
20/5 t卷筒绳槽压痕产生原因及处理
2019-05-31 11:30:08刘志勇刘国华
山西冶金 2019年2期
谭 雄, 刘志勇, 刘国华
(湘潭钢铁集团有限公司宽厚板厂, 湖南 湘潭 411101)
湘钢宽厚板厂渣跨有3台20/5 t电磁盘起重机,主要是从事炼钢前期的准备工作,对渣废、生铁、豆钢等进行配比吊运工作,3台车在正常生产的情况下,日常工作量大,又频繁启动,存在高频重载生产,由于车的运行速度快及生产节奏紧凑,更多的时间用在车的点检和维护上,在平时的日常点检过程中发现卷筒每上线6个月左右,卷筒绳槽出现有压痕现象(如图1所示),这种压痕像是钢丝绳绳股刻入卷筒里面一样,使卷筒绳槽表面不光滑,卷筒的壁厚减小,从而有可能使卷筒突然断裂,给地面人员和设备带来极大的不安全隐患。
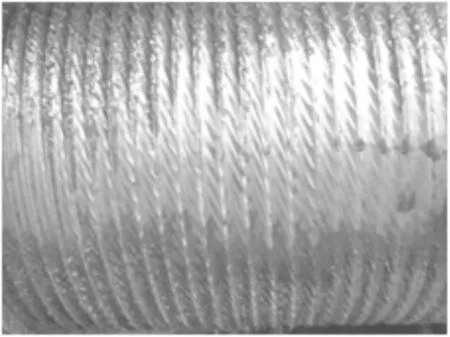
图1 卷筒绳槽压痕现象
1 现状分析
《起重机设计手册》中卷筒使用要求绳槽表面光滑且无影响钢绳等其他缺陷,可生产线上的3台起重机卷筒绳槽不同程度产生压痕,这种现象极不正常,不满足零件的使用要求,对生产及设备存在很大的不确定性,因此对3台吊车卷筒绳槽压痕产生的原因加以分析和排除。以下是分析卷筒压痕产生的原因分析。
1.1 卷筒材质问题
卷筒绳槽有压痕产生,刚开始以为是卷筒本身的材质问题,材质选用不合理,材质较软,达不到现场的使用有求,经与卷筒制造厂家联系得知材料为Q345,查《起重机设计手册》材质符合达到制造卷筒的要求,目前卷筒体一般采用钢板焊制,材质主要有两种,Q235B与Q345B。通过大量的调查了解,卷筒绳槽产生压痕没有固定在某种材料制成的卷筒体上发生,并且此次有压痕的卷筒体材料Q345B,材料性能优于Q235B以及铸钢卷筒。由此可见,卷筒体材料不是压痕产生的主要因素。
1.2 钢丝绳的问题
钢丝绳是与卷筒直接连接接触的部位,如果钢丝绳的刚性大很容易造成对绳槽的损害,并导致压痕的产生。钢丝绳大幅提高强度的途径,除了采用钢性和改变结构形式外,主要是提高钢丝绳的强度级别。而钢丝强度的提高会同时提高钢丝的硬度。钢丝硬度的大幅提高,刻入绳槽表面的能力提高,就加剧绳槽的磨损。同时,钢芯钢丝绳绕过滑轮时切点不易伏贴,在该局部的相对应位移和磨损进一步加剧。查起重机设计图,主起升钢丝绳设计选型为18NATX19W+FC167(纤维绳芯钢丝绳)。需要落实目前在用钢丝绳是否改为采用钢芯钢丝绳。采购新绳时,要注意与原绳的一致性,更换钢丝绳的结构形式和品牌要慎重。
为了增加钢绳的刚度,现场使用的是湘钢自产的普通钢丝绳 6×19W-Φ17.5(钢芯),因此将钢芯钢绳改成起重机设计时同直径的18NATX19W+FC167(纤维绳芯钢丝绳),用后发现纤维芯钢丝绳里面的润滑油脂可以对卷筒和钢绳磨损起到一定的润滑,可以延长零部件的使用寿命,卷筒绳槽同样会产生压痕,因此钢丝绳也不是卷筒出现压痕的主要原因。
1.3 润滑问题
