
380t舵叶安装平台总体设计
2019-05-20 01:33:14李欣,周颎,张权
船舶与海洋工程 2019年2期
李 欣,周 颎,张 权
(上海外高桥造船有限公司,上海 200137)
0 引 言
近年来,随着船舶日益大型化,其舵叶的质量呈日益增长的态势,有的甚至接近400t。上海外高桥造船有限公司(以下简称“外高桥”)建造的400000dwt超大型矿砂船(Very Large Ore Carrier, VLOC)选配的半悬挂舵的舵叶尺寸(高×宽×厚)为16.5m×10.6m×2.4m,重约380t(含舵杆、上舵承和舵叶等),现有的液压安装平台[1]已无法满足该质量舵叶的安装要求,迫切需要研制一种新的液压安装平台。
为提高智能化造船水平,外高桥自主研制了具有较大顶升能力的380t舵叶安装平台。该平台的使用有助于提高舵叶安装效率,缩短船坞周期,并最大程度地降低现场作业的风险,确保安全生产。通过研制该舵叶安装平台,在掌握此类工装设备的设计和制造技术的同时,可大幅降低设备的采购成本。
1 总体设计方案概述
舵叶安装平台由主车架和工作架2个模块组成(见图1)。平台下面是主车架,负责平台的顶升和行走;平台上面是工作架(左右两侧各1套),可通过横移装置打开和合拢。工作架的底层设计有2组夹紧油缸,起到夹紧和固定舵叶的作用。舵叶安装平台的主要设备包括主顶升装置(4组)、行走液压驱动装置(4组)、横移液压油缸(4组)、滑道(6组)、夹紧油缸(4组)、机械支撑杆(4组)、液压泵站(包括油泵、油箱和液压阀组)、泵站电源箱和主控制箱。
