两坐标数控电火花砂轮修整装置的研制
2019-06-07 07:23张哲宇王海滨张飞虎王枫辉
森林工程 2019年4期
张哲宇 王海滨 张飞虎 王枫辉


摘 要:以成形砂轮为研究对象,采用PROE软件和Protel99se软件设计并研制出两坐标电火花砂轮修整装置,可对任意截面形状的金属基结合剂金刚石成形砂轮整形。修整装置采用回转电极结构修整成形砂轮,采用控制系统驱动两轴联动步进电机带动两坐标工作台完成修整器的砂轮整形运动轨迹。根据电火花修整极性效应试验结果,采用合适的放电参数:电压120 V、电流20 A,脉冲占空比50%,利用两坐标电火花砂轮修整装置修整成形砂轮,以修整后的成形砂轮对氧化铝陶瓷工件进行切入磨削加工试验,设定磨床主轴转速2 800 r/min、磨床工作台进给速度5 m/min、切入磨削深度为4 μm。试验结果表明,工件圆弧槽整体廓形较理想,圆弧槽误差小于5 μm。得出两坐标电火花砂轮修整装置整形后成形砂轮具有一定的整形精度,能够对工件进行磨削加工。
关键词:成形砂轮;电火花修整;两坐标砂轮修整装置;回转电极;整形精度
中图分类号:S225.93 文献标识码:A 文章编号:1006-8023(2019)04-0070-06
Development of Double-coordinate NC Electro-spark
Grinding Wheel Reshaping Device
ZHANG Zheyu1, WANG Haibin1*, ZHANG Feihu2, WANG Fenghui1
(1.College of Engineering and Technology, Northeast Forestry University, Harbin 150040;
2.College of Mechanical and Electrical Engineering, Harbin Institute of Technology, Harbin 150001)
Abstract:Taking formed grinding wheel as research object, a double-coordinate electro-spark reshaping device is designed and developed with ProE and Protel99se, which can be used to reshape metal-based bonded diamond grinding wheel with arbitrary cross-section. The grinding wheel dresser of reshaping device adopts rotating electrode structure to reshape the formed grinding wheel, two-axis linkage stepping motor driven by control system impels double-coordinate worktable to finish the grinding wheel shaping trail of dresser. According to the polarity effect test results of electro-spark reshaping, appropriate discharge parameters are adopted: voltage is 120 V, current is 20 A, pulse duty cycle is 50%. Double-coordinate electro-spark reshaping device is used to dress metal-based bonded diamond grinding wheel. After being dressed, the grinding wheel is used to grind the alumina ceramic workpiece in the cut-in grinding test, setting the spindle speed of the grinder as 2 800 r/min, the feed speed of the grinder table as 5 m/min and the cut-in grinding depth as 4 μm. Test results show that the ideal overall arc groove profile of the workpiece is achieved, the deviation of the arc groove is less than 5 μm. It comes to conclusion that after being dressed by double-coordinate electro-spark reshaping device, the grinding wheel has certain shaping accuracy and it can be used to grind the workpiece.
