
PROFIBUS-DP网络在AAO生物反应池自控系统中的应用
2019-05-16 01:04相柳堂韦树铌
自动化仪表 2019年2期
相柳堂,韦树铌,朱 杰
(1.上海交通大学电子信息与电气工程学院,上海 200030;2.上海工业自动化仪表研究院有限公司,上海 200233)
0 引言
城市污水处理常用厌氧-缺氧-好氧(anaerobic-anoxic-oxic,AAO)法,又称A2O法[1]。厌氧池、缺氧池和好氧池三者互连在一起,简称为AAO生物反应池。它是由活性污泥工艺、生物硝化及反硝化工艺和生物除磷工艺三个生物净化部分组成的。经过AAO工艺的各个处理步骤,城市污水中含有的生化耗氧量、悬浮在水中的固体物质,以及以多种形式存在的氮和磷可以被全部清除。
目前,国内外的城市污水厂普遍使用AAO工艺。因为该工艺的曝气和控制系统繁琐,操作人员凭经验手动操作或采用半自动方式控制所取得的处理效果一般不够理想,导致了这种传统的操作控制方式难以符合工艺设计要求。因此,AAO生物反应池的在线仪表布置和自控系统设计,在整个污水处理厂的在线仪表布置和自控系统设计中至关重要。
1 AAO生物反应池工艺流程
AAO生物反应池工艺采用根据空间来进行划分的连续流活性污泥法。在城市污水流经AAO生物反应池三个不同功能区域的过程中,城市污水中的氮、磷和有机物因不同微生物菌群的作用而被去除。工艺流程图如图1所示。
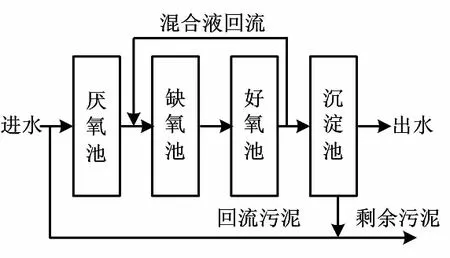
图1 工艺流程图
日照市第二污水处理厂新建20 000 m3/d的AAO生物反应池、沉淀池以及深度处理设施中,共有2组AAO生物反应池。将现有规模为50 000 m3/d的氧化沟工艺改造成规模为40 000 m3/d的常规AAO工艺,同时将改造完成的AAO工艺与现有规模为40 000 m3/d的回用水处理工艺结合,使得最终出水水质达到GB 18918-2002《城镇污水处理厂污染物排放标准》的一级A标准。
2 在线仪表设置和监控系统
2.1 仪表设置
日照市第二污水处理厂AAO生物反应池共2组,在线仪表设置如下。①厌氧池和缺氧池中间设氧化还原电位检测仪(oxidation reduction potential,ORP);②缺氧池和好氧池中间设溶解氧检测(dissolved oxygen,DO)仪;③好氧池设污泥浓度检测仪(mixed liquid suspended solids,MLSS);④进水流量计井内设电磁流量计;⑤反应池曝气管道设空气流量计;⑥反应池曝气总管设压力变送器;⑦污泥回流泵房设液位计。
在2组生物反应池上,分别设置哈希SC1000新型标准控制器1台。每台控制器控制5个哈希在线仪表(2个ORP、2个DO、1个MLSS)。SC1000新型标准控制器通信协议为全球广泛采用的PROFIBUS-DP[2]。该协议是为分散的I/O设备和各现场设备实现自动化所需的高速数据通信而设计的[3],具有协议开放、传输稳定、不受不同设备生产商制约等优点。除了通过设置在线仪表检测相应的工艺参数外,还要对潜水搅拌器、内回流泵、进水渠道调节堰门、混合液回流渠道闸门、污泥回流渠道闸门、污泥回流泵、剩余污泥泵和鼓风机等现场电器设备进行检测控制,实现过滤、反冲洗过程的自动控制。其中,鼓风机采用磁悬浮离心鼓风机。鼓风机机房内设有1台独立的三菱牌可编程逻辑控制器(programmable logic controller,PLC),用来测量鼓风机和其辅助设备的状态,并控制它们的运行[4]。
2.2 监控系统的架构
日照市第二污水处理厂AAO生物反应池的自控系统采用西门子的PLC[5]。该PLC负责新建AAO生物反应池、沉淀池、二级提升泵房和活性砂滤池等部分设备的数据采集和自动控制,其配备Modbus通信接口、以太网接口和DP通信接口等[6-7]。该PLC站的详细配置情况如下:①2个480 mm导轨机架;②CPU 315-2PN/DP,带2 MB存储卡;③IM153-1扩展模块;④PS307(5A)电源模块;⑤Modbus通信模块(含协议权);⑥4个32点DI模块;⑦1个32点DO模块;⑧1个8点AI模块;⑨1个4点AO模块;⑩CP343-1以太网通信模块;TP1200型触摸屏。
