INCOLOY800HT铁镍基合金的焊接性能和焊接工艺研究
2019-04-24 06:16:40刘青山靳华锋
石油化工技术与经济 2019年6期
刘青山 靳华锋
(北京燕华工程建设有限公司,北京102502)
上海赛科石油化工有限责任公650 kt/a苯乙烯装置第一反应器需更换静态混合元件,由于反应器静态混合元件处在设备内特殊位置,必须通过切割5道切口来达到更换静态混合元件的目的,切割线部位材料为INCOLOY800HT,现场更换静态元件后再按顺序组对、焊接各切割线。INCOLOY800HT(以下简称800HT)材料在INCOLOY800和INCOLOY800H的基础上改良而成,在超高温下具有更好的抗蠕变性能和持久性能。由于800HT合金成分比较高,焊接过程中易出现热裂纹和再热裂纹,造成焊接缺陷。因焊接热循环的作用,易发生碳化物和脆性相的析出,导致晶间腐蚀和接头脆化,影响焊接接头组织性能。施工中通过对坡口设计、焊接材料、焊接工艺参数、热处理工艺参数的选择,成功地消除了800HT焊后热裂纹和再热裂纹的焊接缺陷,避免了二次硬化相的产生,保证了焊接质量。
1 800HT材料的特性及焊接性能分析
800HT主要提高了碳的质量分数(0.06%~0.10%),同时控制铝和硅的质量分数之和在0.85%~1.20%,并通过适当的热处理以获得5级或更粗的晶粒度,以此来达到并维持较高的抗蠕变性能、持久性能和耐氧化性能。
由于合金成分较高,加工难度增大,且材料的冶炼纯净度要求较高,对S、P、Al、Si的含量有较严苛的限制,其化学成分见表1。因S、P、Al、Si容易与Ni、Fe等形成低熔点化合物,导致焊接裂纹和结晶裂纹,力学性能见表2。

表1 INCOLOY800HT钢的化学成分 %

表2 INCOLOY800HT钢的力学性能
经过焊接热循环作用,铁镍基合金的热影响区组织发生变化,碳化物和和脆性相析出,导致晶间腐蚀和接头脆化。因此,焊接该类合金时,应避免焊接区在高温停留时间过长。
