是很难消除崩滑料及悬料问题,中期怀疑炉墙结厚配加萤石一周共加入273t洗炉但效果不好,后期考虑到冷却壁10段11段整体更换,炉墙不光滑有凸台,造成炉料下降不均匀造成炉况崩滑料多。采取发展边缘,布料角度由分次调整为但是效果不佳。2018年9月11日炉况出现恶化炉身静压波动激烈,崩滑料增多,每班4次崩滑料,风量较正常微缩300Nm3/min十字测温中心和次中心温度呈下降趋势,到15:00分后顶温下降150℃,但整个过程看探尺有所波动,壁体温度、风压和透气性指数也都在变化,直到后期悬料,悬料处理过程较艰难,调压后崩料,崩料后隔天继续悬料,一直处于悬料、崩料和赶料循环过程中。
2.1 炉顶温度和十字测温变化
9月11日8:00出现一次崩料后整个十字测温中心一直处于下降趋势(见图1),9月11日4:00分时中心温度520℃,到9月11日9:33分降至255℃,整个气流混乱,9月11日10:34分后悬料,悬料后中心温度还是处于降低趋势,特别是悬料过程中整体边缘温度高于中心温度,最高相差100℃。
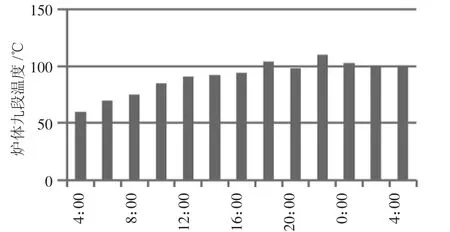
图1 十字测温趋势
2.2 处理过程及反应
整个过程看从水温差和十字测温变化后,高炉 9月11日5:00开始减氧,到9月11日7:36停氧,以保证足够风量吹透中心,可中心温度没有缓解,整个气流已经紊乱,一直到10:34分悬料,悬料后中心温度低于边缘温度,处理悬料过程中虽有崩料,但探尺不动,还是悬料状态,后怀疑上部布料出现问题,白班20批料制由分次调整为以此来疏导中心,可效果不佳。
2.3 壁体变化
从 8月中旬后水温差水平看,炉况在此阶段已有变化,但反应并不强烈,对应看前期有小幅角度偏差,直到9月11日夜班的大变化,造成炉况大波动,从图2的壁体温度可以清晰反映出此次α角变化给炉况造成影响的变化过程,中心温度大幅下降,炉腰温度上升。
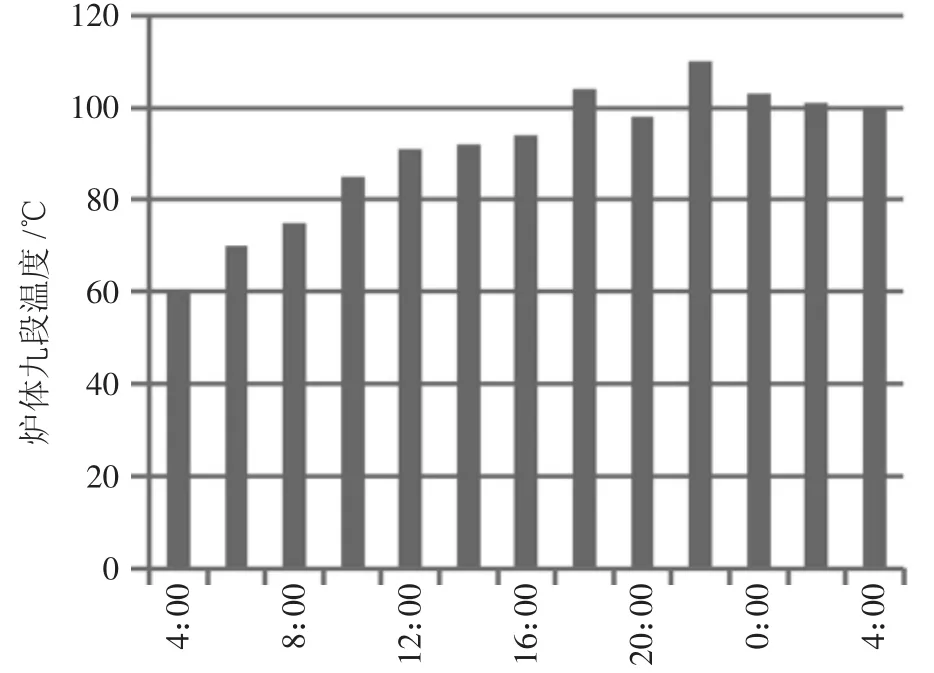
图2 B高炉壁体温度趋势图
2.4 探尺变化探尺
布料环数和料线对炉料分布情况起较大作用,但布料环数和料线没有变化情况下,探尺动作出现偏差,说明出现局部气流和气流不畅等现象,特别是炉顶装料后,焦炭和矿石所反应情况更不相同,之前通过炉顶布料制度微调能够起到一定作用,但本次对料制调整敏感度缺失,说明布料大方向出现问题。
3 处理过程
(1)休风核对角度。休风后检查发现布料矩阵角度设定值与实际值偏差较大,实际角度较设定角度平均小3.0度,偏差情况见表1,高炉每次休风都会对角度进行矫正,最近2018年9月17日高炉休风对布料角度也进行过矫正,但以往偏差均不超过0.5度。

表1 角度偏差情况
