
汽轮发电机定子铁损试验噪声超标原因分析
2019-05-15 09:55:54李光明
设备管理与维修 2019年3期
李光明
(哈尔滨电机厂有限责任公司制造工艺部,黑龙江哈尔滨 150040)
0 引言
空冷200 MW汽轮发电机原引进东芝公司技术,属哈尔滨电机厂有限责任公司水氢冷1000 MW汽轮发电机产品结构的缩减版本,具有短而精的特点,在生产过程中采取大量的新方法和新工艺。该产品采用圆形定位筋焊接结构,定位筋与机座成为一个整体进行定位筋鸽尾的加工工艺,定子铁心采用分段外叠装的方式进行装配,实现高效率和高精度要求。根据恒源空冷200 MW发电机项目实际生产过程中遇到的,做大电流铁损试验噪声超标问题,给出影响发电机在电站运行过程中产生噪声的影响因素,有利于生产过程中进一步控制相关工艺参数,为发电厂实际运行中的检查和维护提供参考。
1 定子铁心装配结构特点
空冷200 MW汽轮发电机定子铁心和机座之间采用弹簧棒作为支撑。定子铁心有66个下线槽并用22根鸽尾形定位筋限位,固定定位筋的中间6道浮动环板与机座环板留有10 mm间隙,塞入硅胶棒减振(图1)。
铁心质量通过定位筋作用于16根弹簧棒上,定子铁心靠弹簧棒减振,可以将每根定位筋看作2点支撑的梁,且这2点有弹簧棒支撑。每根弹簧棒可以看成是3点支撑的梁(图2),弹簧棒和其余环板有10 mm间隙,同样塞入硅胶棒减振,并且用挡圈封住硅胶棒两端,挡圈装焊时上下留有2.5 mm的偏差,见图3。
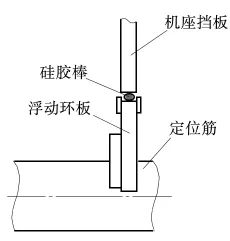
图1 浮动环板减振结构
2 定子铁损噪声超标原因分析
空冷200 MW汽轮发电机定子在线圈嵌入装配结束后,根据合同要求做一次铁心介质损耗试验,试验结果铁心温升符合要求,而噪声值高达97 dB,严重超过标准80 dB的要求。初始分析噪声超标是铁心存在松动,检查铁心紧度符合要求,排除铁心松动的原因。