热加工的温度区间很窄,如果加工温度低,变形残余应力会在高温工况下释放,并伴随再结晶,在承压下会导致失稳,同时影响材料的高温蠕变性能和持久性能,使材料性能下降。若温度太高会伴随二次硬化相(σ脆性相和475 ℃脆性相)的产生,从而使材料综合机械性能、焊接性能、耐腐蚀性能下降。
800HT材料的焊接要求是比较高的,由于其合金成分比较高,容易出现热裂纹(结晶裂纹)和再热裂纹,因此要采用小线量(小于10 kJ)、无摆动快速焊接、多层焊的焊接参数,且应严格控制层间温度。除此之外,还应采用含钴焊条,以保证焊缝金属的高温性能。同时,还要充分清除焊接坡口异物,严格烘干焊条制度,控制焊接环境的湿度、风速,焊缝余高打磨平等。
2 焊接方法及焊接工艺选择
2.1 焊接方法选择
钨极氩弧焊较小的焊接热输入和弧长较短,可以在焊缝背后冲氩气保护,几乎适合任何铁镍基合金的焊接。焊条电弧焊主要用于固溶强化型铁镍基合金的焊接,焊条药皮类型为碱性,由于液态金属的流动性差,为防止未融合和气孔等缺陷,焊接时焊条适当摆动。
经分析,本次改造项目INCOLOY800HT材料的焊接采用钨极氩弧焊打底﹑焊条填充盖面的方法。
2.2 焊接材料选择
为保证各项性能与母材相当,焊接材料与母材的化学成分应尽量相近,焊条选用ENiCrCoMo-1,焊丝选用ERNiCrCoMo-1,这种焊材是Inco公司专门为INCOLOY800HT配套开发的,以保证焊缝同母材相同的高温性能,焊接材料选用见表3。

表3 焊接材料选用
2.3 坡口形式选择
由于INCOLOY800HT为镍基材料,母材及其匹配的焊接材料含镍量更高,具有更低的热导率和高的膨胀系数,熔融金属具有黏滞性,熔池金属流动性更差,出现夹渣和气孔的几率更大,为此在设计时采用了更大的坡口角度,以抵消材料的收缩。
切割线材料为INCOLOY800HT,按坡口选择图(见图1)对各部件进行坡口加工。坡口加工采用等离子和砂轮切割,加工后应进行外观检查,其表面不得有裂纹、分层、夹渣等缺陷。
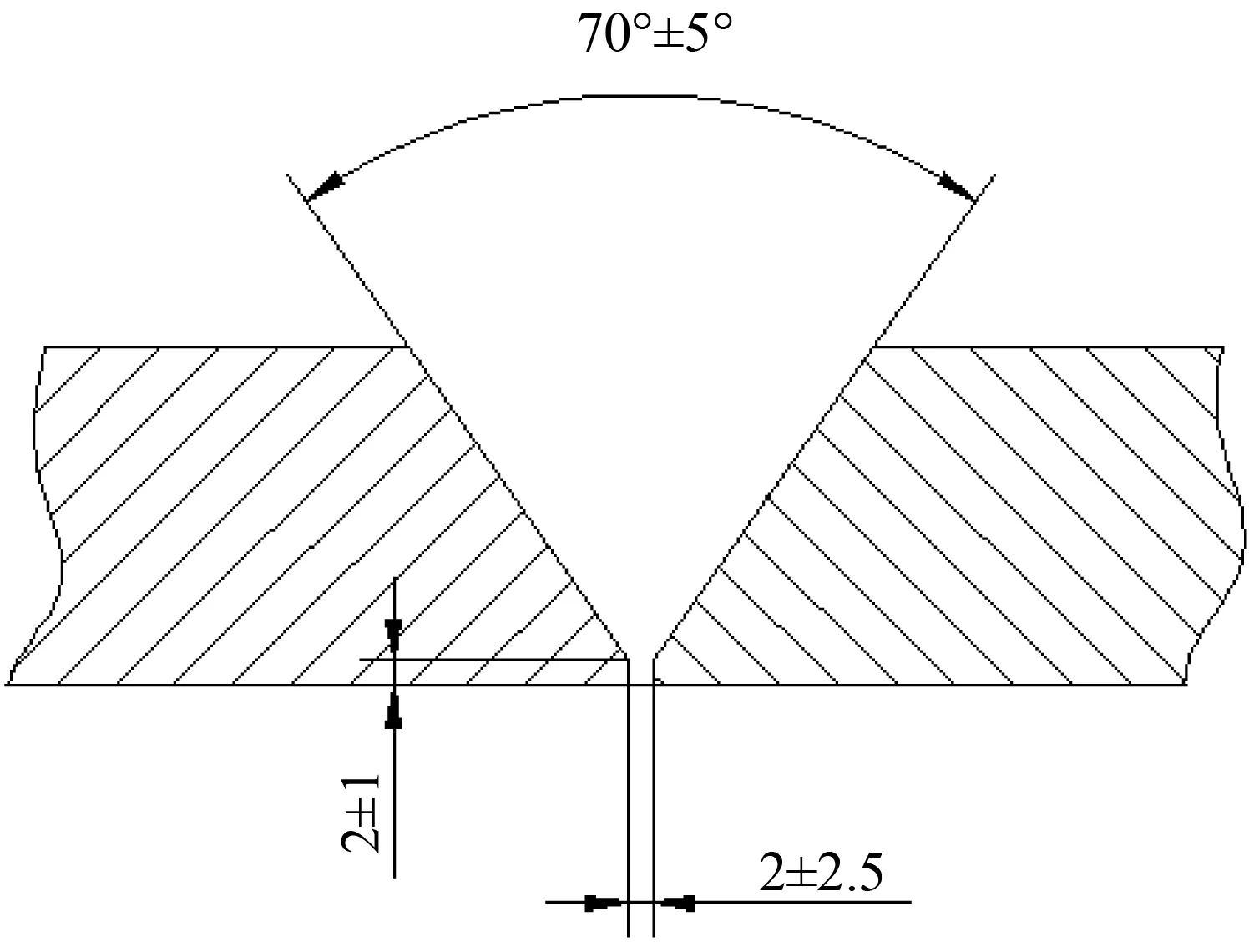
图1 切割线焊缝坡口
2.4 焊接工艺参数选择