(2)制定方案。由于B高炉气密箱刻度盘不休风情况下不能核对,对于实际角度与控制角度偏差由于正常生产中很难与刻度盘比较,因此制定出高炉判断标准如下:
①角度偏大。如果出现α角度比实际偏大,会在放完料后α上提过程中出现提不到顶,程序会报警提示“阀门超时故障”,如果操作画面显示α有上提指令,即可排除PC故障,可手动停止α动作,然后手动放下α,同时另一人去电器柜查看,如果α再次出现持续上提仍不到顶,而且角度同上,且电流突增,即可判断为α偏大。
②角度偏小。如果出现α角度比实际偏小,只能由炉况反应出来,这时可初步怀疑α偏小,具体判断办法,在电气柜把α打到炉顶操作,一人监控操作画面,一人在电控室脱机操作台操作,一人在现场α电机旁查看,人员就位后,在电控室点动α上提(动作量一定要小),直到现场观测α电机得电,但实际电机已不动作,此时立即联系电控室停止操作,同时询问主控室操作画面显示的α角度,“大于(上极限销子位)48度几度?”,即为α角偏小几度。
(3)复风后情况。将布料角度核对完后,高炉复风,虽然复风后整个料柱乱料起一定作用,但炉况很快恢复正常,10h后风氧加全,24h后产量恢复到5250t/d,焦比减至385kg/t铁,整个十字测温和壁体温度逐步正常,料线也逐步走齐,偏尺现象消除。
4 结语
炉顶装料制度是整个高炉冶炼的核心,装料制度出现问题时整个冶炼过程会遭到极大的破坏,特别是布料角度出现偏差时,整个气流分布会被打乱,高炉顺行很难维持,布料角度出现偏差时主要体现在以下几个方面:
(1)十字测温趋势看,中心温度反应最为敏感,中心温度超出正常值,而且会出现明显趋势性变化。
(2)壁体温度能够直接反应气流分布状态情况,壁体温度的过高或者过低都是气流分布异常的体现。
(3)探尺动作差,偏尺严重,倒罐后长时间不能纠正。
(4)调整布料制度后对上述情况没有任何作用情况下,可以考虑布料溜槽问题或者布料角度问题。
猜你喜欢
山东冶金(2022年4期)2022-09-14 08:57:38
山东冶金(2022年3期)2022-07-19 03:27:00
昆钢科技(2022年2期)2022-07-08 06:36:04
数学小灵通(1-2年级)(2022年3期)2022-03-17 06:18:28
冶金设备(2021年2期)2021-07-21 08:44:20
山东冶金(2019年5期)2019-11-16 09:09:36
山东冶金(2019年3期)2019-07-10 00:54:06
山东冶金(2019年2期)2019-05-11 09:12:20
四川冶金(2017年6期)2017-09-21 00:52:26
新疆钢铁(2016年3期)2016-02-28 19:18:53
