
EPR核电站主管道的超声相控阵检测
2019-04-19 03:01,,,,
无损检测 2019年4期
, ,,,
(中广核检测技术有限公司,苏州 215021)
EPR机组是我国引进并改进的第三代压水堆核电机组,其主管道的主要功能是输送含有放射性物质的水介质和保持压力边界的完整性,是连接主回路系统的重要管道,属于核电站主一回路系统。机组服役期间需在高温高压、腐蚀、辐照等复杂工况下运行40~60 a,主管道的奥氏体不锈钢焊缝及其热影响区容易出现晶间腐蚀、疲劳裂纹、冲蚀等缺陷,所以在役前和在役过程中需要对其进行严格的无损检测。EPR机组主回路系统由对称布置的4个环路组成,每个环路有11道金属环焊缝,如图1所示(图中以代号标注焊缝名称和位置)。
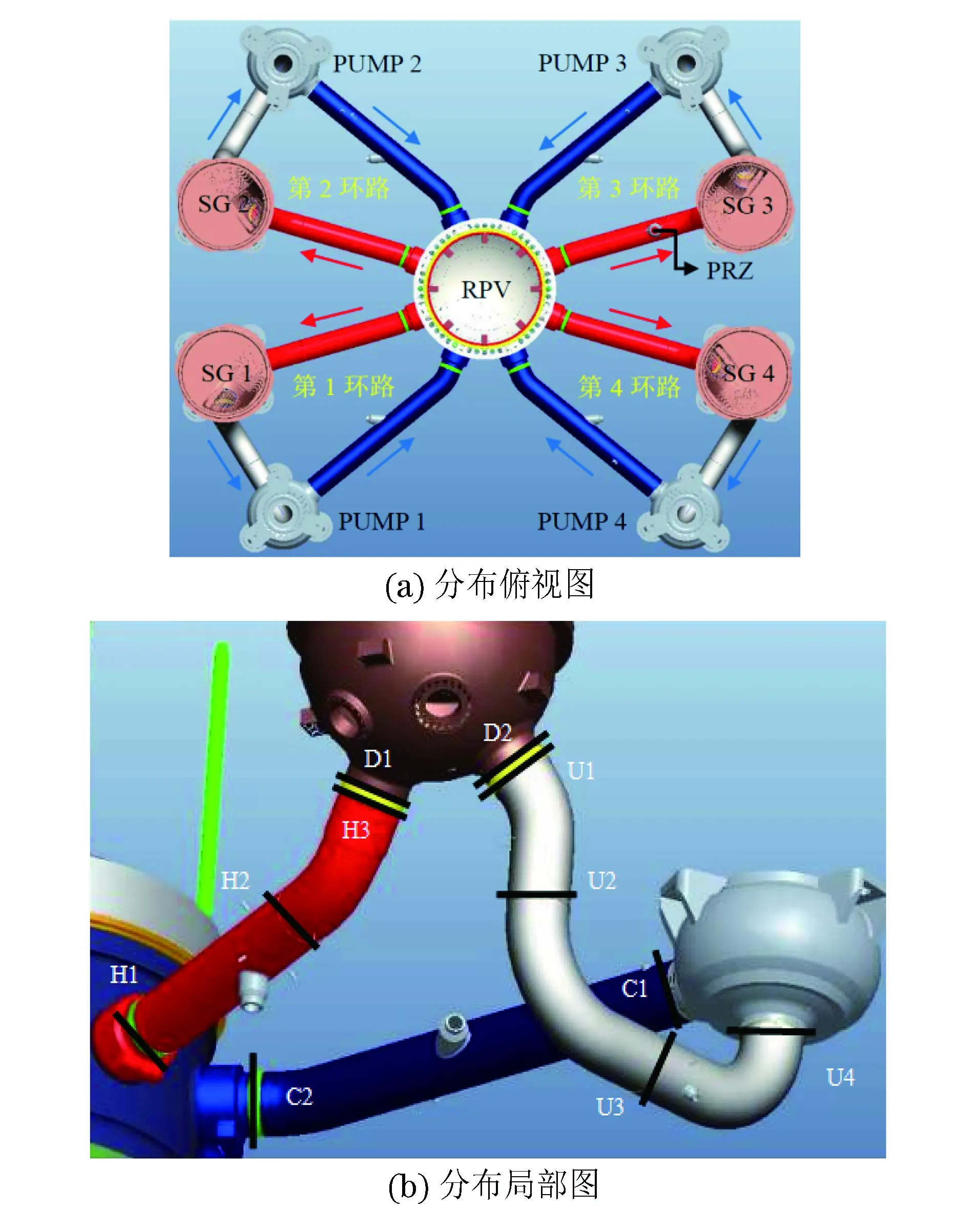
图1 主管道分布图
美国压力容器研究委员会(PVRC)于1974年与欧洲共同体委员会(CEC)合作,开展了“钢制件检验计划的研究课题(PISC)”,到1993年底已延续了20 a,钢制件检验计划的研究结果证明:超声检测对厚焊缝中裂纹的检出率明显地高于射线检测的检出率,因此确立了核电站主管道的在役超声检测机制。相比于CPR1000机组,EPR机组主管道的制造方式由铸造变锻造,检测方式也由射线检测改为超声检测。并且,EPR机组的役前检测大纲和在役检测大纲要求对主管道环焊缝及其附近母材区域进行全壁厚超声波检测。
奥氏体不锈钢焊缝具有粗大柱状晶组织和各向异性等特点,会引起超声波的严重衰减、信噪比显著下降、声束弯曲等,从而造成缺陷定位不准确等问题[1],故需要有针对性地设计超声检测工艺,以保证显示信号定位的可重复性和准确性。相比常规超声,超声相控阵检测技术的声束灵活可控,可在不改变探头布置的前提下对检测对象进行多角度、多方位和多点聚焦地扫查,并可将信号显示为直观的图像,一次扫查覆盖范围更广,从而能降低缺陷的漏检率[2],提高检测可靠性和检测效率,已被广泛应用于复杂结构部件的检测中。笔者从超声相控阵检测技术出发,利用专业仿真软件和含有自然缺陷的主管道奥氏体不锈钢管道环焊缝试块,开展第三代核电站主管道相控阵检测技术的研究工作。
