
锌粉粒径对水性车间底漆耐蚀性的影响
2019-05-23 09:38阎乐乐吴建华杨名亮
上海涂料 2019年2期
阎乐乐 ,吴建华 ,杨名亮
(1.中国船舶重工集团第七二五研究所,河南洛阳 471023;2.集美大学,福建厦门 361021;3.厦门双瑞船舶涂料有限公司,福建厦门 361101)
0 引言
车间底漆[1-2],又称钢材预处理底漆或保养底漆,是钢材经抛丸预处理除锈后在流水线上涂装的一种起临时保护作用的快干底漆。车间底漆历经聚乙烯醇缩丁醛车间底漆(PVB)、环氧富锌车间底漆和无机硅酸锌车间底漆等发展阶段[3-5]。目前,溶剂型无机硅酸锌车间底漆[6-7]以其附着力强、机械性能优良、耐热性好等特点成为车间底漆的主要品种;但其固体分低,VOC(挥发性有机化合物)含量高达600~700 g/L,对环境和工人的健康带来较大的危害。
基于硅酸盐技术发展起来的水性无机硅酸锌车间底漆[8-10]以其优异的耐腐蚀性能及零VOC排放等特点受到了广泛的关注。水性无机硅酸锌底漆主要由硅酸盐和锌粉组成,其防腐机理主要依赖锌粉对钢材的阴极保护作用,因此锌粉是影响其涂层性能的重要因素之一。
陈吉等[11]探究了球状和片状锌粉对涂层及其复合涂层重防腐蚀性能的影响。娄三刚等[12]在保持锌粉总量不变的前提下,研究了片状锌粉(0~100%)取代球状锌粉对涂层失效过程的影响。梁正彦等[13]探究了球状锌粉(5%~20%)取代片状锌粉对涂层阴极保护作用的影响。Marchebois等[14]研究了锌粒形态对涂层耐蚀性的影响,结果表明:片状锌粉具有较大的径厚比,它的加入提高了涂层的屏蔽性能,提升了涂层的阴极保护性能。Zhang等[15]研究了片状锌(铝)粉部分取代球状锌粉对涂层耐蚀性的影响,结果表明:片状锌(铝)粉取代比约为25%时,其涂层的耐腐蚀性能最优异。
上述所提的文献中主要侧重于锌粉形状和含量对涂层性能的影响,而关于球状锌粉粒径的研究较少。鉴于此,本研究以4种球状锌粉为研究对象,保持涂层中锌粉总含量相同的情况下,通过对涂层开路电位(OCP)的研究,结合扫描电子显微镜(SEM)以及中性盐雾试验,探究球状锌粉粒径对水性车间底漆耐蚀性的影响。
1 试验部分
1.1 试验材料
改性硅酸钾水溶液,自制;500目、800目锌粉,湖南;600目、1 000目锌粉,江苏;分散剂,海明斯;消泡剂,毕克;水性有机膨润土,海明斯。锌粉的规格与化学成分见表1。
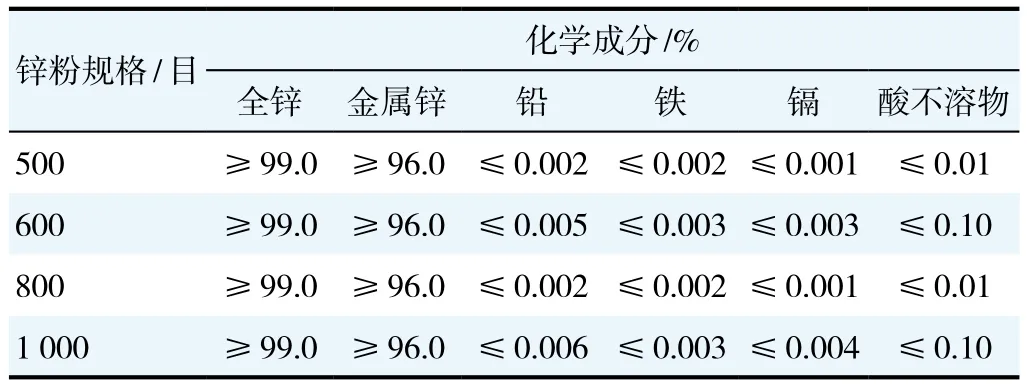
表1 锌粉的规格与化学成分Table 1 Specification and chemical composition of zinc powder