平台的主车架采用水平桁架结构[2],中间部分采用4×5组的 H型钢作为横梁,交错相接,形成强框架,保证整体结构的强度。这种网格结构稳固可靠,当平台处于工作状态时,结构变形较小。平台四端的支撑腿采用箱体结构,用于安装主顶升装置。考虑到舵叶的尺寸和施工高度,主车架的工作面设计为下沉式结构,舵叶放置在下凹的工作面上,这样可适当降低舵叶安装高度,适用于不同规格舵叶的安装。
从节约设备制造成本、减少设备维修保养费用的角度考虑,工作架采用固定连接结构取代更为复杂的液压升降机构。固定工作架由上层、中间层和下层工作架组合而成,下层工作架与主车架固定在一起,中间层工作架与下层工作架之间和中间层工作架与上层工作架之间分别用螺栓连接。舵叶安装完成之后,中间层工作架和上层工作架可从舵叶安装平台上拆解下来,方便在作业现场存放。
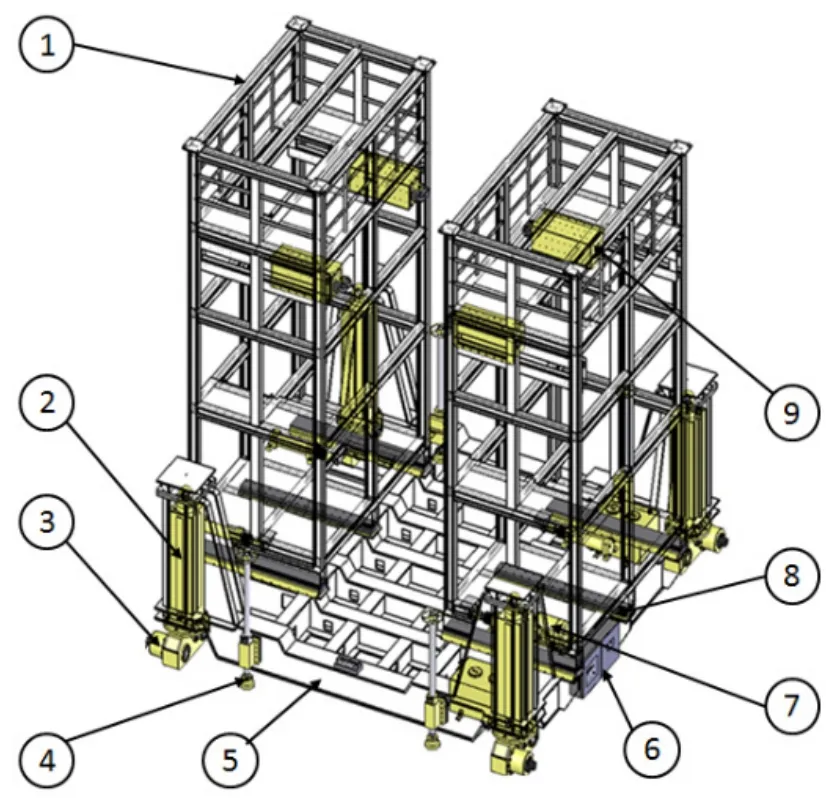
图1 舵叶安装平台总布置图
安装平台采用模块化设计,主车架可用不同类型的工作架搭配,延伸出多种使用功能,可用于舵叶、螺旋桨、艉轴和大型豪华邮船吊舱推进器的安装,满足船厂不同的使用需求。
2 液压系统设计
平台的液压系统由主顶升液压部分、横移液压部分、夹紧液压部分和行走液压部分等4部分组成。液压泵站的所有部件都安装在主车架结构件内部,采用单变量柱塞泵加双油箱的设计,2个油箱之间用连通管连接。液压油泵先将液压油送至阀块单元,再通过阀块单元将其送至主顶升油缸(4组)、横移油缸(4组)、夹持油缸(4组)和液压电机(4组)。液压管与设备(液压电机和油缸)接口通过金属软管连接。
液压系统设计的技术特征是阀块采用叠加阀的形式,以便于进行油路块的设计及液压系统的调试和维修。在各执行部件上设置测压点,以便更好地观察其工作状态。出于安全考虑,每个油缸的回油侧都由顺序阀来建立背压,以防止油缸运动时突然受到冲击。每个油缸的油口都安装防爆管阀,以保证管路破损时油缸能自锁,且系统能自动卸荷。每组液压油缸都设置压力开关,防止因误操作而导致设备和钢结构损坏。