监控系统采用2套Dell Precision塔式T5810工作站系列计算机作为上位机,设置在中央控制室,负责自控系统的监控管理工作。选用ForceControl作为上位机人机界面监控软件,通过ForceControl处理传统监控软件出现的常见问题,开发人员可以根据客户的控制要求进行自由组态,从而实现监控软件的高效开发。2个上位机互为冗余、并行工作,从而确保当其中1台上位机出现故障时,能立即切换至另1台上位机进行不间断监控工作。WEB数据服务器采用DELL公司的PowerEdge R430系列高性能服务器,其配备高性能中央处理器(central processing unit,CPU),效率更高、能耗更小;同时,在该服务器里组建RAID5,为系统中存储的数据提供安全保障。上位机和WEB数据服务器的操作系统选用Microsoft公司的 Win 7和Server 2012操作系统。
WEB数据服务器与厂长室、工程师室、生产部门和化验室构成局域EtherNet网。该网采用TCP/IP协议,系统具备开放型条件[8]。
3 标准控制器SC1000的应用
SC1000是美国HACH公司生产的一款新型标准控制器。1台SC1000控制器可以连接1~8只传感器,适用于所有HACH及Lange新型传感器。多台SC1000的网络可以连接20只传感器。该控制器采用触摸屏设计、即插即用型连接方式,具有模拟或数字2种通信方式,同时具有GSM无线通信功能,可以实现远程诊断和数据访问功能。
SC1000控制器在AAO生物反应池上采用PROFIBUS-DP现场总线的数字通信协议,实现网络连接。SC1000控制器网络结构如图2所示。
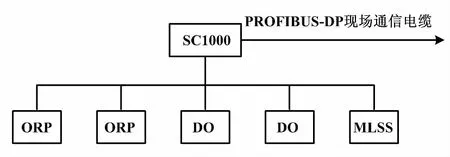
图2 SC1000控制器网络结构图
2组AAO生物反应池上分别设计有1台SC1000控制器、2台SC1000控制器和PLC站。三者之间采用PROFIBUS-DP现场通信电缆串联的组网方式。其中,每台SC1000控制器设计连接5个HACH传感器。
4 组态软件功能设计及应用
自动化组态软件在工控领域的应用越来越多,其本身的种类也日渐丰富,对于组态软件的选择范围也越来越广泛。使用者可以根据监控的要求,对组态软件进行不受约束的组态,从而达到监控的目的[9]。
日照市第二污水处理厂自控系统选用ForceControl组态软件来实现监视和控制的功能。该组态软件是完全集成的工业控制软件,通过软件提供的组态开发环境,可以直接使用其提供的大量可导入设置和等值化工具,实现变量、数据库、I/O设备、对象数据和图库等的高度复用,从而极大地提高工程项目的组态效率,保证良好的监控效果[10]。
现场在线仪表和设备的监控信号通过工业以太网传输至中央控制室的上位机。根据使用者的功能要求,监控系统对系统中的数据进行采集、处理、存储和历史查阅,并且可将结果通过报表、图表和曲线等形式表现出来;同时,可以进行打印和数据导出等多项服务,并实时提示仪表和设备的故障[11]。
5 结束语
AAO生物反应池是决定污水处理厂出水口水质是否达标的关键工艺段,也是污水处理厂生产运行中的重要耗电环节。
在AAO工艺段合理设置在线仪表、采集客观的监控信息、采用先进的通信和自动化控制技术,将便于运行人员、维护人员和管理者监控在线仪表和设备运转的实时情况。
AAO生物反应池自控和监控系统的规划方案和实际运用,保证了污水处理厂出水水质达标、减少了工作人员的劳动强度、避免了人工控制的随意性。因此,污水处理厂的生产运行变得更加灵活和高效,实现了可持续发展[12]。
猜你喜欢
仪器仪表用户(2022年4期)2022-04-01
仪器仪表用户(2022年3期)2022-03-04
建材发展导向(2021年7期)2021-07-16
河北农机(2020年10期)2020-12-14
建材发展导向(2019年11期)2019-08-24
物理学报(2019年6期)2019-04-10
能源(2018年6期)2018-08-01
电脑知识与技术(2018年8期)2018-05-07
凿岩机械气动工具(2017年2期)2017-07-19
汽车维护与修理(2016年10期)2016-07-10
