
打叶后片烟中片率的影响因素研究
2019-05-28 02:12刘万文赵怡凡程传玲熊高云秦茂虹李伟东
云南化工 2019年3期
刘万文,赵怡凡,程传玲,熊高云,秦茂虹,李伟东
(1.郑州轻工业大学食品与生物工程学院,河南 郑州 450000;2.四川烟叶复烤有限责任公司会理复烤厂,四川 会理 615100)
烟叶打叶复烤工艺,加工出的片烟片形结构对成品质量有重要的影响。关于影响打后片烟结构的因素,孔祥等[1]通过总结和研究分析表明:影响打叶复烤出片率主要外部因素为润叶和打叶质量;刘利峰等[2]用某地B2L和C3L两个等级的烟叶进行打叶试验,发现 3.0英寸的框栏比3.5英寸的框栏更有利于改善打叶风分后的烟片结构,大中片率、中片率、长梗率均略有提高,碎片率有所降低;王强[3]研究发现,通过流量管理、来料物理特性和打叶系统的工艺参数因素分析,减少损耗,提高烟叶的出片率,可以为企业创造可观的经济效益。
打后片烟中片率越高、片形大小越统一,因此,中片率的大小直接决定了烟叶物理形状的均匀性,中片率越高,烟叶的物理形状均匀性越高。烟叶的物理形状均匀性会提高生产稳定性及减少烟叶在加工过程中的堵料机率。同时,物理形状均匀的烟叶在成品装箱后,装箱密度更加均匀,烟叶储存过程中,水分能够在烟箱内更加均匀的散布,烟箱四角水分就会随之降低,大大降低了烟叶在储存过程中的霉变机率。因此,控制中片率是产品质量的关键所在。本文选择C3F等级作为研究对象,总结出了29个影响C3F等级烟叶中片率的因素[4-8],从发生频次、现有防护措施有效性、危害程度三个方面进行打分,对各影响因素进行对比分析。
1 材料与方法
1.1 材料
C3F等级烟叶。
1.2 方法
1.2.1 代表性等级烟叶的筛选
由于烟叶的品种、等级和产地较多,要针对中片率进行研究,必须要缩小范围。而不同烟叶的理化性状是有很大差异的[9],通过查阅资料,发现理化性质处于中间态的5个等级依次为:C1F、C1L、C2F、C2L、C3F。在这 5个等级之中,C3F的产量占比最大。因此,选择C3F作为研究对象。
1.2.2 核心指标的确立
通过查阅实验复烤厂工艺质量数据,发现打后大片所占比例最高,为57.18%。如果打叶器分切成型的其他片型过多,那么分切成型的中片相对减少,而只有大片能够再分切为中片。因此,对各打叶器大片分切情况作调查分析[10]。