在焊前对材料进行充分烘焙,清除工件上的水分,减少气孔的存在,在焊道的安排中采用窄焊道、多道焊,焊接时尽量减少接头的约束,限制焊条的摆动,减少夹渣的存在,为了防止热裂纹的产生,应在规定的低热量输入下进行,选用小的电流和线能量进行焊接(焊接工艺参数见表4),控制层间温度,熄弧时弧坑填满。

表4 焊接工艺参数
2.5 接头力学性能试验
对焊件进行力学性能试验(拉伸试验和弯曲试验),INCOLOY800HT的常温力学性能:Rm≥450 MPa,试验数据均符合标准的要求(力学性能试验数据见表5)。为全面考核焊接接头横向变形能力,根据规范要求进行4个侧弯试样,结果见表6。除个别试样出现容许的缺陷外,大部分试样受拉面为完好状态,结果均在合格范围内。

表5 焊缝拉伸试验结果
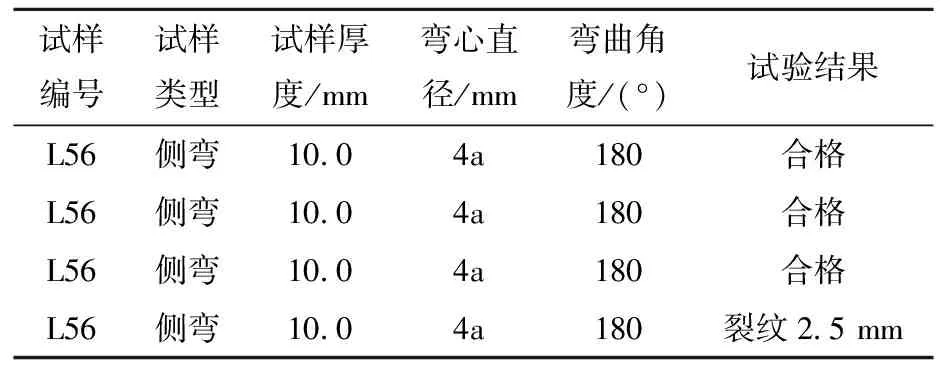
表6 焊缝弯曲试验结果
对材料进行高温拉伸试验,数据见表7。
按照规定焊接试件﹑检验试样﹑测定性能﹑确认试验记录正确,结论为合格。
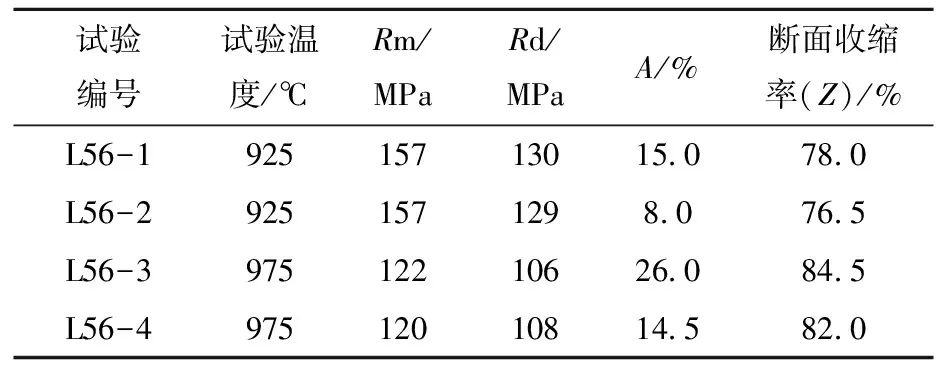
表7 焊缝高温拉伸试验结果
3 现场焊接及热处理工艺控制
3.1 焊接过程控制
采用钨极氩弧焊打底的根层焊缝检查后,应及时进行次层焊缝的焊接,以防产生裂纹。多层多道焊缝焊接时,应逐层进行检查,经自检合格后,方可焊接次层,直至焊完。发现焊接缺陷时应及时清除后重焊。高铬镍合金熔池黏稠不易流动,电弧焊时应采取小幅摆动措施。坡口两侧应短暂停留,防止出现咬边缺陷,每道焊口都尽量一次性焊完。层间温度控制在40~80 ℃。
3.2 焊缝外观检查及无损检测
焊缝边缘应该圆滑过渡到母材,余高不得大于2 mm,焊缝表面不允许有深度大于1 mm的尖锐凹槽,且不允许低于母材表面。焊缝表面不得有裂纹、气孔、咬边、未熔合、未焊透、夹渣等缺陷,焊缝外观检查合格及时进行无损检测,检查方法见表8。

表8 无损检测
3.3 热处理工艺控制
热处理参数需要进行严格控制。如果热处理不当,会导致材料性能的下降。如果热处理温度偏低,或对经过变形加工后的材料不进行热处理,都会使材料达不到应有的晶粒度和稳定的组织,从而使材料的高温蠕变性能和持久性能下降;而如果温度偏高,则会使材料的铁素体含量增加,并析出σ脆性相和475 ℃脆性相,使得材料性能下降。