1 检测对象
主管道母材采用奥氏体超低碳不锈钢,采用锻造方法制成,具有大壁厚和大管径的特点;焊缝采用窄间隙焊接技术,焊缝坡口尺寸示意如图2所示[3]。选择ER316L核级焊材(金相组织为奥氏体+铁素体双相组织),其在固溶处理后能得到单一的奥氏体组织。基体金属、填充金属、规格尺寸等参数见表1。依据RCC-M 2007《压水堆核岛机械设备设计和建造规则》和RSE-M 2010《在役检测规则的机械零部件压水堆核岛》规范要求,EPR三代机组主管道奥氏体不锈钢管道环焊缝的超声检测范围为焊缝及焊缝两侧10 mm母材热影响区的全壁厚区域。

部件位置基体金属内径/mm厚度/mm对应焊缝位置主管道母材X2CrNi19.1078097,90,76U2,U3,H2RPV进出口安全端Z2CND18-12N278076C2,H1SG进出口安全端Z2CND18-12N278097D1,D2,U1,H3主泵进出口管嘴Z3CN20.09M78091.5C1,U4
2 工艺仿真
根据主管道焊缝坡口形式,充分考虑母材和焊缝材料的声学特性(声束衰减、晶粒大小和各向异性等),利用焊缝树突状结构的连续变量模型来模拟焊缝中不同取向的柱状晶体对声束造成的偏转和衰减,建立了主管道奥氏体不锈钢对接环焊缝的仿真模型,超声波束在通过奥氏体不锈钢焊缝模型时发生的不规则偏转如图3所示。
由于奥氏体不锈钢焊缝组织多为粗大柱状晶体,具有各向异性,超声波传播时会在晶界发生散射以及波型转换,引起声波衰减、信噪比和灵敏度降低,而造成显示定位不准。针对主管道粗晶材料的特点,为增加特定检测区域的检测灵敏度,将被检焊缝区域分为近外表面区域、中部和内表面区域3部分,检测时分区域覆盖被检焊缝,相邻两区域有部分重叠[4]。相应的声场仿真也分为上、中、下三层,覆盖特定的检测区域,并有部分重叠。笔者设计了两种分别用于焊缝中纵向和横向缺陷检测的双晶面阵相控阵探头(探头参数见表2),具体如下所述。