在各打叶机出口制作收集器,在加工生产中对C3F烟叶进行收集,并取样检测,统计各打叶器出口大片量,如表1所示。从排列图中可以看出,一打分切出的大片量最高,为7304千克,所占比例为78.80%。由此可知,导致C3F打后片烟中片率过少的主要症结是一打打叶器分切成型的大片过多。
因此,以一打打叶器分切成型的大片作为核心指标,来检测各因素对中片率的影响程度。
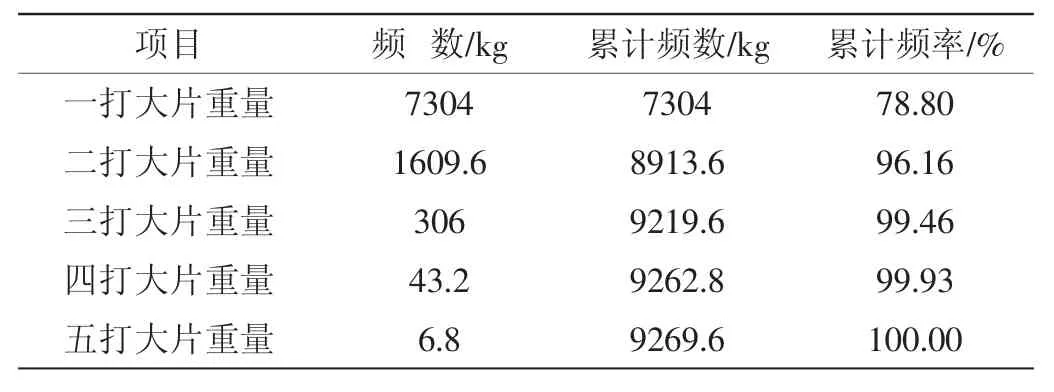
表1 各打叶器出口C3F大片量统计表
1.2.3 影响程度指数表的建立
针对打叶复烤所需机器并结合以往经验,并针对发生频次、现有防护措施有效性、危害程度三个方面进行具体分析,得到影响程度指数表如表2所示。
在表2中,对于这三个方面说明如下:

表2 影响程度指数表
发生频次:频次越高,得分越高。一般来说,经常发生得9分、偶尔发生得3分、几乎不发生得1分;
现有防护措施有效性:有效性越高、得分越低。一般来说,没有防护措施得9分、具备一般的防护措施得3分、具备较完善的防护措施得1分;
危害程度:危害程度越高,得分越高。一般来说,对中片率造成影响很大的得9分、影响程度一般的得3分、基本不影响的得1分。
1.2.4 确定影响因素
根据复烤厂条件以及分析经验,得出主要影响打后中片率的因素分别为:叶片长度分切不合理、框栏设计不合理、设备故障率高、打刀未按设计图纸安装、环境温湿度不达标、加湿设备故障、未按规定使用加湿设备、供水管道积垢、蒸汽管道泄漏、蒸汽管道堵塞、原烟不达标、打刀与框栏之间的距离不合理、打辊转速不合理、打叶段参数控制无具体范围、检测设备达不到要求、检测人员培训不足、整选后烟叶待加工时间过长、润叶段操作人员培训不足、润叶段参数控制无具体范围、供水管道泄漏、润叶喷嘴堵塞、水泵房供水压力不足、锅炉房输送压力不足、打叶段操作人员培训不足、原烟存储时间过长、未按照保养标准清理打刀导风板设置不合理、风道堆料、风分电机功率过小。
1.2.5 影响因素打分
将影响因素按照影响因素指数表进行打分。
2 结果与分析
2.1 描述性统计
将上述29个影响因素按照影响程度指数表打分的总得分从大到小排列,如表3所示。影响程度得分最高的两项为:叶片长度分切不合理、框栏设计不合理,由此可知,影响打后中片率的最主要因素为打叶机参数,框栏设计不合理直接影响打后叶片的形状大小,即控制打叶机参数可以最大程度的控制打后中片率。