1.2 涂料配制
水性车间底漆由甲乙两个组分组成,其配方设计见表2。
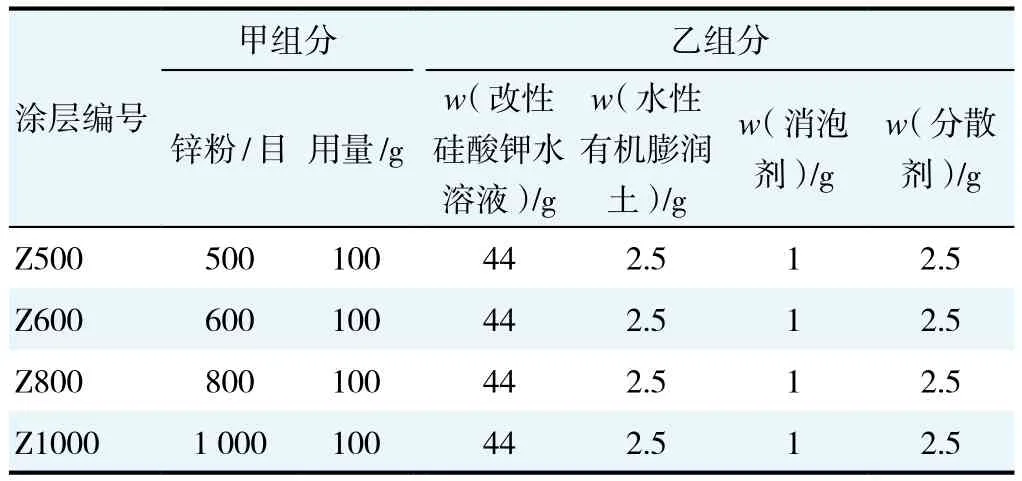
表2 水性车间底漆的配方设计Table 2 The formula design of waterborne shop primer
按照表2配方量向改性高模数硅酸钾水溶液中缓慢加入水性有机膨润土,高速搅拌,分散均匀后再缓慢加入分散剂和消泡剂,低速搅拌混合均匀,制得乙组分。甲乙组分分开包装,使用时按照1∶1的质量比分别称取,将甲组分缓慢加入乙组分中,低速搅拌10~30 min,放置待喷涂。
1.3 样板制备
试验样板采用喷砂至Sa 2.5级的Q235-A碳钢,钢板厚度为2 mm,采用空气喷涂,空气压力0.7 MPa,控制涂膜厚度在20 μm左右;然后在相对湿度50%~70%的条件下,自然干燥固化24 h。
1.4 性能测试
开路电位(OCP)测量:将试样置于3.5%NaCl溶液中,定期测量体系的开路电位值,电解液置于固定在涂层表面的试管中,被测面积为8 cm2,以Ag/AgCl电极为参比电极。
耐盐雾试验:参照ASTM B 117—2011测试漆膜的耐盐雾性能。
扫描电镜(SEM)分析:采用扫描电子显微镜观察锌粉和涂层的微观形貌。
2 结果与讨论
2.1 开路电位(OCP)
无机硅酸锌车间底漆的防腐机理主要是金属锌作为牺牲阳极,对钢板基材提供阴极保护作用,而这种保护只有在样板基材与活性锌粉之间形成导电通路时才能发挥作用。在本研究中测得的开路电位是Q235-A碳钢样板和活性锌粉的混合电位,其数值主要取决于二者的面积比。若与基材形成导电通路的锌粉面积大于基材面积,那么混合电位将接近于锌粉自身的电极电位;反之则混合电位将接近于基材自身的电极电位。当与基材形成导电通路的活性锌粉数量降低时,车间底漆样板的混合电位会发生正偏移,即向阴极偏移直至趋近样板基材的电位。而这种电位正移现象可以解释为提供阴极保护作用的活性锌粉的整体性消耗,或者是腐蚀产物的产生导致部分具有反应活性的锌粉与基材的绝缘[16]。
4种含不同粒径锌粉的涂层在3.5% NaCl溶液中浸泡80 d后的开路电位的测试结果如图1所示。从图1中可以看出,4种规格锌粉涂层的开路电位的总体趋势是向上正偏移,即向阴极偏移,并逐渐趋近于样板基材自身的电极电位。从涂层开路电位整体的变化趋势可将其分为2类:第1类是500目和600目锌粉,OCP从-1.01 V逐渐上升至-0.64 V附近;第2类是800目和1 000目锌粉,OCP从-1.00 V逐渐正移至-0.64 V附近。
