
链轮用45钢热轧钢带的试制
2019-05-13 12:08花凌冬温国栋
天津冶金 2019年2期
齐 颖,花凌冬,温国栋
(天津荣程联合钢铁集团有限公司,天津300352)
0 引言
45钢作为中碳钢,具有良好的综合机械性能。在“摩托车链轮之乡”——河北省任丘市石门桥镇,广泛以45钢热轧钢带为原料生产链轮。链轮的加工制造过程一般为:钢带开平裁剪→冷冲毛坯→冲孔→精车表面→滚齿→感应淬火+回火→表面处理等,因此原料钢带需要具备良好的冷加工和热处理性能。本文针对链轮用45钢热轧钢带试制过程中的控轧控冷工艺制定进行了总结,同时根据用户反馈和对比分析,进一步优化了工艺,提高了链轮用45钢热轧钢带的产品质量。
1 试制过程
链轮如图1所示。
某轧线主要工艺布置为:推钢式加热炉→可逆式粗轧机组→八机架连轧精轧机组→50m层流冷却→卷取机,以180 mm×500 mm断面尺寸的连铸坯轧制7.80 mm×520 mm规格的钢带。

图1 链轮图
45 钢 Si含量(0.17~0.37%)相对较高[1],含硅量在0.20%以上的钢,由于加热时在氧化铁皮与基底金属界面产生层状的Fe2SiO4,界面温度在Fe2SiO4的凝固温度1 170℃以下时,铁皮对基底的附着力增强[2],容易导致钢坯表面一次氧化铁皮除鳞不净,钢带出现表面发红、麻坑缺陷。因此,加热炉高温段炉膛温度控制在(1 280±20)℃,即保证钢坯经高压水(≥18 MPa)除鳞后的开轧表面温度为(1 280±20)℃;同时采取热装(热装温度>550℃)方式,缩短连铸坯在炉时间,按照不超过100 min进行控制。
考虑加热炉“水印”对钢带尺寸、外形的影响,粗轧降速轧制以保证变形均匀渗透,各道次轧制速度控制分别为 1.4、1.5、1.5、1.5、1.6 m/s。钢坯经粗轧机组5道次往返轧制成目标厚度45 mm的中间坯,其中第一、三、五道次投入高压水(≥18 MPa)除鳞去除次生氧化铁皮。
中间坯通过保温辊道,再次经高压水(≥18 MPa)除鳞后,由精轧机组轧制为厚度7.80 mm的成品钢带。精轧入口温度和终轧温度分别控制(950±20)℃和(850±20)℃,终轧速度 250 m/min。
轧后钢带以层流冷却方式完成组织转变,层流冷却水温度控制在25~35℃,集管开度30%,侧喷开启,以避免钢带表面出现过冷贝氏体甚至马氏体异常组织。同时为缩短钢带热头、热尾长度,减小通条性能差异,层流冷却第1~3组集管为常开组。使用热连轧生产线生产的45带钢,当卷取温度在珠光体转变开始温度以上时,产品组织为接近平衡转变的铁素体和珠光体组织,该钢具有较低的强度和硬度,较好的塑性,使其加工性能优异[3]。45钢Ac1约为724℃,所以卷取温度控制在(750±20)℃。
下线钢带进行堆垛缓冷,充分释放应力。
2 成品检验