2.2 影响程度分析
按照表3影响因素得分汇总表,将影响打后中片率的因素分为三类:弱程度影响(得分为0~10)、中等程度影响(得分为11~15),强程度影响(得分为15及以上),各个等级的影响因素个数如图1所示。由图1可知,大多数影响因素的影响程度都处于中等程度影响,弱影响程度和强影响程度的均较少,说明对于控制打后中片率要综合各个方面来分析。
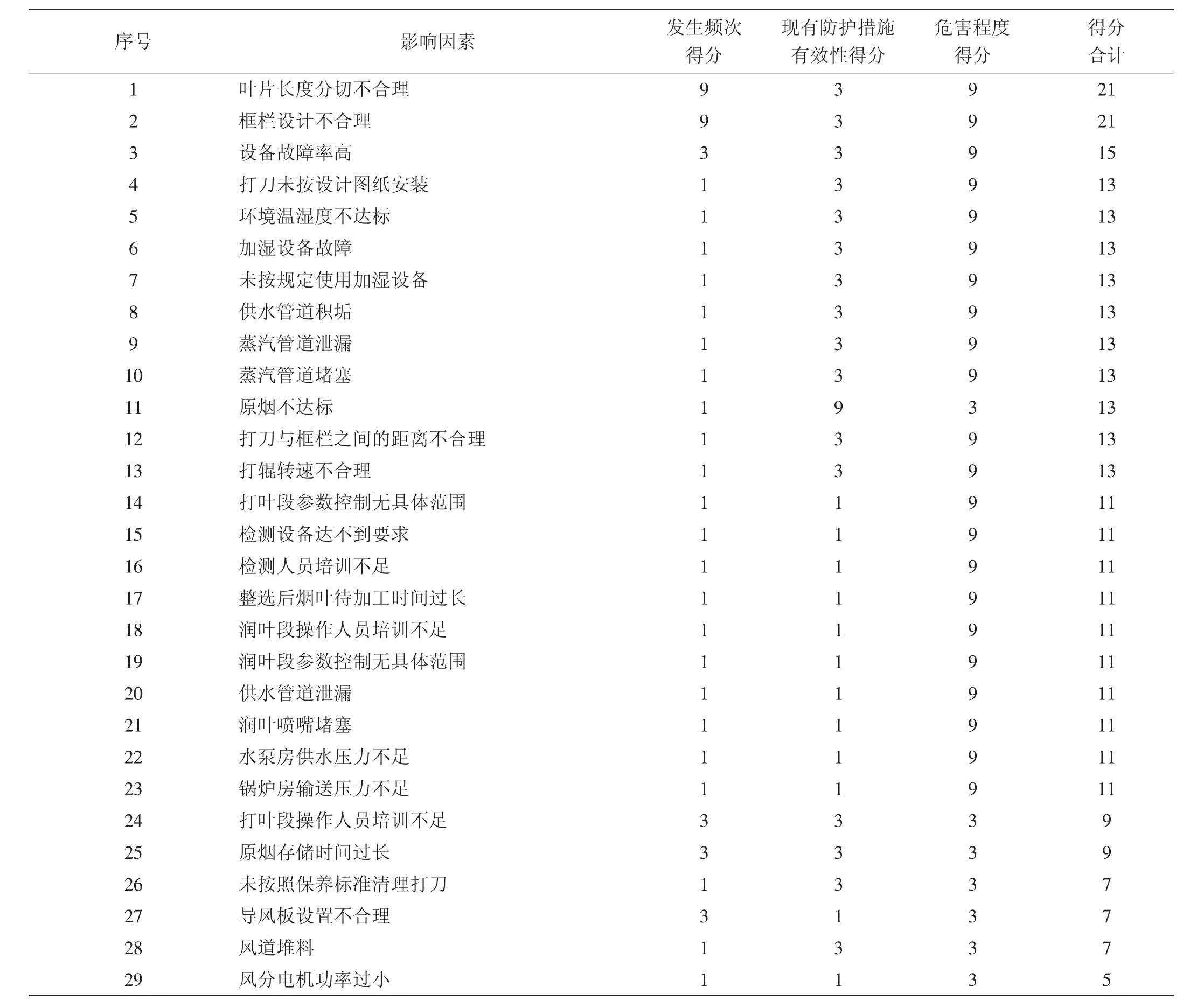
表3 影响因素得分汇总表
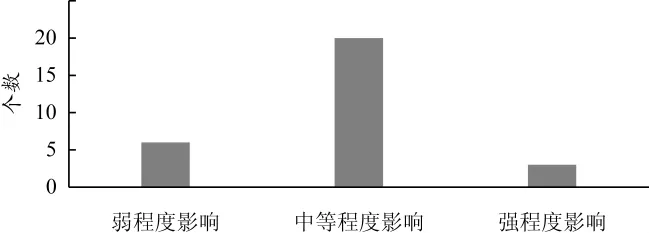
图1 影响因素个数柱状图
将29个影响因素按照员工、机器、原料三个方面分类,每个分类中因素的个数如图2所示,个数从大到小依次为机器>员工>原料,即机器对于打后中片率的影响程度最大,说明控制机器参数是控制打后中片率的关键所在。
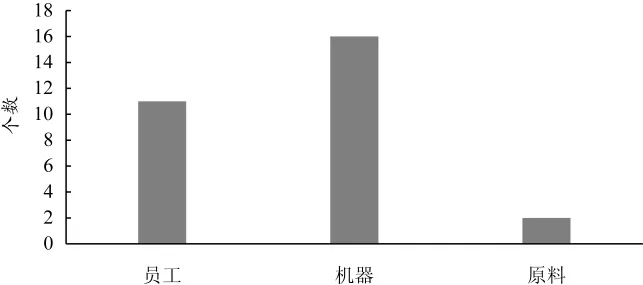
图2 影响因素分类柱状图
3 结论
1)将29个影响因素按照影响程度指数表得分从大到小排列,影响程度得分最高的两项为:叶片长度分切不合理、框栏设计不合理,由此可知,影响打后中片率的最主要因素为打叶机参数,即控制打叶机参数可以最大程度的控制打后中片率。
2)大多数影响因素的影响程度都处于中等程度影响,弱影响程度和强影响程度的均较少,说明对于控制打后中片率要综合各个方面来分析。
3)将29个影响因素按照员工、机器、原料三个方面分类,每个分类中因素的个数从大到小依次为机器>员工>原料,即机器对于打后中片率的影响程度最大,说明控制机器参数是控制打后中片率的关键所在。
猜你喜欢
中国造纸(2022年9期)2022-11-25
中国造纸(2022年8期)2022-11-24
中华养生保健(2020年5期)2020-12-02
生活用纸(2020年9期)2020-09-07
活力(2019年15期)2019-09-25
现代园艺(2017年23期)2018-01-18
中国卫生(2015年3期)2015-11-19
天津造纸(2015年2期)2015-01-04
作物研究(2014年6期)2014-03-01
固体火箭技术(2014年5期)2014-01-16