Keywords:Formed grinding wheel; electro-spark reshaping; double-coordinate grinding wheel reshaping device; rotary electrode; shaping accuracy
0 引言
當今,随着科技进步,在新型高性能、高精度的光学系统中,以氧化铝陶瓷和微晶玻璃等硬脆材料为元件制造的光学器件在林业遥感信息收集、卫星数据监测、森林资源调查,以及高精度、高性能林业遥感成像仪器研制开发中应用广泛。应用非球曲面光学零件,可以获得良好的成像效果,矫正多种像差,改善成像质量,提高图像鉴别能力[1-3]。
对于非球面零件的加工,主要根据零件的材料、精度和尺寸选用不同的加工方法[4],对于镁、铜和锌等软质材料,可以采用单点切削的方法进行加工,对于光学玻璃、氧化铝陶瓷等硬脆材料,我国目前主要采用手工研磨,机械抛光的方法加工,因生产效率低下,很难满足市场的大量需要[5-6]。
近年来,相关研究成果表明通过延性去除的方法可实现在超精密加工机床上对氧化铝陶瓷等硬脆材料进行磨削加工,可以得到高精度的非球曲面,同时加工效率得到提高。为实现光学零件非球曲面的超精密加工,需要解决两个关键问题:
(1)高刚度、高精度的超精密加工机床[7]。
(2)可对超细粒度、超硬磨料砂轮进行修整的成形砂轮修整装置。
目前,超精密加工技术国防重点实验室已经研制出超精密加工机床,能够对光学非球曲面零件进行磨削加工,但成形砂轮的修整装置没有解决,本文主要研究两坐标电火花砂轮修整装置,以满足超精密磨削加工对成形砂轮修整的要求[8-10]。
1 两坐标砂轮修整装置整体方案确定
为实现对任意截面形状的成形砂轮进行修整,得到理想的整形效果,满足对光学零件加工的需要,成形砂轮修整装置是决定砂轮修整质量的决定性因素。修整装置的运动轨迹决定修整后砂轮的整体廓形,修整装置的运动精度决定修整后砂轮的微观形貌。为实现对任意截面形状金属基超硬磨料成形砂轮进行修整,所设计的成形砂轮修整装置应满足以下两点要求[11]:
(1)能够实现平面运动,满足对成形砂轮修整的需要。
(2)修整后的成形砂轮具有较高的整形精度,能够对工件进行磨削加工。
根据以上两点要求,确定两坐标电火花成形砂轮修整装置的整体结构方案(图1)。修整装置主要由砂轮修整器、两坐标工作台和控制系统组成。将砂轮修整器安装在两坐标工作台上,通过控制系统,驱动电动机通过螺母丝杠,带动两坐标工作台上的砂轮修整器作平面运动,实现对任意截面形状的砂轮进行电火花修整。
2 两坐标砂轮修整装置设计
2.1 砂轮修整器设计
采用电火花法修整成形砂轮,必须保证工具电极和成形砂轮表面保持一定的放电间隙,因此需要设计修整装置修整方案,设计之初,曾考虑过单点电火花放电修整砂轮的修整方案,采用图2的装置,把笔状修整电极安装在两坐标工作台上,当两坐标工作台运动时,笔状修整电极便沿着砂轮的表面廓形运动,对砂轮进行电火花修整。由于电火花修整成形砂轮时,作为阴极的修整电极因间隙放电也同样损耗,随着修整过程的进行,修整电极和成形砂轮不在是单点放电修整,随着修整面积的扩大,很难保证成形砂轮的整形精度。
为保证修整后的砂轮整形精度,采用PROE软件设计砂轮修整器机械结构,得到图3的回转电极修整方案,并设计了图4的回转电极修整装置,工作原理为:轴4的一侧安装盘式回转电极1,另一侧通过带轮紧固螺钉16与小带轮15相互连接固定,三相异步电动机19通过带传动驱动轴4转动,使电极1不断地转动修整砂轮。为避免电极1在高速旋转时震颤,用两个紧固轮2通过内六角螺栓5将回转电极1紧固,轴4的一端是轴肩,另一端是螺纹,拧紧锁紧螺母3,使紧固轮2和回转电极1紧固在轴肩和螺母之间,以保证回转电极1和轴4一起回转。为使回转电极1和脉冲电源相连,在回转电极机座9上焊接电极导向套11,电极导向套11内部开螺纹孔,将脉冲电源的负极接在导电螺栓17上,导电螺栓17通过压缩弹簧12使石墨电极10和轴4可靠接触,保证回转电极1在修整过程中始终带电。为了绝缘,防止工作台和脉冲电源导通而放电伤人,回转电极机座9采用尼龙加工。
2.2 两坐标工作台设计
在本次设计中,两坐标工作台采用图5的结构,在工作台10表面加工有T形槽,用以安装成形砂轮修整器。工作台10的导向部件采用燕尾槽导轨导向,用压板镶条6对导轨的间隙进行调整。工作台10的传动部件为螺母丝杠7,用连轴器17将电机19输出轴和丝杠7连接在一起,电机19通过丝杠7将回转运动转化为直线运动,带动工作台10在燕尾槽导轨的导向作用下作直线运动,从而使工作台10实现平面运动。为补偿螺纹的磨损及消除轴向间隙,螺母4采用组合式结构,在滑动螺旋传动的螺母4外表面车削出螺纹,将其旋进工作台10的内螺纹孔,调整好位置后,用锁紧螺母5拧紧。由于工作台10在运动时,仅承受轴向载荷,并且工作台10一端固定,一端铰支,所以在固定端选用两个推力球轴承12,以承受双向推力。为了防止丝杠在旋转过程中轴向窜动,推力球轴承12的两端分别用轴肩和轴承端盖15固定,同时在两个推力轴承12之间安装滚动轴承14以提高工作台10的回转精度。为便于密封与维护,考虑到工作台10运行速度低,工作台的轴承采用脂润滑、非接触式间隙密封。