行走机构由液压驱动的电机和特定规格的行走轮组成,负责将装载工件运送到指定的水平位置处。平台的4个行走机构设计为可手动90°转向的形式,这样可使平台沿纵向和横向2个方向移动。
3 顶升装置设计
平台的顶升装置由4个顶升点构成,每个顶升点都设置一套顶升装置(见图2)。装置由导向部分和顶升部分组成。
1) 导向部分由外导向筒(支撑腿箱体结构)、内导向筒和耐磨条组成,其作用是保证顶升点的稳定性,同时承受平台移动时产生的水平载荷。外导向筒与主车架刚性连接在一起,随平台一起升降;内导向筒相对地面的高度固定。内导向筒的筒壁外侧带有导向凸台,耐磨条安装在外导向筒的内壁与导向凸台之间,通过安装在外导向筒筒壁上的顶丝,从外部调节耐磨板与内导向筒导向凸台面之间的距离,控制导向间隙的大小。耐磨条采用非金属高分子抗摩擦材料制作,与内导向筒导向面形成非金属和金属摩擦副,有效保护内套筒导向面。
2) 顶升部分由顶升油缸、顶升座、销轴、油管和平衡阀等组成,用来承受平台的总质量并执行平台升降动作。顶升油缸采用两端耳环的结构形式,倒置使用,其活塞杆端支撑在内导向筒底部耳环销轴上,缸体尾部耳环支撑在顶升座销轴上。顶升座与外导向筒通过螺栓连接固定。顶升油缸进出油口通过软管引到顶升座外,连接平衡阀。
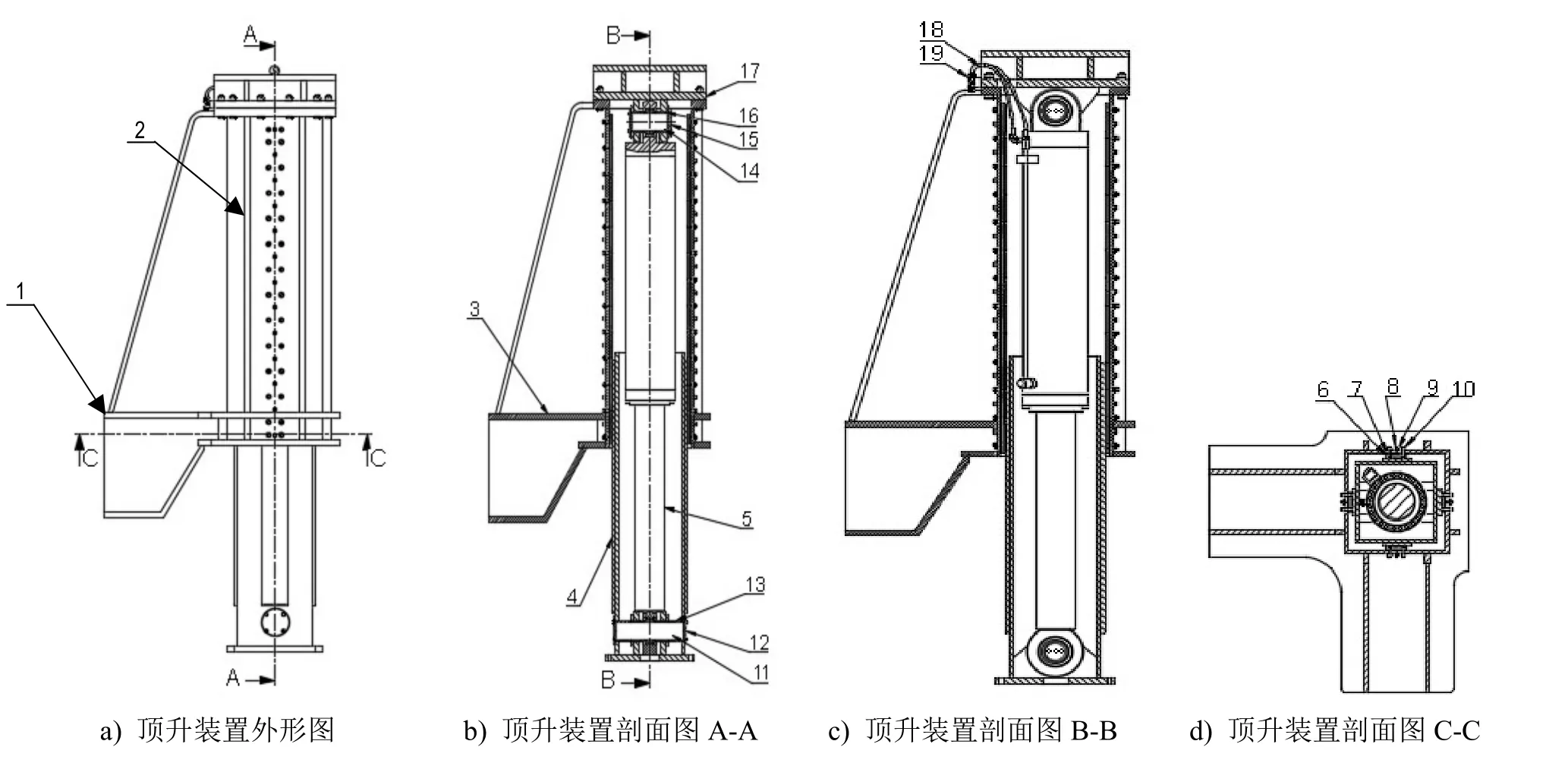
图2 顶升装置结构图
