
汽车后窗台装饰板的工艺研究
2019-05-09 06:18:30亓楠刘頔
汽车工程师 2019年4期
亓楠 刘頔
(一汽丰田技术开发有限公司)

随着工艺水平的提高,汽车后窗台装饰板在加工技术上朝着成型、冲切、表皮包覆一体化的方面发展。在日本,一体成型过程中可在模具内同步实现零件形状的冲切,并且冲切后可使表皮覆盖在切口的断面上,大大提升了产品的外观质量。但是该技术被国内引用需要支付高昂的专利费用,会造成零件成本的大幅增加。在高分子材料科学方面,可通过改善纤维的分子结构,使纤维复合材料成型后表面细腻光滑,直接满足外观装饰件的要求,但是材料不易降解,环保性能差,不能循环使用[1]。针对后窗台装饰板冲切后外观品质下降的问题,文章提出了应用表皮包覆工艺改善外观品质的新思路,从而达到提高生产效率、降低生产成本的目的。
1 一体成型后窗台装饰板的材料和工艺
1.1 汽车后窗台装饰板板材构成
汽车后窗台装饰板的板材主要有3 层:表皮、粘结剂、基材。1)表皮起装饰作用,一般采用抗皱性和保形性良好的聚酯纤维(PET)材料制成,使后窗台装饰板本体表面耐磨耐用、抗皱免烫、不粘毛[2];2)为了提高表皮和基材之间的结合牢固性和抗皱性,有的生产厂家会添加粘结剂,一些专门为潮湿、多雨气候地域开发的车型,还会要求生产厂家添加防水膜;3)基材起支撑作用,材料一般采用天然纤维复合体(NF+PP)或玻璃纤维复合体(GF+PP)。
后窗台装饰板喇叭罩的材料一般采用聚酯塑料PP+E/P-TD20,其中E/P 指的是三元乙丙橡胶(增韧材料),TD 20 指的是质量分数为20%的滑石粉。
1.2 加工方法
一般的热压复合成型工艺是通过对板材进行加热,把板材中的PP 材料熔化,使其具有一定的可塑性,在压力下使板材根据模具形状成型[3]。汽车的后窗台装饰板采用一体成型的加工方法(如图1 所示),预先把表皮和基材复合成一个整体,通过加热加压的方式使零部件具有一定的刚性和立体形状,其加工步骤分为5 步:
1)在表皮与基材结合的表面均匀涂抹粘胶(粘结剂);
2)将处理后的表皮覆盖在基材上,进行加热处理,温度在160~220 ℃,加热时间控制在30~50 s;