第1类涂层经历了3个阶段:第1阶段(0~5 d),OCP由-0.96 V逐渐下降至-1.01 V附近,此阶段电解液穿透涂层开始润湿基材表面,涂层中具有反应活性的锌粉被激活;第2阶段(5~55 d),OCP迅速向阴极偏移,其正偏移速率基本保持不变,此阶段锌粉对基材提供阴极保护作用,逐渐被消耗;第3阶段,55 d之后,OCP维持在-0.64 V附近,混合电位趋近于钢板基材自身的电极电位,此阶段具有反应活性的锌粉颗粒基本被消耗完全,涂层失去阴极保护作用。
第2类涂层也经历了3个阶段:第1阶段(0~10 d),电位快速上升,此阶段电解液润湿钢板基材,能与基材形成导电通路的活性锌粉被激活,对基材开始提供阴极保护作用,被快速消耗;第2阶段(10~75 d),电位继续正偏移,但正偏移速率变缓,此阶段涂层中未被激活的活性锌粉被逐渐激活,这样使得锌/铁面积比增大,减缓了电位正偏移的速率;第3阶段,75 d以后,电位维持在-0.64 V附近,趋近于钢板基材自身的电极电位,涂层失去阴极保护作用。
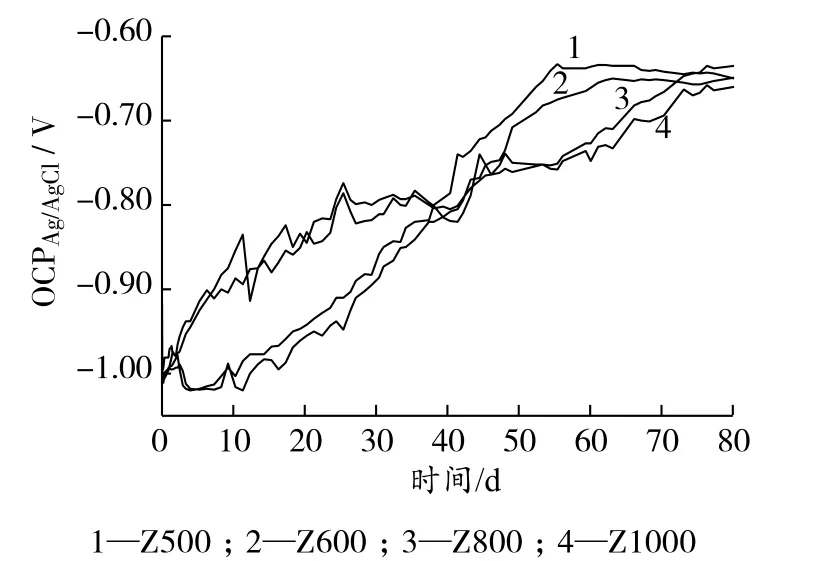
图1 含不同粒径锌粉的涂层在3.5% NaCl溶液中的OCP与浸泡时间的关系Figure 1 Relationship between OCP and soaking time of coating formed by zinc power with different particle size exposed in 3.5% NaCl solution
2.2 锌粉的SEM分析
图2和表3分别是4种涂层所用锌粉的表面微观结构和粒径参数。由图2可见,锌粉大部分呈规则的球状,不规则形状和表面缺陷的锌粉较少。锌粉在制备过程中采用标准目数的筛网进行筛分,因此其平均粒径会比筛网标准孔径小。相同放大倍数下4种锌粉的对比发现:500目锌粉中粒径超过15 μm(车间底漆膜厚15~20 μm)的颗粒数量最多,粒径分布较宽;1 000目锌粉中基本没有粒径超过15 μm的颗粒,粒径分布集中;600目和800目锌粉则介于二者之间。
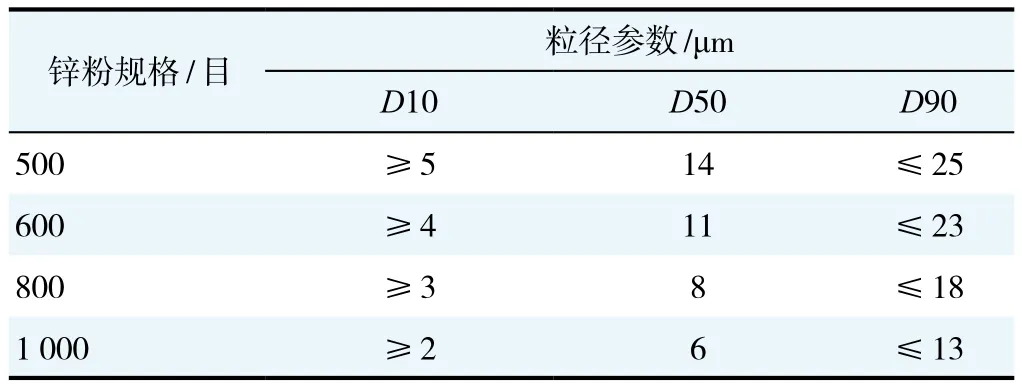
图2 不同粒径锌粉的SEM照片Figure 2 The SEM photo of zinc power with different particle size
2.3 涂层的SEM分析
涂层的SEM照片如图3所示。由图3可见,球状锌粉制备的涂层表面由粒径大小不一的颗粒重叠组成,粒径较小的锌粉无序地分布在粒径较大的锌粉的表面和缝隙中,颗粒之间由改性硅酸钾水溶液固化形成的无机硅氧高分子填充;一般富锌漆中锌粉含量较高,PVC(颜料体积浓度)要远大于CPVC(临界颜料体积浓度),因此其涂层表面呈多孔状。相同放大倍数下对比涂层表面的孔隙可以发现,随着锌粉粒径的减小,其涂层表面的孔隙减少,孔隙的直径变小,锌粉在涂层中的分布更均匀,能够形成导电通路的有效锌粉更多,阴极保护效果更好。
