
冷轧不锈钢无缝管材孔型设计优化系统
2019-05-31 11:29张志远朱永霞
山西冶金 2019年2期
苏 宁, 张志远, 朱永霞
(中国兵器工业第二〇八研究所, 北京 102202)
目前我国正处于一个钢铁大国向一个钢铁强国转变的关键时期,如何提高钢铁产品的科技含量,增加高端产品在出口中的份额是转型能否成功的一个关键[1,2]。鲍岩[3]等采用非线性数值计算方法模拟了二辊周期钢管冷轧成形过程,并得到了钢管在稳定轧制阶段和轧制完成后各个位置的位移和应力应变分布情况。贾美慧、唐承统[4]对钢管的弯曲成形回弹进行了研究,利用弹塑性变形理论推导出了材料的分段非线性本构方程,得到了回弹预测的近似公式。吴圣华、张士宏[5]等人基于有限元软件Msc.Superform,获得了轧制过程中的金属流动特点、温度分布情况、应力应变变化规律。本文在二辊周期冷轧钢管成形机理和孔型设计的研究基础上将其理论体系从定性研究升级到定量研究层面。
1 二辊周期钢管冷轧过程分析
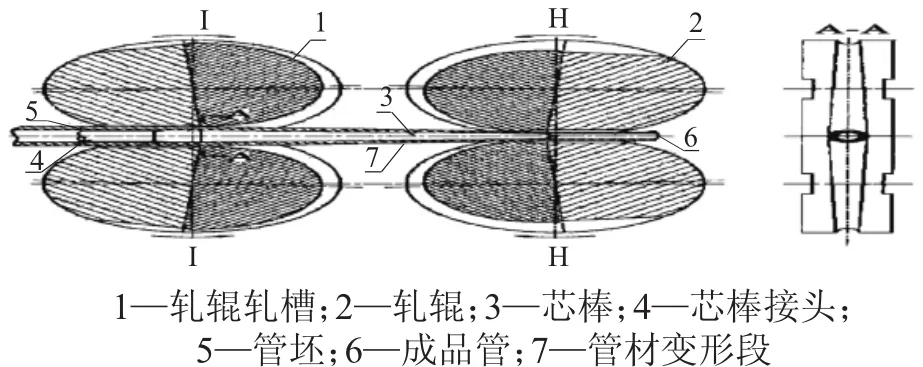
图1 多行二辊周期钢管冷轧示意图
图1为多行二辊周期钢管冷轧示意图。在二辊周期冷轧过程中,管坯是在上下轧辊和芯棒组成的随轧辊运动而不断变化的封闭孔型内发生变形的。
2 孔型设计优化系统软件的编制和数据输出
为了便于得到不同孔型参数下的孔型数据,通过对二辊周期钢管冷轧的二辊模具设计的公式进行消化,借助于VB进行编程,编制出了二辊周期冷轧钢管二辊模具的计算程序,如图2所示。
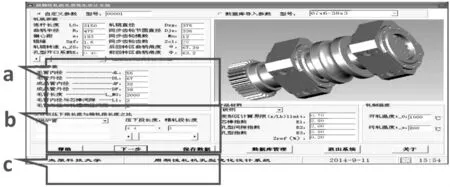
图2 孔型计算程序主页面
图2中a区为轧机参数输入区,b区为产品参数输入区,c区为工作区压下段长度与精整段长度之比Q值的输入区,只要输入相应的参数即可得到相应的孔型数据。数据界面如下页图3所示,可以直接指导轧辊的生产。
同时也可以得到各个孔型参数值以及轧制力和电机功率值,如下页图4。
3 模具三维模型的绘制
得到孔型参数后即可利用Pro/E三维绘图软件进行皮尔格轧辊和芯棒的三维模型绘制工作。根据孔型数据的分段规程将连续辊形划分成若干个一定间隔的面,位置如图5所示,根据孔型数据中每个截面的孔型深度和孔型半径绘制出每个截面的草绘图,然后进行混合扫描即可得到相应的轧辊三维模型。芯棒三维模型的建立与轧辊原理相同[6]。

图3 孔型数据
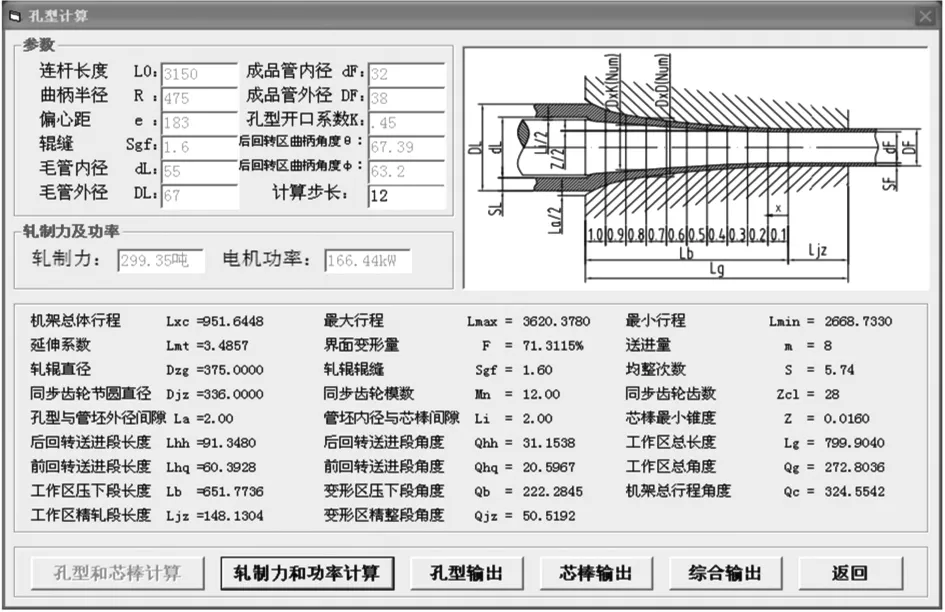
图4 孔型参数输出
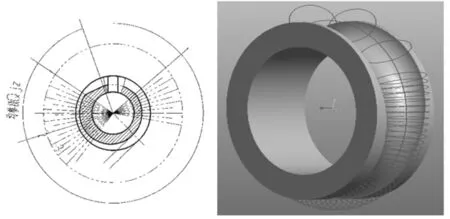
图5 轧辊模型
4 结语
利用公司的孔型模型编制出的二辊周期钢管冷轧孔型设计优化系统软件,通过实践应用摆脱了手工计算孔型数据的繁复工作量。
猜你喜欢
山东冶金(2022年4期)2022-09-14
天津冶金(2021年4期)2021-08-18
重型机械(2020年3期)2020-08-24
重型机械(2020年2期)2020-07-24
中国金属通报(2020年14期)2020-04-22
中国钼业(2019年4期)2019-08-29
金属世界(2018年3期)2018-06-11
商情(2017年38期)2017-11-28
有色金属材料与工程(2017年3期)2017-07-15
山东工业技术(2014年17期)2014-12-24
