发动机缸体和缸盖工艺孔螺塞的密封机理及设计
2019-05-30 08:46:08靳宝宏
柴油机设计与制造 2019年1期
靳宝宏
(泛亚汽车技术中心有限公司,上海201206)
0 引言
发动机通过燃料在其燃烧室内部燃烧释放热能推动活塞运动来对外输出动力,同时多余的热量通过缸体和缸盖传递到发动机各个角落。冷却系统的功能是将缸体和缸盖的热量通过冷却液的循环带到发动机外面,保证发动机工作在正常的温度区间。活塞往复运动时,各运动组件相对高速运动,润滑系统的功能为运动组件提供润滑功能,降低组件零件的磨损。
冷却系统和润滑系统都是集成在缸体和缸盖中。其通过预铸孔的形式初步成型,通过横向机加工的形式将独立的通道连接成冷却系统和润滑系统。在发动机运行过程中,2个系统通道内部各自承受着冷却液和润滑液的压力,及燃烧产生的热变形。
螺塞是密封冷却系统和润滑系统中的组成部件(见图1),其要求在发动机运行过程中不得有任何泄漏。如何设计可靠的螺塞,是影响发动机性能和耐久性的重要环节。
1 螺塞工作状态
通常汽油机的冷却液温度约110℃,压力约200 kPa;润滑液的温度为100℃,压力为400~500 kPa,特别是高压油道的峰值压力可达800 kPa。螺塞通过一定的拧紧扭矩安装在工艺孔上进行密封,故其不仅承受着来自冷却液和润滑油的压力,还要克服由缸体和缸盖受热负荷引起的变形。对螺塞的设计要求是,密封处不允许有任何液体泄漏。这对螺塞的密封性能提出很大的挑战。
2 螺塞密封机理
螺塞的密封主要是通过法兰处的压应力和其螺纹部分的涂胶来实现。基于轻量化的考量,目前汽油发动机的缸体和缸盖都采用全铝设计方案。考虑到成本问题,螺塞采用低碳钢设计方案。
3 螺塞设计
3.1 法兰密封设计
通过合适的拧紧扭矩,将螺塞沿着冷却液道或油道的内螺纹进行旋紧,直至螺塞的法兰压紧在待密封的工艺孔的法兰上。在短暂的发动机热试试验中,法兰起主要的密封作用。按照螺塞法兰密封原理,可将螺塞设计成2种形式:一为带有铝材质平垫片的螺塞,如图2a)所示,一为楔形且不带铝垫片的螺塞,如图2b)所示。
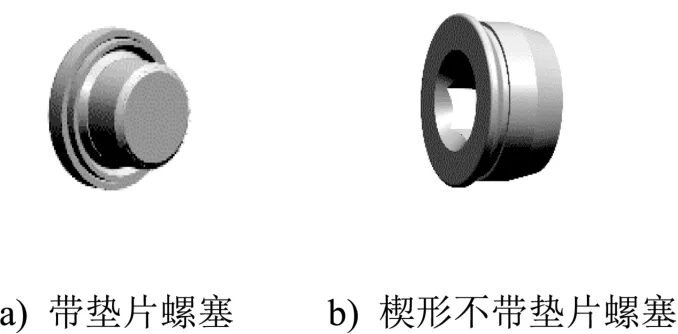
图2 螺塞种类
3.1 .1 带垫片螺塞
通常,垫片是压在螺塞法兰上,与螺塞组成小总成,然后提供给主机厂,如图3所示。垫片常用的材质是Al3003,其硬度较缸体、缸盖的铝材质偏软,垫片的单边宽度在3 mm以上。这样保证在拧紧过程中,夹紧力作用在螺塞铝垫片材质上,并在垫片上保持一定的压应力。如果工艺孔有微小的加工缺陷,通过铝垫圈的变形可以阻止某些缺陷引起的泄漏问题。
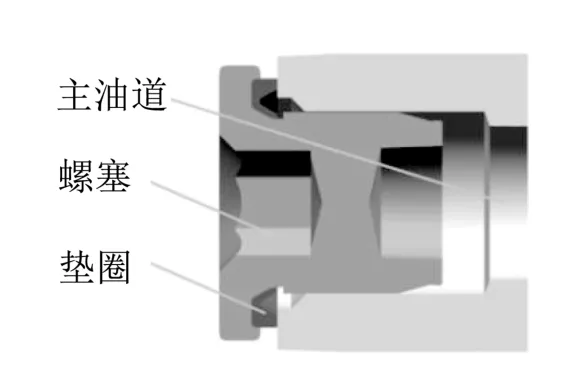
图3 带垫片的螺塞
工艺孔的内螺纹与法兰之间需要保持一定的垂直度,以保证压紧过程中,螺塞垫片整个圆周得到均匀的压应力。由于机加工的复杂性,这个垂直度很难保证。最好的方法是加工内孔时使用成型刀具,通过一次装夹的方式同时加工内孔和法兰,这样加工质量才会有保证。
3.1.2 楔形不带垫片螺塞
还有一种螺塞本身不带垫片,其采用楔形法兰,与螺塞轴线呈倾角。在拧紧的过程中,螺塞上的法兰与垂直的工艺孔法兰贴合并发生干涉,将工艺孔的直角压得变形,以此达到密封的目的,如图4所示。