(1) 相控阵探头1.5M32×2,用于主管道环焊缝的纵向缺陷检测和定量,通过设置相控阵聚焦法则,同时实现3种电子线性扫查:60°FS20纵波(FS20表示声程聚焦模式,聚焦在声程20 mm处,以下类推)、45°FS40纵波、45°FS90纵波;
(2) 相控阵探头1.5M12×5,用于主管道环焊缝的横向缺陷检测和定量,通过设置相控阵聚焦法则,同时实现3种特定声束扫查:60°FS20纵波、45°FS40纵波、37°FS90纵波。

表2 相控阵探头参数
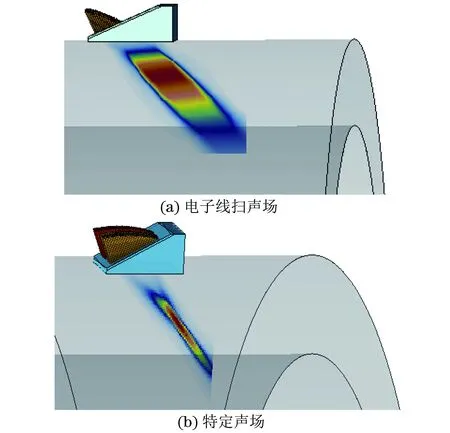
图4 相控阵探头声场仿真示意
相控阵电子线性扫查和特定声束的声场仿真示意如图4所示,探头楔块均采用与主管道相匹配的曲面楔块。
通过仿真软件对设计的两种相控阵探头的声场进行仿真,仿真结果见表3。结果表明:所选择的相控阵探头声束能量集中,每个单独-6 dB声场重叠后能有效覆盖全壁厚的检测范围,并且每层聚焦区域有一定的重叠。
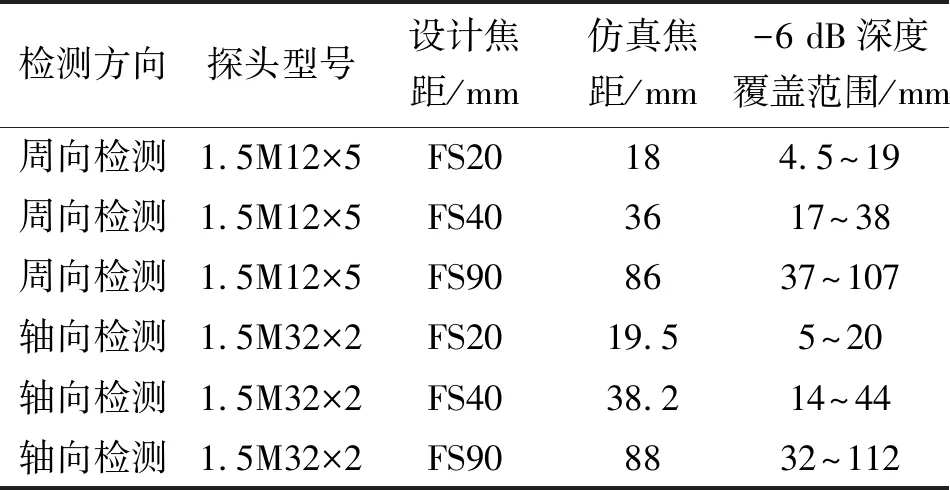
表3 声场仿真结果
3 相控阵检测试验
采用自主研发的主管道自动超声扫查器(见图5)进行自动化超声检测,扫查器由快速安装轨道、周向运动模块、轴向运动模块、探头盘、耦合供水系统等多个部分组成。主管道自动超声扫查器包括2个运动自由度:周向旋转运动和轴向直线运动。其中,周向旋转运动的定位精度和重复定位精度可达到±1°和±0.5°;轴向直线运动的定位精度和重复定位精度均可达到±5 mm。其能够稳定高效地完成超声探头轨迹运动的需要,并且能适应垂直、水平和倾斜管道的检测。扫查器带有快速锁紧结构,便于安装和拆卸,两轴最快扫查速度可达到80 mm·s-1,能够有效地缩短检测所需时间。

