
钛、铈对高膨胀低温无铅熔块的白度研究*
2019-05-16 07:57罗升敏
陶瓷 2019年2期
黄 骏 周 喆 罗升敏
(江苏拜富科技有限公司 江苏 宜兴 214221)
钛白粉被认为是目前世界上性能最好的一种白色颜料,用于行业较多都比较好,在用于陶瓷铅釉中可能显黄色,假如钛和釉中都有铁杂质也会显黄色。氧化铈用途也很广,但由于纯度的高低,会出现外光颜色问题有淡黄或褐色,主要是制备方法引起的。这次实验用的是纯度较高的氧化铈,其外观为白色,和钛白粉差不多。下面通过钛白粉和氧化铈分别使用到高膨胀低温无铅熔块里,探究其对白度的影响。
1 实验过程
1.1 高膨胀低温无铅熔块氧化物化学组成
高膨胀低温无铅熔块氧化物化学组成见表1。

表1 高膨胀低温无铅熔块氧化物化学组成(质量%)
烧制温度为1 300 ℃,时间4 h。
1.2 实验步骤
制备的工艺流程:熔块+加水→球磨(使用13 mm氧化铝球石)→测细度→加(钛、铈)加水球磨(使用5毫米氧化铝球石)→测细度→测浓度→过筛(500目)→喷釉→烧成。
釉浆细度D90≤6
烧成实际温度850 ℃,保温60 min。
1.3 实验仪器
全自动白度计 WSO-3C(北京康光仪器有限公司),波美度比重计,马弗实验电炉,球磨机,激光粒度分析仪 LS-POP06 (欧美克),膨胀仪 DIL402PC(德国耐驰),影像式烧结点试验仪(湘潭湘仪仪器有限公司)。
2 结果与分析
2.1 高膨胀低温无铅熔块数据

图1 熔点测的在673 ℃
高膨胀低温无铅熔块烧制6种选择4号最高膨胀参数为基础釉,分别测试膨胀系数和熔点,如图1、图2所示。
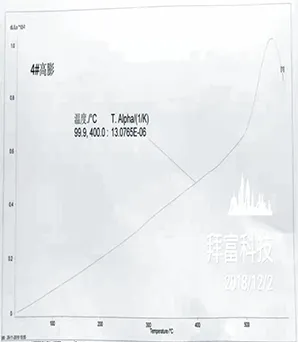
图2 膨胀系数
2.2 测不同保温时间LAB、Wr、Wh值

表2 熔块原始白度
熔块分别和钛白粉、氧化铈用球磨混合成样品A1-A6,烧成时间为220 min,温度850 ℃分别保温3个时间段,来测的白度LAB值。
从测的数据显示保温30 min时A2亮度白度较好,保温10 min时A3白度较好。保温60 min时A1、A2、A3白度已经明显下降,烧失严重,A4、A5、A6白度虽然下降,但是A值上升导致白度下降,没有明显的烧失现象。在改变钛和铈加入配比下进一步实验。

表3 球磨比列
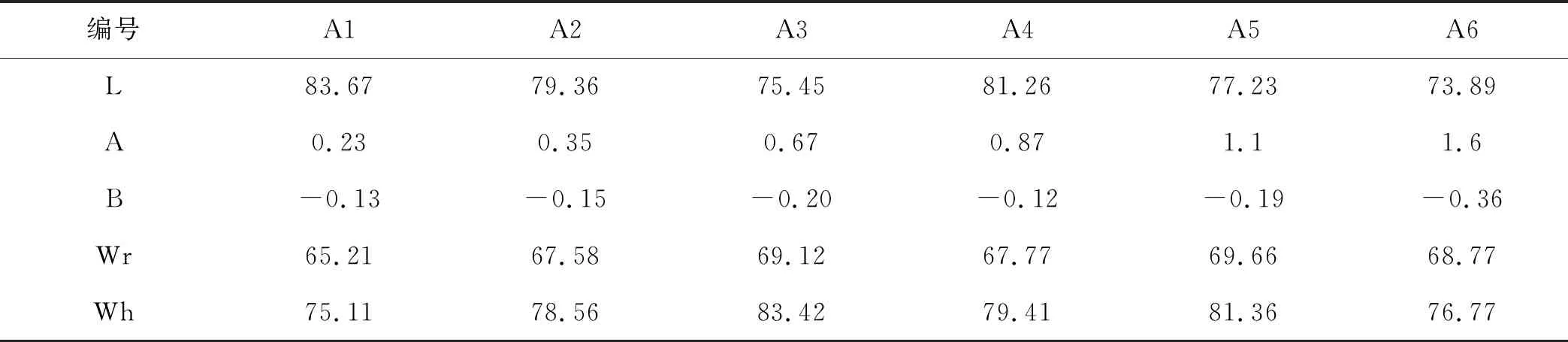
表4 保温10 min测L、A、B、Wr、Wh值
2.3 优化对比实验
从表G.H.改变钛白粉和氧化铈加入比例能有效的控制烧失现象和A值上升变化。