导向部分的导向间隙可根据内导向筒和外导向筒实际加工情况和使用过程中的磨损情况进行调整。导向部分的耐磨条材质为非金属,以有效保护内导向筒,在维护时只更换耐磨条即可。顶升部分的液压油缸采用两端球轴承耳环形式,其安装不受导向部分和顶升座加工精度的影响。此外,液压油缸不受平台移动时水平横向载荷的影响,可有效提高使用寿命,安装更加方便。顶升部分的液压油缸接有平衡阀,可有效锁定平台位置,并保证平台下降时的平稳性。
4 电控系统设计
电控系统由泵站电源箱、主控制箱、线控遥控按钮盒、应急停止按钮、声光报警器、各种类型的传感器和开关组成(见图3),除了可实现车架升降、纵横方向行走、上部工作架开合和工作架上夹紧装置夹紧与放松等功能以外,还可实现对平台倾斜超限、液温过高和油位过低等故障的声光报警,同时能实现本地控制和通过遥控箱进行远程控制。
该系统采用西门子S7-200系列可编程逻辑控制器(Programmable Logic Controller, PLC)[3]作为控制系统的核心,配置倾斜传感器、油温传感器和液位传感器等设备作为PLC模拟量报警输入。急停按钮和压力继电器作为 PLC开关量报警输入。主控箱(本地)和遥控按钮箱(远程)上的按钮及选择开关作为 PLC开关量动作输入。经过PLC内的逻辑程序,开关量输出控制电机和电磁阀的动作,实现车架升降、纵横方向行走、上部工作架开合和工作架上夹紧装置夹紧与放松等功能。
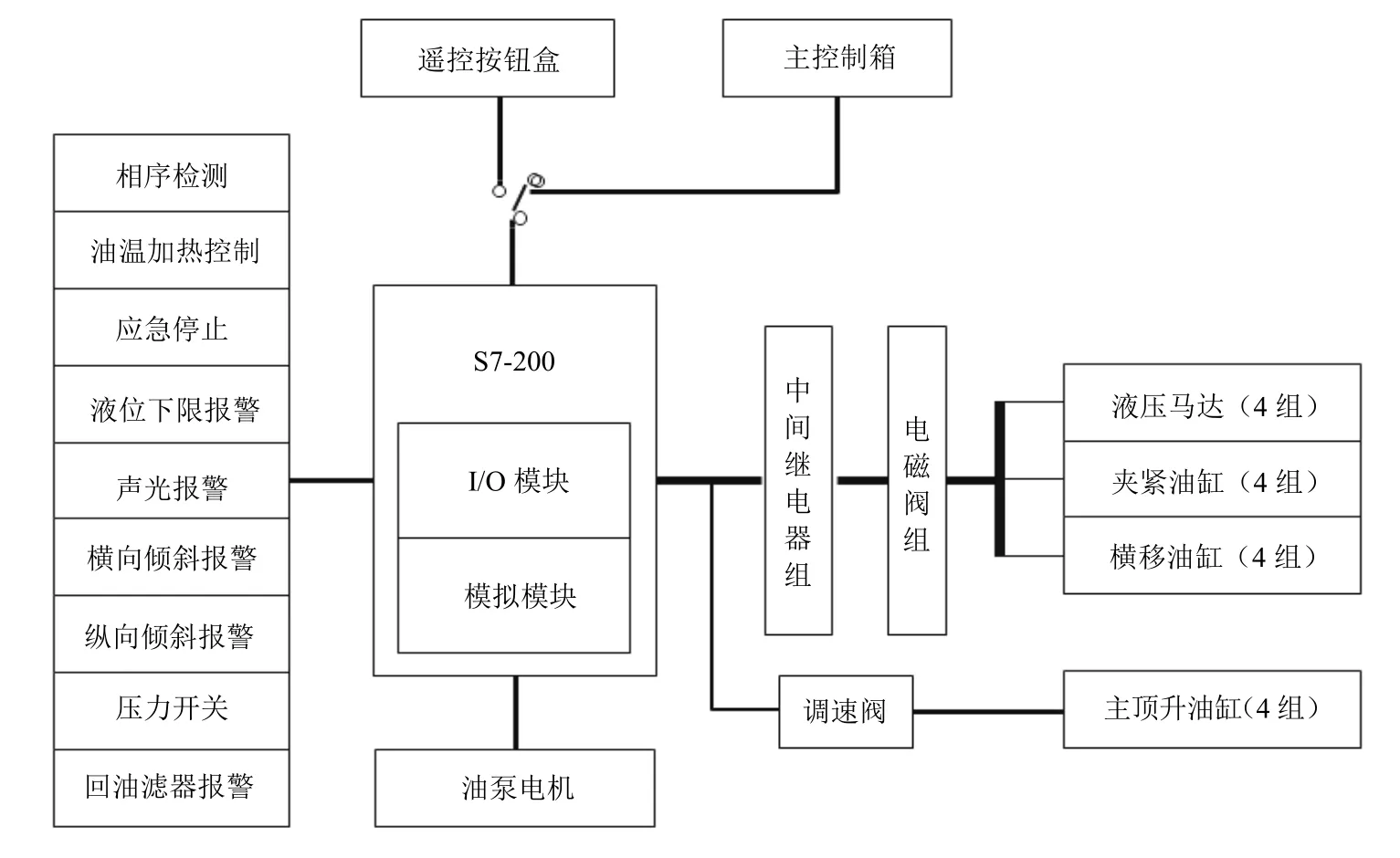
图3 电控系统架构图
5 关键技术的应用
5.1 平台结构有限元计算分析和优化
舵叶安装平台的最大顶升能力达到640t,最大的顶升舵叶重380t。在如此大的负荷下,平台底部会发生扭曲变形。因此,在结构设计中必须考虑把主车架变形量控制在合理范围内的问题。