图5 自动超声扫查器结构示意
采用该扫查器自动化检测时,相控阵探头从主管道外侧沿周向进行栅格扫查,周向x方向(平行于焊缝方向)扫查,轴向y方向(垂直于焊缝方向)步进。其中相控阵探头1.5M12×5(检测横向缺陷)声束方向平行于焊缝,相控阵探头1.5M32×2(检测纵向缺陷)声束方向垂直于焊缝,可节省大量扫查时间,扫查示意见图6。

图6 扫查器对缺陷的扫查示意
检测试块按照EPR三代核电站主管道奥氏体不锈钢窄间隙环焊缝的焊接工艺加工制成,与真实主管道环焊缝为1∶1大小。按照ASME BPVC《锅炉及压力容器》规范第Ⅺ卷强制性附录Ⅷ要求,笔者单位委托国外某公司在该奥氏体不锈钢管道焊缝超声检测试块中加工了不同深度和方向的自然缺陷。该试块的设计缺陷应为机械疲劳裂纹、穿晶应力腐蚀裂纹或热疲劳裂纹,至少75%的裂纹应为穿晶裂纹或热疲劳裂纹;试块中至少1/3的缺陷的深度为5%~30%管道公称壁厚,至少1/3的缺陷的深度大于30%管道公称壁厚,且试块中至少有10个缺陷,如图7所示。

图7 检测试块实物与设计图
主管道奥氏体不锈钢对接环焊缝检测的记录标准均参照RSE-M 2010规范A4221.4节的要求,所有回波幅值大于或等于基准灵敏度(φ2 mm横孔)波幅的25%的显示都应记录,对超过记录阈值的信号进行长度测量和幅值记录,并逐一分析。缺陷定量采用噪声法进行长度测量,采用端点衍射法进行高度测量。部分缺陷定量分析结果如表4所示,轴向和周向缺陷的数据分析示意如图8,9所示。

表4 缺陷分析结果 mm
从检测结果可以看出,采用超声相控阵检测技术可有效检出主管道中不同埋藏深度的缺陷,能实现对主管道的全体积范围检测。根据ASME规范第XI卷强制附录Ⅷ-3120节的要求,采用式(1)对缺陷定量结果的均方根误差R进行了计算,结果如表5所示,可见检测结果满足规范要求,即缺陷长度测量均方根误差不大于19 mm,缺陷高度测量均方根误差不大于3.2 mm。