表5 保温30 min测L、A、B、Wr、Wh值
2.4 分析
钛白粉具有高活性、高分散性,在长时间烧成状态下会对其自身的白度有一定的影响,会使晶型越来越大,使白度有变化。钛白粉也对PbO,V2O5,Fe2O2,Cr2O3等杂质,在烧成时会对白度有影响。氧化铈具有很好的稳定性及不易化学反应的优点,被应用的领域很广,氧化铈纯度的高低也会影响其白度,这次用的是99.9%的氧化铈。本次基础釉在钛和铈的基础上设计不引入对其白度有影响的元素,同时对基础釉原料的杂质(Fe,PbO)要求稍高。从以上数据表可发现,钛白粉和氧化铈结合有助于在长时间烧成不失色及A值偏大的现象,配合基础釉来完善釉面的性能及白度。

表6 保温60 min测L、A、B、Wr、Wh值

表7 球磨比例
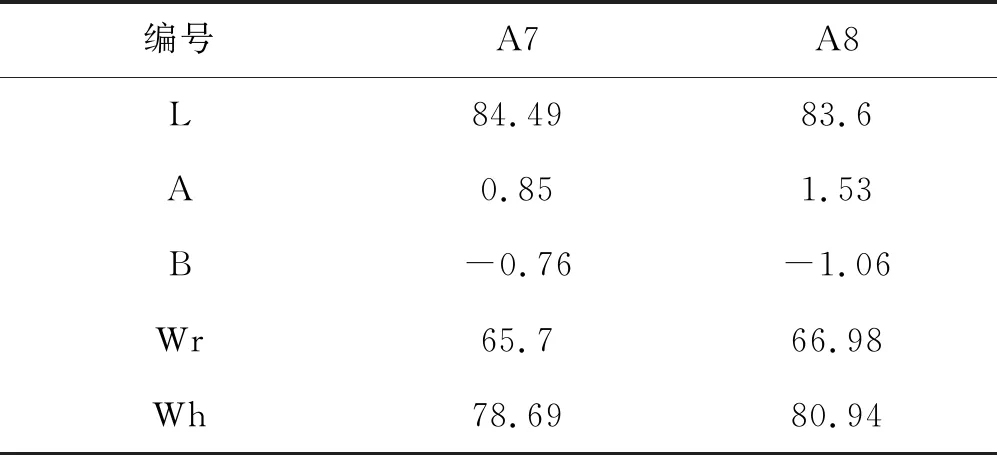
表8 保温60 min测L、A、B、Wr、Wh值
磨出的釉浆需达到4点要求:①釉料的细度。影响到釉浆的稠度和粘度。过细釉层干燥收缩增大,易开裂。过粗易沉淀,影响喷釉,不适于长时间喷釉。②釉料的悬浮性。与釉料的细度和加入粘土质原料多少有关。釉料越细悬浮性越好。一般釉料里都加入适量的粘土质原料(高岭土),能高度分散在水中,从而使釉料具有良好的悬浮性和稳定性。③釉浆的比重。对喷釉厚度起着很重要的作用。由于是实验载体表面基本不吸水,需要烘箱加热。如果浓度大厚度会不均匀容易造成堆釉和釉裂等缺陷。浓度小喷釉时间太长不易于实验载体表面挥发水分容易软塌,稀釉不易达到釉层厚度,烧成后会影响白度。④釉浆的流动性。也决定这釉层的厚薄,可以稍微加入电解质和调整水分来改变釉浆的流动性。虽然钛白粉是最好的白色颜料,但是在850 ℃烧成下已经影响到钛变化。烧成时间越长,氧化钛烧失现象越严重,但没有出现偏黄现象。氧化铈反而在长时间烧成下出现偏黄现象,熔块组成及烧成影响两者基本发色。氧化铈在高温烧成是氧缺陷状态,使钛白粉二次结晶的时候正好结合,两者混入且能在这个烧成状态下有良好的稳定性,提高烧成范围。
综上所述,陶瓷行业与社会经济的发展保持着同样高速的节奏,创造了很大的社会经济效益。在不断追求效率和利润的同时,陶瓷生产制作中也出现了一些不可避免的损耗,产生了相当数量的陶瓷工业废弃物,由于它具有稳定的化学性质和物理性质,很难被环境分解,若处理不当,不仅会造成土地等各种自然生态资源的浪费,同时在很大程度上也影响到社会人文环境,并且对陶瓷生产企业自身的可持续发展也会带来很多不利的影响。笔者在陶瓷废料比例65%的基本上制得陶瓷产品,膨胀系数相对偏高,二次烧基础釉也选择相对的高膨胀。因此在烧成850 ℃,保温60 min状态下,在一定范围钛白粉和氧化铈的混合使用能够有效提高白度。
猜你喜欢
化工管理(2022年14期)2022-12-02
陶瓷学报(2021年5期)2021-11-22
陶瓷学报(2021年3期)2021-07-22
化工管理(2021年7期)2021-05-13
佛山陶瓷(2019年5期)2019-07-01
佛山陶瓷(2019年5期)2019-07-01
流行色(2018年7期)2018-12-17
电子制作(2017年20期)2017-04-26