绳槽与钢丝绳之间除了绳的外层钢丝与绳槽接触存在接触应力以外,还伴有相对的滑动摩擦(由受力变化和绕卷筒弯曲引起)。无论是有压痕的绳槽,还是无压痕的绳槽,绳槽磨损的机理是一样的,都存在由压应力和相对滑动引起的金属流变和磨粒磨损现象,不同之处在于,无压痕的绳槽磨损是均匀的,而有压痕的绳槽是固定接触处的磨损,就是这种磨损最终导致磨损处下陷形成压痕的几何条件,则润滑只能延缓压痕的产生。
需落实钢丝绳润滑是否良好,绳槽处是否有硬质沉积。应采用合适的润滑油(或脂),定期对钢丝绳进行润滑。由于现场环境恶劣,对钢丝绳采取的是钢绳外部钢丝进行淋油润滑,对卷筒只是延长产生压痕的时间,润滑也不是主要的原因。
1.4 工况问题
绳槽表面在高压应力的作用下,一旦外力撤去将恢复原貌。但是由于钢丝绳张力的性质是重载突加、反复交变、短时冲击,形成非常大的动态瞬时接触应力,外力刻入绳槽表面的变形就被加深和扩展到所见到的状况。卷筒受力大,冲击大,会加剧压痕的发展。
通过对渣跨20/5 t磁盘吊运使用情况现场调查了解,违规操作现象十分严重,卷筒绳槽受到的工况条件恶劣,应是绳槽压痕产生的一个重要因素。需要规范操作,不得吸掉物品状态下拖拉、斜拽、撞击。
1.5 其他原因
把以上的原因分析排除后,在现场跟踪分析发现卷筒的绳槽上的压痕是存在一定规律性的,周期性的刻入卷筒,与湘钢的钢丝绳生产厂联系得知用在起重机上同直径钢绳18NATX19W+FC167的捻距是100 mm,卷筒的直径是Ф500 mm,卷筒直径是捻距的整数倍,钢绳在卷筒上的缠绕位置都是一定的,因此钢绳捻距和卷筒成整数倍是产生卷筒绳槽压痕的主要原因。
2 改造方案
把钢绳捻距与卷筒直径整数倍比错开,原钢绳直径17.5 mm,改成19.5 mm,普通钢丝绳6×37-Φ19.5 mm这种钢绳的结构为麻芯,最外层股的钢丝是37根,既可以起到润滑的效果,又可以增加钢绳的挠度,都错开钢绳捻距的整数倍,又可以延长钢绳的使用寿命,卷筒在原来的基础上绳槽车制成配合Φ19.5 mm直径钢绳的标准槽,错开钢绳捻距的整数倍。
3 效果确认
和相关备件供应厂家对备件的尺寸及绳槽车制进行沟通确认,改成后使用到现场的卷筒备件的寿命得到极大的改善,卷筒从上线使用了2年,卷筒绳槽没有出现压痕,卷筒的使用寿命得到延长,消除现场的设备隐患。
4 结语
通过改造优化,大大延长了设备的使用寿命,降低备件的采购和维护成本,减少了工作量,降低设备故障率,效果显著。
猜你喜欢
上海涂料(2021年5期)2022-01-15 06:09:26
设备管理与维修(2021年21期)2021-12-29 08:25:40
重型机械(2020年2期)2020-07-24 08:16:20
中老年健康(2017年5期)2017-06-02 23:42:05
材料科学与工程学报(2016年4期)2017-01-15 13:35:39
材料科学与工程学报(2016年1期)2017-01-15 13:33:49
广东第二课堂·小学(2015年11期)2015-11-30 21:57:32
四川水利(2014年6期)2014-04-07 01:46:10
建筑材料学报(2014年6期)2014-03-11 17:08:56
机电产品开发与创新(2014年4期)2014-03-11 16:42:18