采用有限元分析软件 MSC/PATRAN &NASTRAN,分别对平台各支撑腿箱体结构与主车架联接结构、箱体结构上的端盖受力和主车架底座中心变形进行有限元计算分析。通过对平台的力学行为进行计算和仿真,模拟分析钢结构在实际使用中的应力和变形范围,判断钢结构的承载能力和变形情况。图 4为主车架有限元模型。
根据仿真结果对钢结构进行优化,确定主车架负载变形的设计衡准,即将主车架中心处的下沉量控制在6mm以内。通过对几套设计方案进行对比,选取合适的钢板厚度和钢板等级,在满足设计衡准的提前下,将主车架的钢结构质量控制在合理的范围内。最终选定的设计方案不仅满足结构强度要求和提高整体稳定性的要求,而且能达到减轻平台质量和降低产品成本的目的。
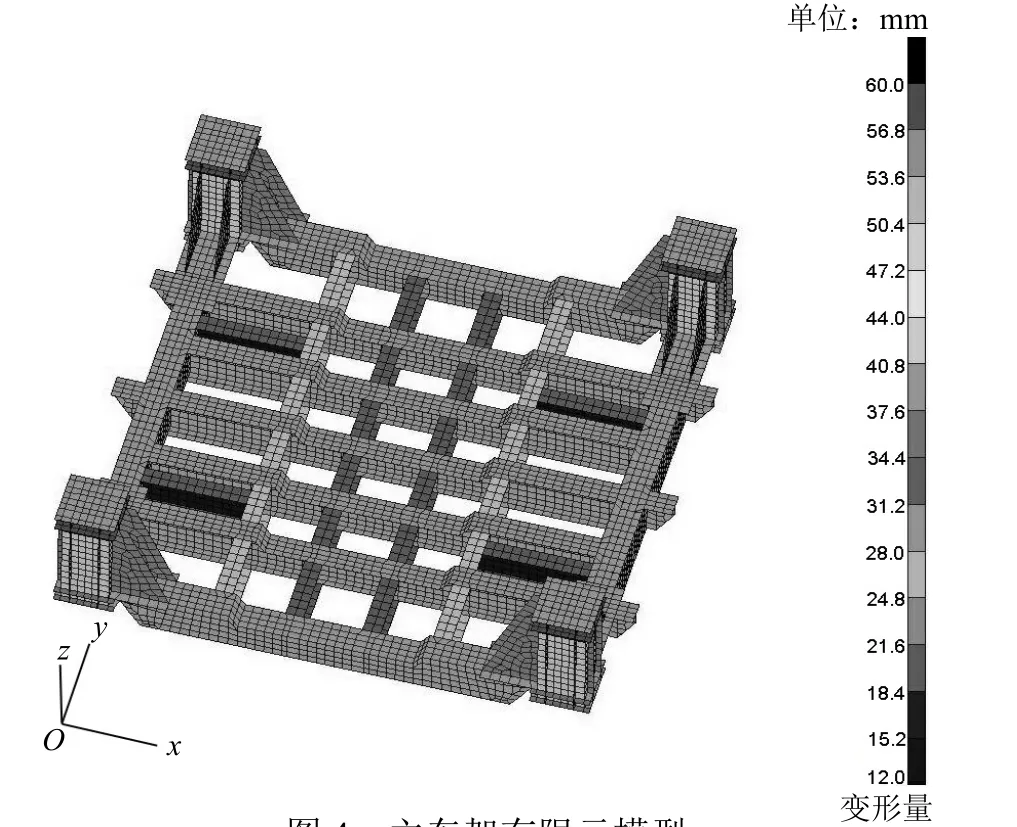
图4 主车架有限元模型
5.2 系统安全保护机制
舵叶安装平台在全负载工况下需承载约380t的负载。施工人员最高的作业高度约为18m。在安装舵叶过程中,要求安装过程平稳,不能有任何冲击和振动。因此,整个平台在操作过程中对安全性的要求非常高,必须建立安全有效的操作机制。在该平台的控制系统中,尽可能地考虑操作过程中可能存在的安全隐患,设计一套先进合理的安全防护机制。该平台系统配置有各类传感器和xy倾斜仪,对油位、油温、油压和平台基面斜度进行实时监测,一旦发现问题,系统会自动紧急停车,同时通过声光报警告知现场的操作人员。
在平台安全装置的配置方案[4]中,主车架上的4个主立柱上分别设置有4个旋转警示灯,所有动作都伴随声光报警信号;主车架两侧设置有4个紧急停止按钮,主操作盘和遥控装置上各设置有1个紧急停止按钮。当主顶升油缸受损时,系统会自动停止所有动作。主顶升油缸、横移油缸、夹紧油缸和行走马达的阀块及管路分别配置有超压保护开关,当对应参数超出设定值时可自动切断电气主回路和控制回路电源。
