浅述环境在线自动监测系统的应用
2019-06-04 01:11许恬
同煤科技 2019年2期
许恬
1 引言
大同煤矿集团机电装备科大机械有限公司是同煤集团机电装备公司与上海科大重工集团合资组建的生产厂,主要生产固定式带式输送机、伸缩式带式输送机及其托辊、滚筒等配件。设备和技术达到年产30部带式输送机的设计生产能力,在生产过程中,涂装工序是重要的一个环节。之前在涂装工序中无法有效地监测作业场所挥发性有机气体的具体成分浓度,NBGC-60型环境在线自动监测系统投入使用后,可更好地监测分析作业区域内非甲烷总烃、甲苯及二甲苯的含量,为我公司环境保护监管提供了技术依据[1][2]。
2 NBGC-60型自动监测系统组成
NBGC-60 型环境在线自动监测系统主要由气相色谱仪和LED显示屏组成(如图1、图2)。

图1 气相色谱仪
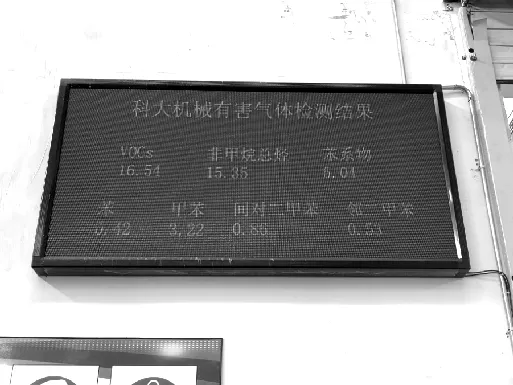
图2 LED实时显示屏
其中气相色谱仪由气路控制系统、氢火焰离子化检测器(FID)、计算机控制系统、LED 显示器控制系统组成,采用标准机柜尺寸设计。
2.1 气路控制系统
气路控制系统包括气瓶、减压阀、过滤干燥器等。由气瓶输出的载气通过过滤干燥器去除水、氧等有害杂质,净化后的载气恒定输出。高纯氮气用来确定零点,作为稀释校准混合气体,这样既可以减少标气的使用量,还可以保证监测数据的准确性。
2.2 氢火焰离子化检测器(FID)
氢火焰离子化检测器(FID)置于主机的顶部前端,其基座安装在一个导热体内,此导热体同时还装有加热元件和感温元件,与温度控制系统相接以控制其加热温度。极化极接至FID 放大器高压输出,收集极输出信号是通过低噪声电缆线与FID微电流放大器相连,氢气由不锈钢管从主机侧方的气路控制系统中安置的氢气气瓶中接入,由于氢火焰离子化检测器是高灵敏度检测器,必须用经过净化的高纯度载气,故气体要先经过过滤器才可以使用。
被测样品在氢火焰中燃烧,产生离子流,在极化电场的作用下使正负离子定向移动,到达收集极从而产生了微弱的电流信号,经过微电流放大器放大、处理后,再输送到计算机控制系统。
2.3 计算机控制系统
计算机控制系统是机柜中内置计算机,采取Windos7操作系统启动设备运行程序。包括程序运行方式编辑、查看历史监测数据图表,并通过MODBUS 通讯网络,向主站传输采集总烃和甲烷值,累计分析次数等参数。MODBUS 通讯接口在物理结构上采用电气隔离方式,隔离电压1 500 V,具有ESD保护,能够克服工作现场的各种干扰,保证通讯网络可靠运行。
2.4 LED显示器控制系统
LED 显示器500 mm×300 mm×55 mm、采用1.8 寸单红数码管、AC220V/50Hz、整屏功率<=50 W、平均使用寿命>=10万小时、MTBF>=2万小时、红外遥控器。
3 NBGC-60型自动监测系统工作原理
NBGC-60 型环境在线自动监测系统利用在线气相色谱技术,可较精确的分析非甲烷总烃、苯系物。