此外,为方便控制修整装置实现两坐标联动,选用步进电机作为修整装置工作台的驱动电机,步进电机的優点是控制性能好,无累积定位误差,结构简单,坚固耐用。不足之处是:步距角大小固定不变,输出功率小。由于本装置采用电火花砂轮修整法,为非接触式加工,无磨削加工阻力存在,故步进电机的输出功率满足设计要求。选用的步进电机的型号及具体参数见表1,工作方式为五相十拍制。
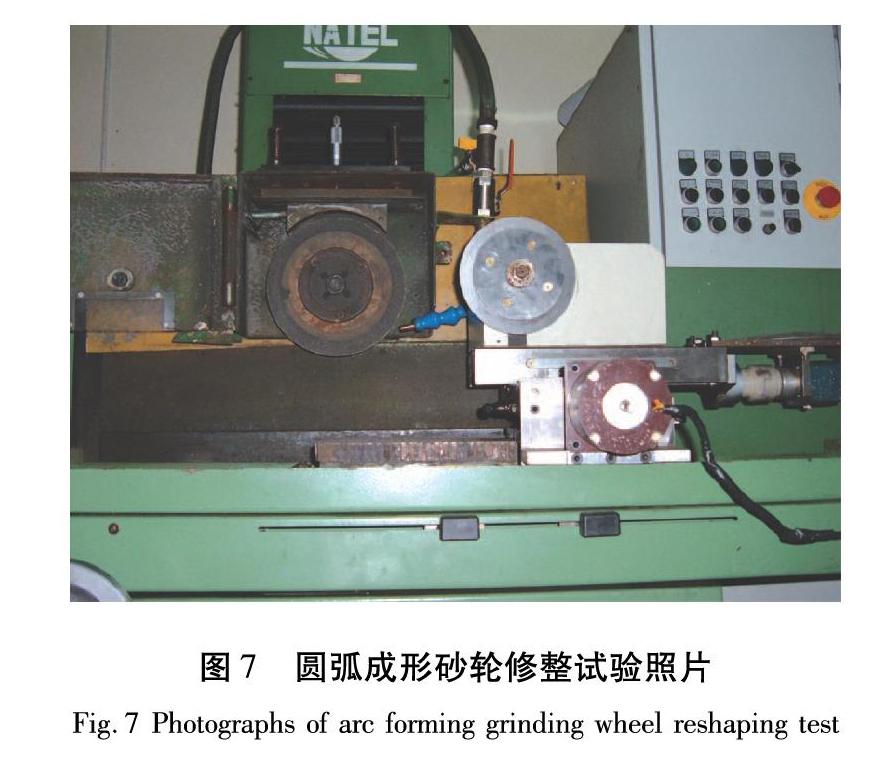
3 两坐标电火花砂轮修整装置整形试验
3.1 条件与方法
为分析两坐标电火花砂轮修整装置的砂轮修整效果,进行砂轮修整试验,试验中所用仪器如下:
(1)FS420平面磨床。
(2)ELID磨削直流脉冲电源:电压0~120 V连续可调,脉宽、脉间均1~99 μs可调,峰值电流20 A。
(3)自行研制的两坐标数控电火花砂轮修整器。
(4)外径千分尺:分辨率0.01 mm。
(5)千分表。
[4]PAL R K, GARG H, KARAR V. Material removal characteristics of full aperture optical polishing process[J]. Machining Science & Technology, 2017, 11(8):1-33.
[5]SINGH A, GARG H, KUMAR P, et al. Analysis and optimization of parameters in optical polishing of large diameter BK7 flat components[J]. Materials and Manufacturing Processes, 2017, 32(5):542-548.
[6]吕谦.钎焊氧化锆增韧氧化铝陶瓷的组织与性能研究[J].机械制造,2018,56(12):85-88.
LV Q. Study on microstructure and properties of braze welding of ZTA ceramics[J]. Machinery, 2018, 56(12):85-88.
[7]凌天白,何永义.关于高端数控磨床发展的探讨[J].科技创新与应用,2016,5(7):152.
LING T B, HE Y Y. On the development of high-end CNC grinder[J]. Technology Innovation and Application, 2016, 5(7):152.
[8]郭召.数控成形磨齿机砂轮修整技术[J].工具技术,2016,50(5):57-59.
GUO Z. Application of CNC forming grinding wheel dressing technology[J]. Tool Engineering, 2016, 50(5):57-59.
[9]李川.超硬砂轮修整专利技术综述[J].科技创新与应用,2018,7(25):37-38.
LI C. Review on patent technology of super hard grinding wheel dressing[J]. Technology Innovation and Application, 2018, 7(25):37-38.
[10]张毅,张学军,李锐钢,等.具有公自转运动模式的高效轮式抛光工具设计[J].中国光学,2016,9(1):155-166.
ZHANG Y, ZHANG X J, LI R G, et al. Design of an high-efficiency wheeled polishing tool combined with co-rotation and self-rotation movement[J]. Chinese Optics, 2016, 9(1):155-166.
[11]王楠.磨削机床砂轮修整专利技术分析[J].金属加工(冷加工),2017,68(19):22-23.
WANG N. Patent technical analysis of grinding wheel dressing of grinding machine[J]. Metal Working (Metal Cutting), 2017, 68(19):22-23.
[12]关佳亮,胡志远.基于砂轮电火花整形的ELID磨削实验研究[J].制造技术与机床,2019,68(1):110-113.
GUAN J L, HU Z Y. Experimental research on ELID grinding based on EDM of grinding wheel[J]. Manufacturing Technology & Machine Tool, 2019, 68(1):110-113.
[13]崔仲鳴,赫青山,冯创举,等.超硬磨料磨具修整技术研究[J].金刚石与磨料磨具工程,2016,36(1):43-49.
CUI Z M, HE Q S, FENG C J, et al. Research on dressing technology of superhard abrasives[J]. Diamond & Abrasives Engineering, 2016, 36(1):43-49.