3)将表皮和基材的复合整体放入模具内,加压成型,加压时间控制在20~30 s;
4)为保证零件形状的稳定性,一体成型后的后窗台装饰板必须要经过冷却定型,进行养生处理(温度30 ℃、湿度70%、放置24 h);
5)通过超声波切割(切刀冲切保持时间控制在5~15s)、摩擦焊接、热熔焊接等方式实现零件的最终成型。
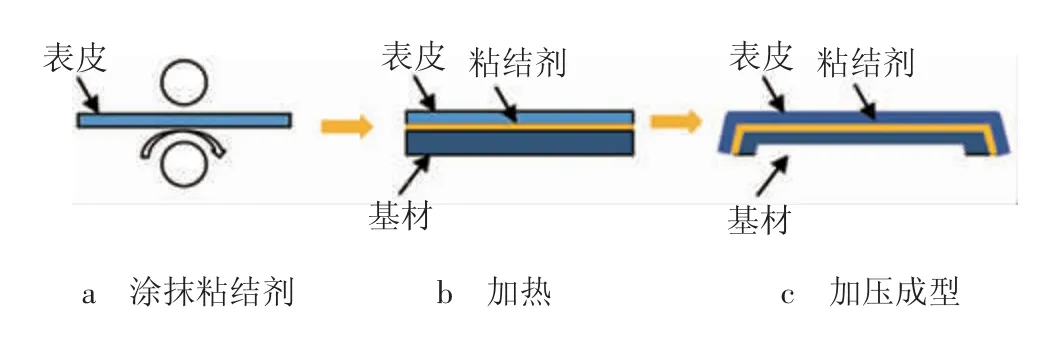
图1 后窗台装饰板本体加工方法示意图
1.3 一体成型的优缺点
一体成型工艺的优点在于,在加工过程中使表皮和基材同时成型,避免后期再对表皮进行加工,简化了加工工艺,减少了加工时间;缺点是一些零件的安装孔和装配支架等结构需要后期进行二次加工,要求生产厂家同时具备其他工艺的加工设备和加工治具等,增加了零件成本。
2 后窗台装饰板表皮包覆工艺
2.1 加工方法
对于结构复杂、对外观造型要求高的后窗台装饰板,可以采用包覆表皮的工艺进行加工。例如需要搭载电动遮阳帘的后窗台装饰板,为了避让遮阳帘的弹出轨迹,可以看到后窗台装饰板端末的毛边和粉屑,影响外观品质。为解决该问题,对后窗台板采用包覆表皮工艺。基材单独加压成型之后,再包覆表皮,遮挡端末的毛边,如图2 所示。其加工步骤分为5 步:
1)对基材进行加热预处理,放入模具内,加压成型,工艺参数参照1.2 节;
2)切割配合零件的安装孔;
3)在表皮的内表面均匀涂抹粘胶(粘结剂);
4)将表皮和基材放入治具内进行粘合,表皮末端进行包覆和热熔焊固定;
5)养生处理(温度30 ℃、湿度70%、放置24 h)。

图2 后窗台装饰板改善加工方法示意图
2.2 技术要点
对于先成型后包覆表皮的后窗台装饰板零件,为了降低生产过程中的不合格率,零件的结构形状还需要满足以下4 点设计要求。
1)表面曲率合理。对于包覆表皮的零部件,如果基材的局部曲率过大,将会导致表皮和基材不易粘合,产品出现贴合不良的瑕疵。
2)表皮延展性良好。在包覆过程中,如果表皮的延展性不好,会造成局部表皮撕裂。
3)与其他零件配合搭接部位的间隙均匀。
4)包覆前表皮形状合理。
由于后窗台装饰板上还需要搭载高位制动灯和C柱装饰板,所以在包覆前需要在表皮上为这些零部件裁剪好安装孔,如图3 所示。