800HT材料会表现出应力松弛开裂敏感性,焊接加工会提高这种敏感性,当设计温度高于538 ℃时应对受压焊缝进行最低885 ℃的焊后热处理以去除应力松弛开裂敏感性。
对检测合格后的焊缝进行焊后稳定化热处理,热处理的工艺参数如下:
升温速度:500 ℃以下,≤150 K/h;500~850 ℃,≤100 K/h;850 ℃(30 min),0 K/h;850~910 ℃,≤50 K/h
恒温温度:899 ℃
恒温时间:2 h
加热采用耐高温的特殊材质电阻丝,每道管口的功率布置为160 kW,在焊缝区域设定4个分区(上、下各1点、水平2点)进行控制,左右两边各设定一个辅助升温区。管道外侧用硅酸铝保温材料包裹,保温厚度为150 mm。
4 结语
800HT材料焊接应在精心策划和严格质量控制的指导下施工,在深刻分析INCOLOY800HT焊接性特点的基础上,制定合理的焊接工艺及热处理工艺,成功地克服了800HT易出现热裂纹和再热裂纹的焊接缺陷,并在工程中调整优化,最终获得了优良的焊接质量。焊缝的无损检测合格率和力学性能试验指标均优过设计指标,经过苯乙烯装置的投产考核,改造后的反应器运行正常,投产后产量完全达到设计负荷运行至今。
猜你喜欢
中国金属通报(2022年1期)2022-06-02 02:09:56
军民两用技术与产品(2021年8期)2021-11-24 01:09:34
锻压装备与制造技术(2021年2期)2021-07-19 08:51:14
模具制造(2019年10期)2020-01-06 09:13:08
焊接(2016年10期)2016-02-27 13:05:34
焊接(2016年8期)2016-02-27 13:05:11
焊接(2016年2期)2016-02-27 13:01:20
大型铸锻件(2015年4期)2016-01-12 06:35:27
山东冶金(2015年5期)2015-12-10 03:27:41
应用科技(2015年5期)2015-12-09 07:10:09