气相色谱分析技术是一种多组分混合物的分离、分析技术。它主要利用样品中各组份的沸点、极性及吸附系数在色谱柱中的差异,使各组份在色谱柱中得到分离,并对分离的各组分进行定性、定量分析。
NBGC-60型自动监测设备以气体作为流动相(载气),当样品被气化后送入进样器,由载气携带进入填充柱或毛细管柱。由于样品中各组份的沸点、极性及吸附系数的差异,使得各组份在柱中分离,然后由接在柱后的检测器根据组份的物理化学特性,将各组份按顺序检测出来,最后将转换后的电信号送至电脑,输出气相色谱图记录并进行分析,得到各组份的分析结果。
4 NBGC-60型自动监测系统运行过程
通过计算机控制软件,自动运行自启程序,经过连接设备——仪器升温——点火——仪器稳定过程,待设备温度上升到400℃后,即可进行测试。
数据分析画面主要功能区如图3所示。
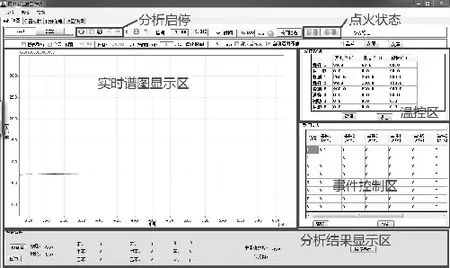
图3 环境在线自动监测数据分析画面
点击分析启动图标,仪器开始循环分析,形成谱图,并于LED 显示器显示作业场所内有机性挥发物(VOCs)、非甲烷总烃、苯化物检测结果。
5 使用效果
2019年3月15日,对同煤集团东周窑矿的一批带式输送机上托辊架进行涂装作业,NBGC-60型环境在线自动监测系统获得数据如图4。
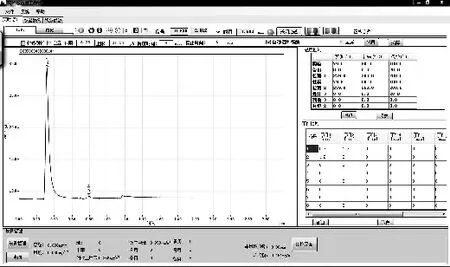
图4 环境在线自动监测数据分析
由上图可以看出在无任何减排措施下,涂装区空气中非甲烷总烃含量为15.35 mg/m3、苯含量为0.42 mg/m3、甲苯与二甲苯合计含量为10.62 mg/m3。
对比《山西省重点行业挥发性有机物(VOCs)2017年专项治理方案》工业涂装标准限值要求如表1所示。
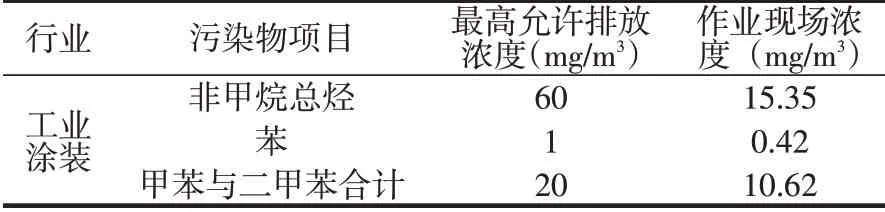
表1 监测结果与工业涂装标准限值对比
由此看出我公司作业现场挥发性有机物排放量符合《山西省重点行业挥发性有机物(VOCs)2017年专项治理方案》工业涂装标准限值。
6 结束语
环境在线自动检测系统的应用可以实时监测公司涂装区的挥发性有机物(VOCs)的各类成分浓度,一旦发生有害气体超标,可以在第一时间内发现解决,从而对作业环境进行有效地科学动态管理。
猜你喜欢
材料保护(2022年1期)2022-12-07
中国环境监测(2022年4期)2022-09-03
中国资源综合利用(2022年8期)2022-09-02
矿业科学学报(2022年2期)2022-01-11
化肥设计(2021年6期)2021-12-31
分析仪器(2021年4期)2021-09-01
家园·建筑与设计(2021年16期)2021-01-21
绿色科技(2020年12期)2020-07-31
科学与信息化(2020年10期)2020-06-19
科学导报·学术(2018年11期)2018-10-21