钢带实际尺寸、外形控制良好,宽度偏差0~+10 mm、厚度偏差 0~-0.10 mm,同条差≤0.08 mm、三点差≤0.10 mm,塔型≤50 mm,镰刀弯每米不大于4 mm。表面无发红和麻坑缺陷。
钢带力学性能和硬度如表1所示。
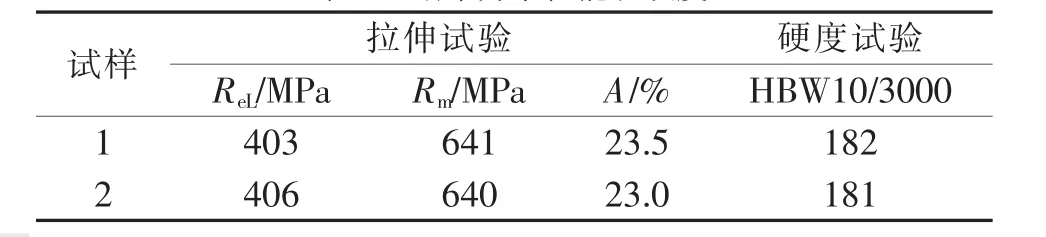
表1 钢带力学性能和硬度
钢带基体显微组织为针状铁素体+珠光体,无魏氏组织,表面无脱碳层,分别如图2、图3所示。
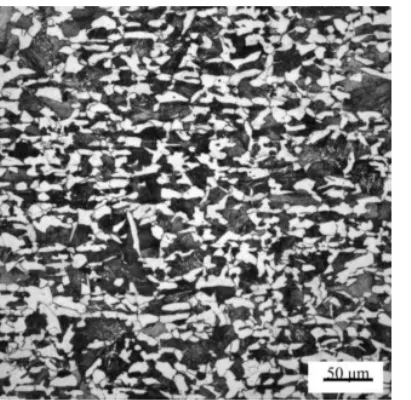
图2 钢带基体显微组织
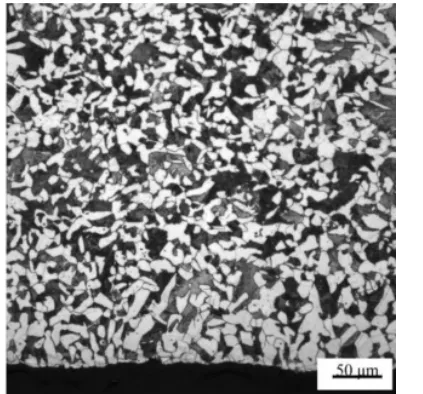
图3 钢带表面显微组织
3 使用反馈和对比分析
用户反馈在精车表面工序,存在“粘刀”问题。针对“粘刀”的原料钢带进行检验,发现其力学性能、硬度和显微组织区别于正常钢带,分别如表2和图4、图5所示。
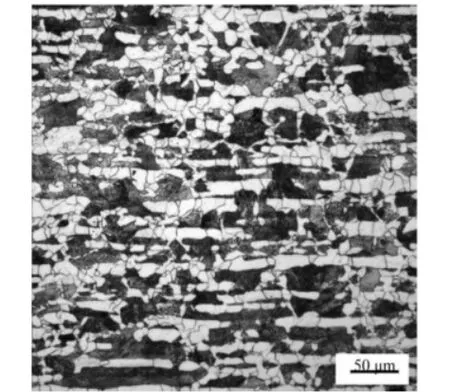
图4 钢带基体显微组织
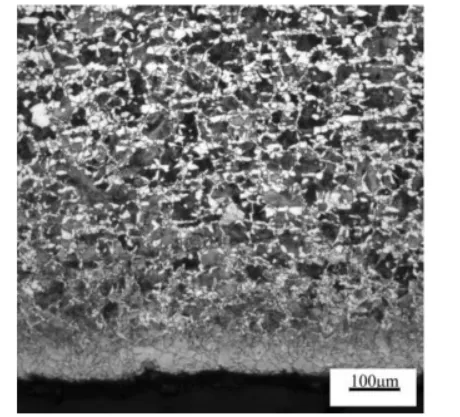
图5 钢带表面显微组织
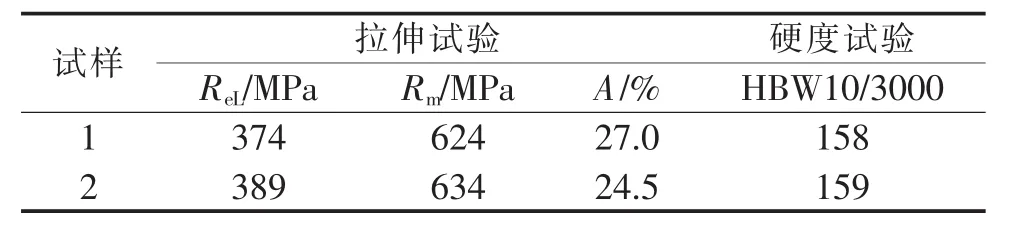
表2 “粘刀”的原料钢带力学性能和硬度
“粘刀”的原料钢带强度较正常钢带低约20MPa,硬度低约20HBW,其基体显微组织为粗大块状铁素体+珠光体,同时表面脱碳,深度约0.06mm。另外发现,表面显微组织中的渗碳体已经明显溶断,如图6所示。
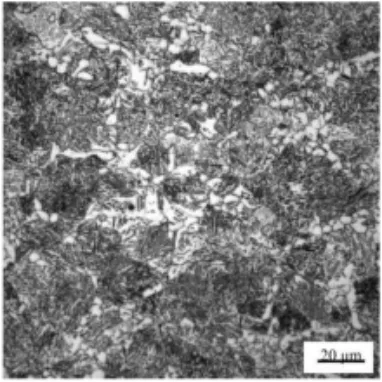
图6 溶断的渗碳体
分析认为,由于轧制规格较厚,轧后层流冷却过程钢带表面的冷速较内部快,在命中目标卷取温度并且成卷后,钢带仍然缓慢冷却发生共析转变,尤其导致中间卷层的基体显微组织晶粒粗大,并且伴随表面脱碳,降低了钢带的强度和硬度,在精车表面时容易发生“粘刀”。
4 优化及结论
由于层流冷却有效长度较短,为保证钢带表面和内部以及通条长度上的冷却效果,在正常卷取的前提下,将目标卷取温度降低至710℃进行控制。卷取温度直接影响钢带的性能和组织,从而决定了钢带在链轮生产时的加工性能。工艺优化后,钢带质量稳定,链轮用45钢热轧钢带试制成功。
猜你喜欢
山东冶金(2022年4期)2022-09-14
汽车实用技术(2022年15期)2022-08-19
山东冶金(2022年3期)2022-07-19
江苏钢铁(2022年9期)2022-07-02
汽车实用技术(2022年9期)2022-05-20
山东冶金(2022年1期)2022-04-19
活力(2019年19期)2020-01-06
大飞机(2018年6期)2018-05-14
北京航空航天大学学报(2017年8期)2017-12-20
科技视界(2016年25期)2016-03-10