当平台出现倾斜超差时,系统会紧急停止,倾斜不会自动消除。为将平台从倾斜状态恢复为水平状态,设置一个强制执行按钮,通过该按钮控制4个主顶升油缸的升降;作为保护功能,经由xy倾斜仪读数可逻辑判断出处于倾斜最高点的油缸,而该油缸在倾斜超差消除之前无法控制上升,只能控制下降。
6 结 语
本文所述380t舵叶安装平台已完工交付,并已成功应用于多条400000dwt VLOC舵叶的安装工作中。实际应用结果表明,该舵叶安装平台工作平稳,操作简便,顶升同步控制精度高,能安全高效地完成舵叶的安装工作。
通过研制该产品,掌握了此类船舶工装装备的设计和制造技术,提高了国内船舶的智能制造水平,为今后研制其他类型的液压工装设备提供了设计和制造经验。
猜你喜欢
物流技术与应用(2022年5期)2022-06-17 06:02:34
装备制造技术(2021年4期)2021-08-05 07:39:40
装备制造技术(2021年4期)2021-08-05 07:39:40
中国船检(2021年3期)2021-04-06 12:04:28
冶金设备(2020年2期)2020-12-28 00:15:34
船舶标准化工程师(2019年4期)2019-07-24 07:21:22
纤维复合材料(2018年2期)2018-12-07 00:41:42
中国自行车(2018年4期)2018-05-26 09:01:43
汽车零部件(2014年5期)2014-11-11 12:24:34
筑路机械与施工机械化(2014年3期)2014-03-01 02:58:33