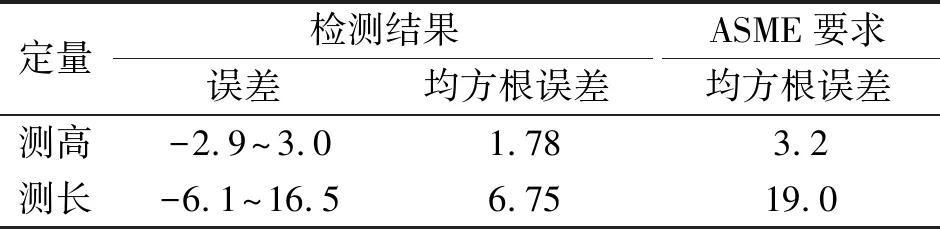
表5 缺陷定量结果的均方根误差 mm
式中:mi为缺陷测量尺寸;ti为缺陷真实尺寸;n为
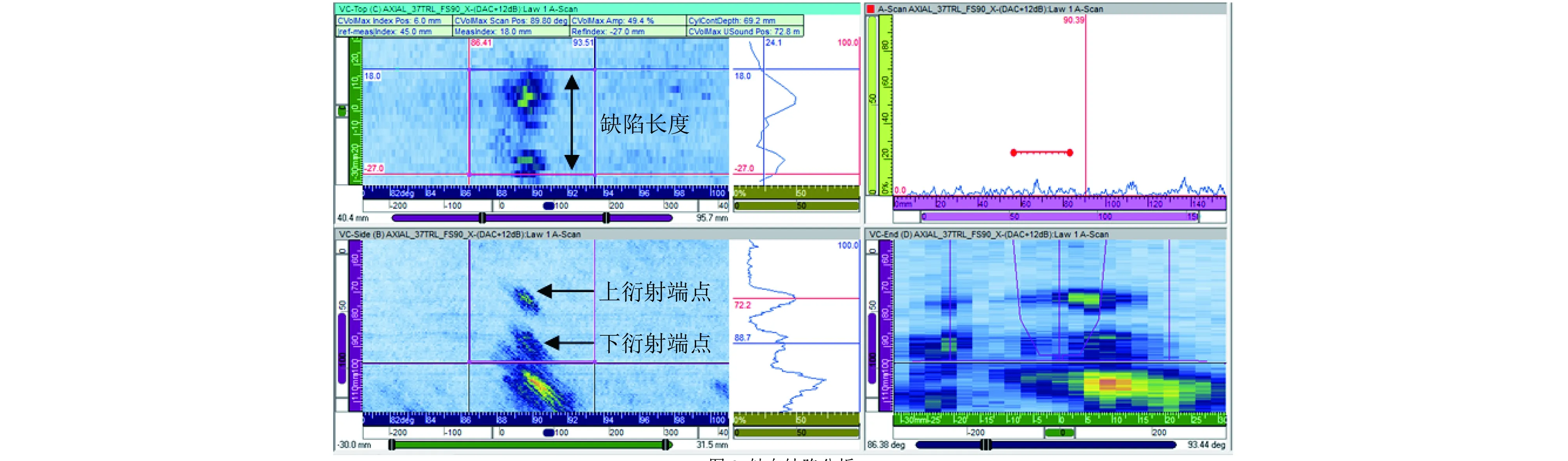
图8 轴向缺陷分析
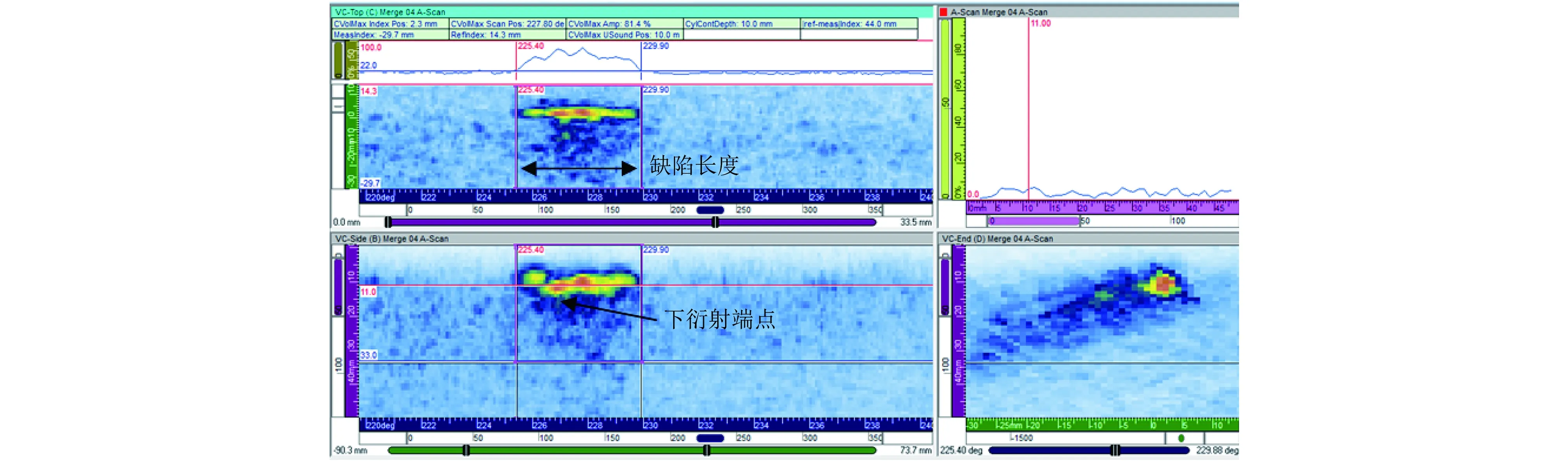
图9 周向缺陷分析
测量样本数。
4 结论
为了提高EPR三代压水堆机组主管道环焊缝超声检测的可靠性和检测效率,开展了主管道环焊缝超声相控阵检测技术的研究,针对奥氏体不锈钢焊缝晶粒粗大和各向异性的特点,针对性地开发了相控阵检测工艺。通过专业声学仿真建立了焊缝模型,设计了两种低频、纵波和大孔径的双晶相控阵探头,并采用分层聚焦的检测工艺来增加声束的穿透性、提高信噪比,从而提高检测灵敏度。声场仿真结果表明,所设计的检测工艺能有效覆盖全壁厚的检测范围。试块中真实缺陷的自动化检测结果表明:设计的超声相控阵检测工艺可以实现对主管道全壁厚的检测覆盖,具有使用探头数量少、无需做轴向扫查、检测定量可同时进行和检测高效等优势,同时缺陷定量结果满足ASME规范的要求。
猜你喜欢
医学概论(2022年9期)2022-07-02
科学技术创新(2022年1期)2022-02-19
湖南大学学报(自然科学版)(2021年12期)2021-12-30
兵工学报(2021年4期)2021-06-19
建材发展导向(2021年4期)2021-05-25
今日健康(2021年1期)2021-03-17
商品与质量(2021年1期)2021-01-22
建材发展导向(2020年24期)2021-01-13
科技视界(2020年19期)2020-07-30
家庭影院技术(2020年6期)2020-07-27