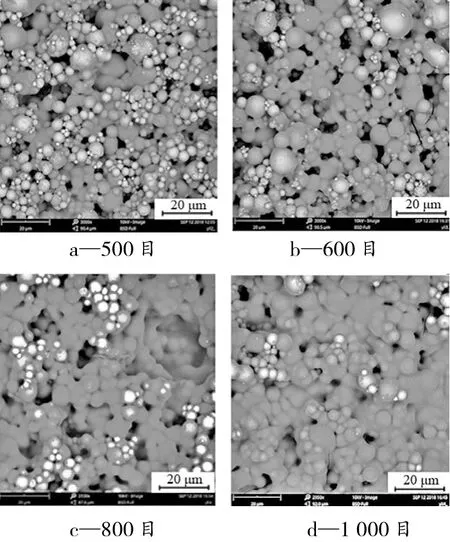
图3 含不同粒径锌粉的涂层的SEM照片Figure 3 The SEM photo of coating formed by zinc power with different particle size
2.4 盐雾试验
对每种涂层分别取3个试样进行中性盐雾试验,每个试样取8个点测量涂层厚度,取平均值,相应的盐雾试验结果见表4。
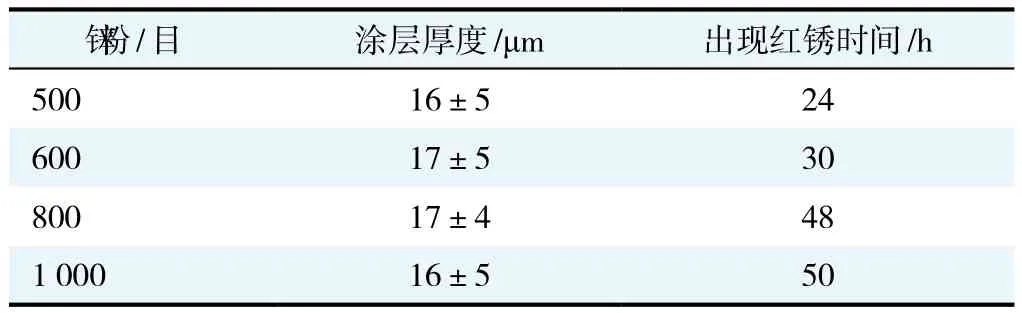
表4 中性盐雾试验结果Table 4 Neutral salt spray test results
由表4可以看出,含500目锌粉的涂层出现红锈的时间最早,含1 000目锌粉的涂层出现红锈的时间最晚,说明含1 000目锌粉的涂层的耐腐蚀性能最好。从中性盐雾试验结果可以发现,涂层锌粉含量相同的情况下,锌粉粒径越小,其涂层的耐腐蚀性能越优异。锌粉粒径较大时,随其粒径减小,其涂层的耐腐蚀性能显著提高,此时锌粉粒径对涂层的耐腐蚀性能影响较大;而锌粉粒径较小时,进一步降低锌粉粒径,其涂层的耐腐蚀性能提升较小,此时锌粉粒径对涂层耐腐蚀性的影响较小。
3 结语
(1) SEM结果表明:锌粉粒径会影响涂层成膜后的表面微观形貌。锌粉粒径越小,其涂层表面的孔隙越少,孔隙直径越小,锌粉在涂层中的分布更均匀,能够形成导电通路的有效锌粉数量更多,阴极保护效果更好。
(2) OCP和中性盐雾试验结果表明:涂层锌粉含量相同的情况下,锌粉粒径越小,其涂层耐腐蚀性能越优异。锌粉粒径较大时,随其粒径减小,其涂层的耐腐蚀性能显著提高,此时锌粉粒径对涂层耐腐蚀性能的影响较大;而锌粉粒径较小时,进一步降低锌粉粒径,其涂层的耐腐蚀性能提升较小,此时锌粉粒径对涂层耐腐蚀性能的影响较小。
猜你喜欢
机械工程材料(2022年2期)2022-03-02
汽车维护与修理(2021年24期)2021-12-23
陶瓷学报(2021年3期)2021-07-22
世界有色金属(2021年22期)2021-03-11
科学咨询(2020年37期)2020-01-06
陶瓷学报(2019年6期)2019-10-27
中国有色冶金(2019年1期)2019-03-08
汽车维护与修理(2018年8期)2018-08-07
中国塑料(2016年10期)2016-06-27
安徽工业大学学报(自然科学版)(2015年4期)2015-12-14