进一步分析认为:①受到铁心和线圈整体质量的影响,支撑铁心定位筋的弹簧棒和机座环板挡圈之间、以及中间6道浮动环板之间间隙过小甚至干涉,致使做铁损试验时产生振动噪声;②中间6道浮动环板间隙中的硅胶棒以及弹簧棒与机座环板之间的硅胶棒,在装配过程中需保证20%的压缩量,如果硅胶棒材质不合格则很难达到减振效果;③如图3所示,弹簧棒与机座环板之间的挡圈在整个圆周位置均上下偏差5 mm,即中心偏差2.5 mm,没有按照设计要求安装挡圈,导致挡圈与弹簧棒之间间隙过紧。
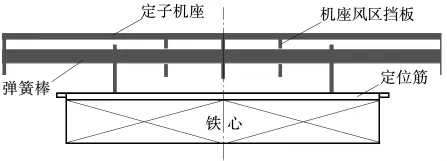
图2 定子铁心装配示意
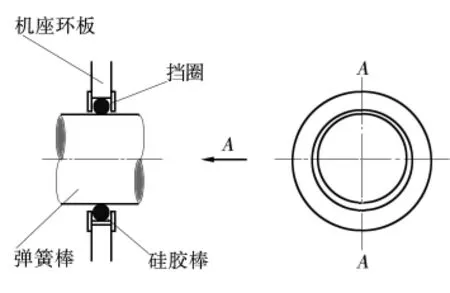
图3 弹簧棒减振结构
经过细致排查证实,实际装配时没有考虑装配要求的偏差。经过理论计算铁心的下沉量为(2.5~3)mm,如果挡圈与弹簧棒均按同心装配的情况下,弹簧棒与挡圈之间的距离很近甚至发生干涉,严重降低弹簧棒的减振效果。对此,按要求重新调整挡圈间隙,降噪效果见表1。
3 结语
定子铁损试验噪声超标,根据以往经验都是铁心松动所致,也与定子试验时支撑定子基础方箱是否牢固有关。由于空冷200 MW定子结构特殊,在定子装配过程中应加强质量控制以保证关键部位符合要求。
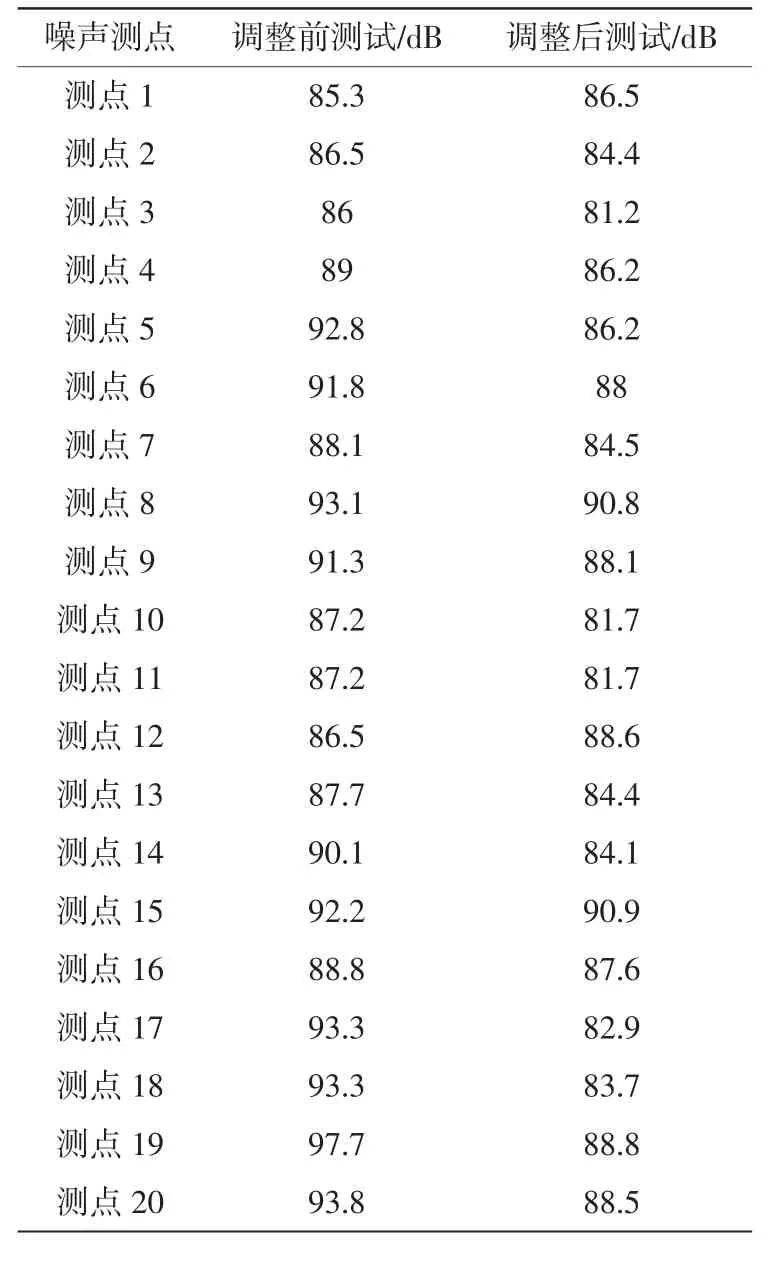
表1 处理前后铁损试验振动噪声测试结果
猜你喜欢
港口装卸(2023年5期)2023-11-02 10:40:58
大电机技术(2022年4期)2022-08-30 01:38:30
汽车实用技术(2022年14期)2022-07-30 06:10:56
装备制造技术(2021年5期)2021-08-14 01:44:56
微特电机(2021年7期)2021-07-22 08:14:20
大电机技术(2021年2期)2021-07-21 07:28:24
上海大中型电机(2021年2期)2021-07-21 03:01:42
上海大中型电机(2020年1期)2020-03-27 09:10:02
中国科技信息(2016年2期)2016-08-16 11:05:49
中国科技信息(2016年9期)2016-08-16 10:43:14