图4 不带垫片的楔形螺塞
这种螺塞的优势是不仅少了铝垫片,还取消了压铝垫片的工艺,而且加工内孔时对垂直度要求不高,保证了内孔加工质量的稳定性。通常这种设计仅限于铝合金的工艺孔,且需要较大拧紧扭矩来达到让工艺孔边缘变形的目的。
3.2 螺纹密封设计
在发动机耐久过程中,由于受到热应力的影响,工作一段时间后,工艺孔的直径会膨胀,仅靠端面密封无法满足密封要求;此外,发动机运行时,受振动影响,加上加工缺陷,端面密封就显得脆弱了,而螺纹涂胶可保证螺塞密封的可靠性。
众所周知,螺纹配合是有间隙的,冷却液和润滑油会顺着螺纹的螺旋方向流到法兰处;因此,设计在螺纹的间隙处填充密封胶,见图5。目前Precote 85是一种理想的填充材料。它是一种AB型微胶囊,在拧紧过程中被挤破而发生化学反应,从而起到密封的效果;同时,它也具备防松的功能,也被大量用在紧固件防松用途上。其使用温度范围为-60~170℃,在发动机的工作范围之内;其固化时间是6 h。如果安装完毕要进行试验,需要放置6 h以上。

图5 涂胶的螺塞
4 影响螺塞密封的其他因素
除了前面提及的影响螺塞密封性能的因素外,内螺纹表面质量、螺塞拧紧扭矩、螺塞的螺纹表面处理等对螺塞密封也有至关重要的影响。
4.1 内螺纹表面质量
螺塞是通过螺纹来连接的,内螺纹质量的好坏直接影响螺塞涂胶后的密封效果。在螺纹连接中,有时制造部门为了提高刀具的耐久性,使用滚压加工方式来加工工艺孔的内螺纹,这在螺塞应用中是不允许的。切削螺纹有很好的牙形,如图6a)所示;而滚压螺纹在成形过程中容易形成双牙尖,如图6b)所示,在双牙尖处形成了泄漏通道。
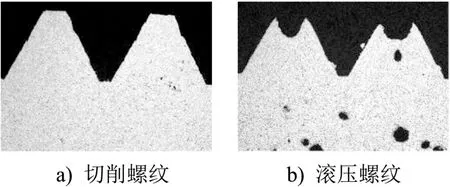
图6 不同螺纹加工工艺
4.2 螺塞拧紧扭矩
前面提到螺塞是通过一定拧紧扭矩固定在缸体和缸盖上。拧紧扭矩的大小决定了法兰上压应力的大小。拧紧扭矩越大,法兰上的压应力也越大,密封性能越好。由于螺塞是低碳钢材料,其强度高于内螺纹的铝材,在拧紧扭矩上升到一定值时,内螺纹达到屈服,故最大拧紧扭矩不能高于内螺纹的屈服点。图7为拧紧装置,图8为螺塞的拧紧转角-扭矩曲线。需要注意,拧紧曲线不能进入屈服阶段。

图7 拧紧连接

图8螺塞拧紧曲线
图9 所示为螺塞拧紧扭矩、通道内部压力和通道密封之间的关系。从图9中可以明显看出,随着内部压力增大,螺塞需要更大的拧紧扭矩才能确保通道密封。

图9 螺塞拧紧扭矩、内部压力与密封关系
4.3 螺纹表面处理
螺塞是裸露在发动机外面的零件,需要做防腐处理。较低防腐能力的表面处理,会导致螺塞在生命周期内腐蚀,进而造成泄漏的发生。常见的螺塞表面处理为电镀:电镀锌或电镀锌镍。
电镀工艺具有良好的表面均匀性,特别适合涂胶。电镀锌厚度在8 μm以上,防腐能力为抗镀层腐蚀120 h,抗基体腐蚀为240 h,防腐能力较低。电镀锌镍厚度也在8 μm以上,而防腐能力就非常强,抗基体腐蚀能力能达到1 000 h以上。当然,镀锌镍的价格也远远高于镀锌。
5 螺塞密封性试验设计
螺塞密封性验证是要求通过发动机台架试验和整车道路试验的。如果在试验过程中发生泄漏,必会造成一定的认证资源浪费及认证时间的紧迫性;故螺塞递交到主机厂前,需要供应商模拟整车试验做子系统测试。为此设计了一种简单实用的螺塞试验方法。
5.1 测试条件
测试介质:压缩空气
测试温度: (23±2)℃
测试压力:100~900 kPa±10 kPa
保压时间:60 s
5.2 测试设备
测试设备包括压力测试装置 (如图10所示)、空气压缩机、压力显示器,温度计和计时器。
空气压缩机须能保证提供900 kPa的压力,以满足测试压力的需求。
5.3 测试程序
从正式的螺塞生产线上随机抽取3个样件,涂上密封胶,并按一定拧紧扭矩要求安装在压力测试装置上,静置6 h;然后将压力测试装置置于温度为 (23±2)℃水中,接通压缩空气;根据螺塞的功能,使压力达到规定值,并保持60 s,检查是否有泄漏现象。
6 结论
螺塞是发动机冷却通道和润滑通道的重要密封元件。如果发动机在顾客手中发生泄漏,维修成本极高。本文给出了一种切实可行的螺塞设计方案,详述了螺塞密封的关键点,并提供一种简单实用的测试方法。目前这些螺塞已大量应用于批量生产项目中,密封性能优异。
猜你喜欢
电站辅机(2021年2期)2021-08-19 00:33:16
装备制造技术(2021年2期)2021-07-21 05:38:22
制造技术与机床(2019年8期)2019-09-03 01:14:28
经济技术协作信息(2018年11期)2019-01-14 03:07:22
柴油机设计与制造(2018年1期)2018-04-20 07:30:47
制造技术与机床(2017年11期)2017-12-18 06:46:44
中国铸造装备与技术(2017年3期)2017-06-21 11:33:44
工业设计(2016年6期)2016-04-17 06:42:53
上海金属(2015年5期)2015-11-29 01:13:43
金属加工(热加工)(2015年11期)2015-11-16 06:04:26