
利用大数据计算产品在工序中搬送距离的方法
2019-04-22 06:52刘电波
海峡科技与产业 2019年8期
刘电波

摘要:在液晶面板及半导体等制造、加工过程中需要持续监控搬送距离的可优化性,减少搬送距离,节省动力用力;持续监控动态搬送路径,及时发现路径设置的不合理之处,优化搬送路径,提高搬送效率;应对工厂对产品在STK内暂存时间履历调查的需求。本文介绍了计算产品在工序间搬送距离的一种方法,为工厂提供批次产品搬送数据,方便优化搬送路径,节省用力。
关键词:OIC;液晶面板;半导体;晶圆
中图分类号:TP39 文献标识码:A
在液晶面板及半导体等制造、加工过程中,因为从素玻璃或硅片投入到液晶面板或晶圆的做成,这中间需要许多制程的支持,每一道制程有多台设备分布在不同位置且可能跨区块需要搬送系统连接,每个工厂规划搬送路径不可能唯一。持续搬送距离的监控可优化减少搬送距离,节省动力用力。持续进行动态搬送路径监控可及时发现路径设置的不合理之处,优化搬送路径,提高搬送效率。为了厘清问题根源,工程同时经常会调查产品在STK储位内一段时间内的履历,此技术也提供了快速应对方案[1]。
1 本方法提出的背景及提出前统计方法
随着工厂的持续运营会面临减能源增效率的问题。目前,搬送距离是由人力统计、计算,目前的情况是4~6人需要耗时1~2天才能完成一批数据,动态路径监控只能通过人力根据搬送路径一步步计算确认,如要持续进行计算会额外增加人力及工时,且人为介入数据会存在很大不确定性。
2 本方法的实现方式
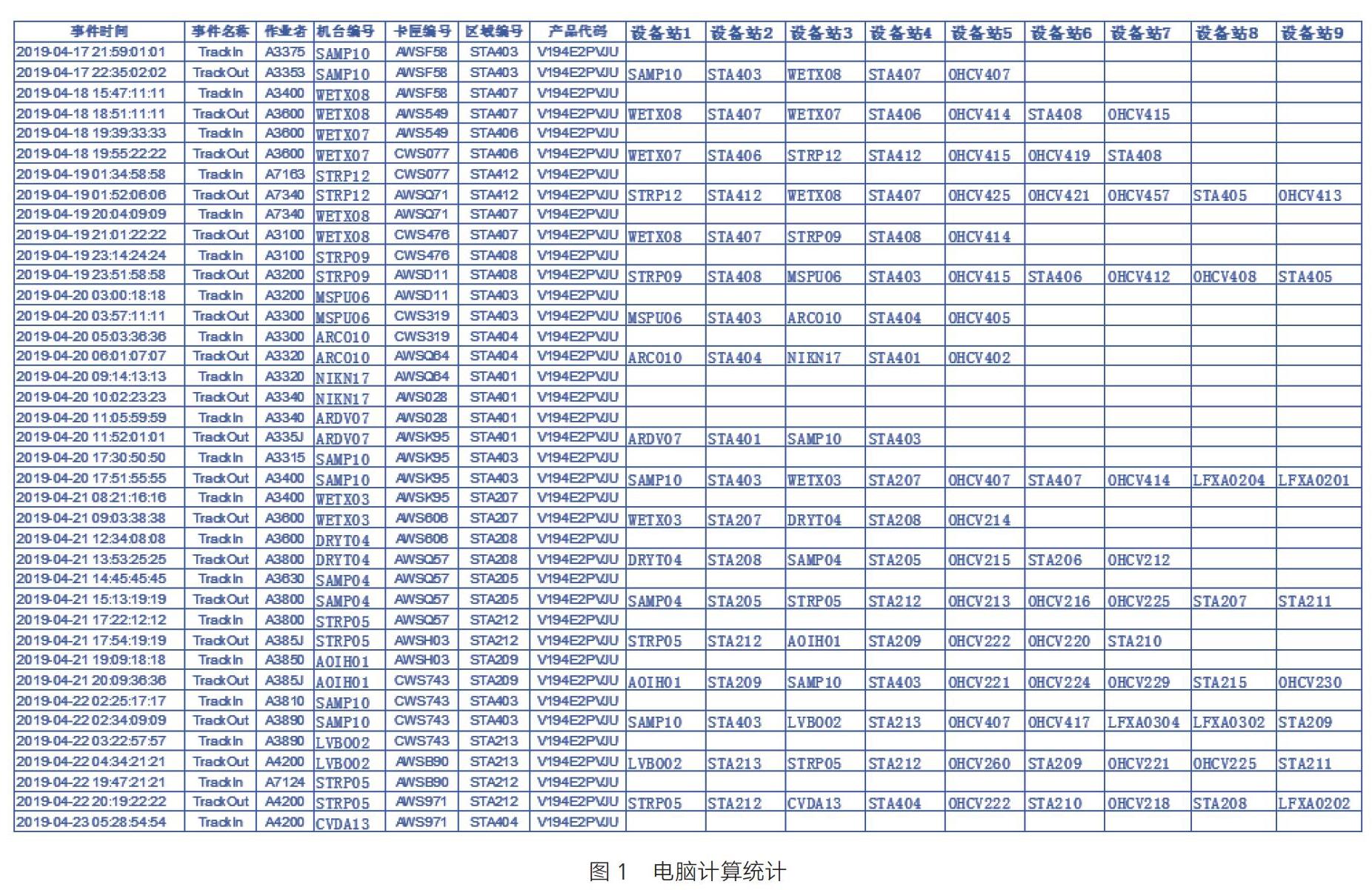
为了解决这个问题,我们在不增加成本的情况下对软件进行新功能开发,让电脑去完成这些计算,不需新增相关人力,软件新功能内部开发基本不需成本(图1)。
(1)统计厂区所有设备,制作Excel版本LAYOUT并统计各单元(含STK、EQ、OHCV、LIFTER等)间的距离。
(2)打开Excel软件开启VBA编程功能。按要求收集OIC系统的搬送大命令数据,将收集的数据通过VBA编程分析筛选出有用数据。
(3)打开的Excel软件根据要求收集MCS小命令搬送路径,并通过VBA编程筛选出实际搬送站点。
(4)通过Excel软件的VBA编程功能,根据站点计算出搬送路径距离同时生成每步动态搬送路径。这样大大地节省了人力及工作量。
(5)VBA自动生成产品生产过程搬送距离。
3 本方法的创新点
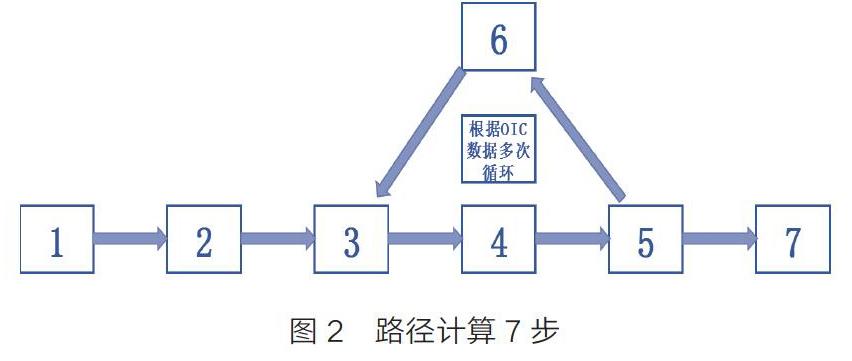
以前实现功能是手动确认方式,效率低下,费时费力;每次根据OIC搬送路径计算搬送站点和距离通过7步,特别第6步需重复多次,每步站点都是人力筛选+计算。本方法使用综合自动数据筛选法,无论是以Source端还是Destination端为主,每次根据OIC路径计算搬送站点和距离不需人为每步计算,通过整合OIC和MCS系统编写VBA控制程序可自动实现首末EQ筛选、每步路径筛选、卡匣筛选、时间筛选、距离计算等,一键完成[2-3](图2)。