图3 后窗台装饰板上板表皮切除部位示意图
如果表皮上预留的安装孔形状和基材上的安装孔形状相同,那么加工时需要精确的对准,才能保证在包覆过程中2 个孔的位置不会错位。但是表皮本身是一种具有一定弹性和拉伸量的材料,包覆的过程中会产生变形,在工艺上增加了孔位对准的难度,所以在设计上修改了高位制动灯安装孔及C 柱装饰板安装孔表皮的切割形状,如图4 所示。修改前,沿安装孔的边缘进行切割,即切割形状与安装孔的形状相同;修改后,扩大了表皮切割部分的面积,使表皮切割形状大于安装孔的形状,即按图4 中双点划线的位置进行切割。
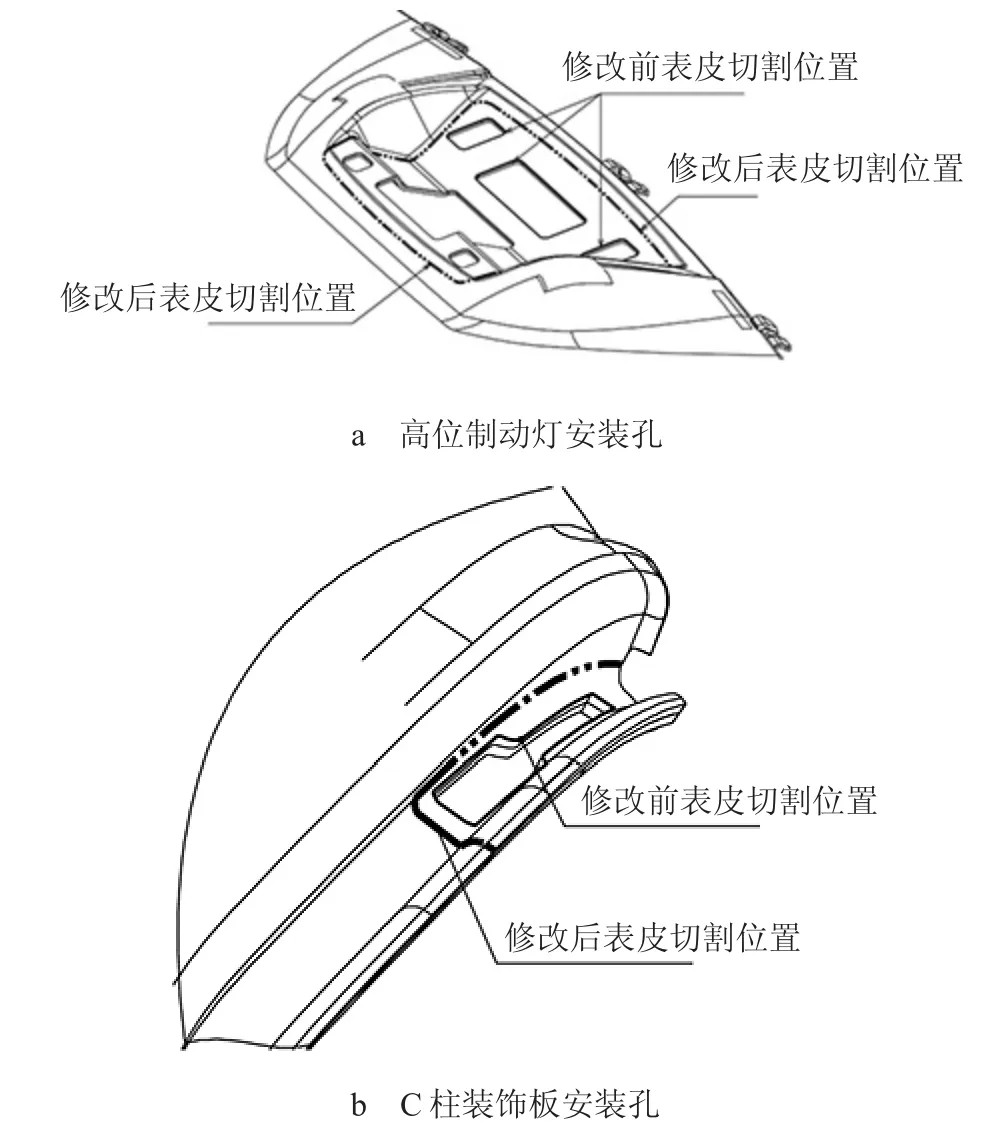
图4 后窗台装饰板上板表皮切割形状修改示意图
3 结论
汽车后窗台装饰板是三厢高级轿车室内后排座椅后部的一个覆盖面积较大的装饰板件,并且搭载了后排座椅安全带、高位制动灯、音响喇叭等功能零件,是体现科技感的重要零件,其需要将简洁一体化的造型与多功能高度集成化的构造相结合。为了达到这一目标,内饰零部件设计人员除了对零部件自身构造进行优化,还需要对其加工工艺进行研究,使其满足易加工、易装配、结实耐用及美观等性能要求。后窗台装饰板表皮包裹工艺能够解决冲切后产品外观品质下降的问题,对于结构复杂、对外观造型要求高的后窗台装饰板较为实用。
猜你喜欢
黑龙江交通科技(2021年10期)2021-11-01 00:43:50
好孩子画报(2021年3期)2021-04-02 15:13:42
石油沥青(2019年3期)2019-07-16 08:48:20
音乐教育与创作(2019年8期)2019-05-16 04:06:24
文艺生活·中旬刊(2018年12期)2018-05-29 07:58:16
国际木业(2016年8期)2017-01-15 13:55:21
国际木业(2016年12期)2016-12-21 03:13:28
腐植酸(2016年1期)2016-12-16 08:28:50
国际木业(2016年3期)2016-12-01 05:04:51
国际木业(2016年1期)2016-12-01 05:04:09