目前MCS与MES分属不同系统,双方搬送命令记录到的数据时间点可能会有延时,本系统全程用VBA程序筛选计算不允许有误差,故如果遇到跨小时、日、天时就会导致双方时间不匹配,影响查询,导致匹配时会漏掉数据。针对此现象本方法创新性在VBA编程时使用多路可能路径查找的方法(图3)。
以前只能通过MCS layout界面实时监控当前卡匣搬送路径,处于调查的需要要回溯前期的卡匣路径(含制程调查基板在STK内存储位置),只能看Excel里搬送履历。一条MES下达的命令由许多MCS小命令组成,路径也有多种可能,很不直观。非本专业人员看不懂。新路径回溯实现方法如下。
制作LAYOUT图,将搬送路径表现在LAYOUT上,制作上下命令翻动按钮,直观可以看到每步骤搬送路径。
4 預期效果
本方法可以一键实现搬送距离计算和动态搬送履历的回溯,相比较目前路径计算方式节省大量人力、工时,又因全部是软件系统计算数据消除不同人为计算的误差,准确率大为提高。直接将搬送距离的统计计算工作由人工交给软件来执行,大大提高了计算的效率,降低不同员工间统计数据误差,使经常性搬送路径计算成为可能,为用力COST DOWN提供依据,为优化搬送逻辑提供依据[4-6]。
5 结语
当然,实现本方案功能的方法不止一种,相信本方案也不是最优的,只要能节省劳动力,能提高工作效率的方法都是可取的。随着工厂的持续运营会面临着减能源增效率的问题,工厂为了可持续健康发展会对技术和效率方面提出越来越高的要求。
参考文献
[1] 谢鹤鹏.液晶面板制造企业供应商分类与选择研究[D].哈尔滨:东北农业大学,2018.
[2] 刘铁磊,刘志昂,高志刚,等.液晶显示面板质量改善试验方法探讨(一)[J].电子世界,2019,41(14):28-29,32.
[3] 窦义坤,方芳,江昌俊.液晶面板生产设备的故障诊断研究[J].设备管理与维修,2019,40(10):185-187.
[4] 李晓超.液晶面板检测设备的控制系统设计[J].科技经济导刊,2018,4(16):11,46.
[5] 蓝色.液晶面板,你所不知道的另一面[J].个人电脑,2014,21(12):100-102.
[6] 陈蔚,张雯旭,冯举,等.具有管控液晶面板设备工艺参数的制造执行系统的技术研究[J].液晶与显示,2016,31(12):1118-1123.
猜你喜欢
科学与信息化(2023年1期)2023-01-31
现代制造技术与装备(2022年5期)2022-07-22
环球时报(2021-07-16)2021-07-16
制冷(2019年2期)2019-12-09
电子工业专用设备(2018年4期)2018-08-17
电子制作(2016年15期)2017-01-15
通信电源技术(2016年5期)2016-03-22
中国惯性技术学报(2015年1期)2015-12-19
电子工业专用设备(2015年4期)2015-05-26
长江大学学报(自科版)(2014年4期)2014-03-20
