
静电植绒制备高弹保暖絮片工艺探讨
2019-04-18 06:30:52
产业用纺织品 2019年2期
1. 武汉纺织大学纺织科学与工程学院, 湖北 武汉 430200;2. 军需工程技术研究所, 北京 100010
静电植绒作为一种纺织加工工艺,其利用高压电场使绒毛带上静电作往复运动并垂直植入涂有黏合剂的基材表面,以形成绒毛效果[1]。近年来,植绒工艺优化[2]、植绒绒毛[3-4]、植绒黏合剂[5]、植绒产品后整理[6]和植绒产品开发[7]等已有大量的研究,并已研发出具有阻燃、防污、吸声、隔热、保暖等多功能的静电植绒产品。
传统保暖材料通过增加纤维与纤维之间的空隙或增加材料厚度等方式,提高材料的保暖性及压缩回弹性[8]。新型保暖材料则使用高性能纤维,通过织物设计或新型复合等方法,提高材料的保暖性[9-10]。但基于保暖材料成型等因素,保暖材料的压缩回弹性会受到限制,因此需进一步优化保暖材料的结构,或开发出新型保暖材料[11]。静电植绒工艺制作保暖材料利用的是竖直绒毛能增加材料回弹性并提高材料内部空隙率。目前,国外已通过静电植绒技术将碳纤维垂直植入基材表面,制成了弹性热界面材料,其在具有高弹性的同时导热效果增强[12]。
本文将利用热熔膜和黏合剂,通过静电植绒技术,在2层基布(即保暖非织造布)中植入竖直的绒毛(即尼龙短纤维),形成2层基布之间固结直立绒毛的三明治结构的保暖材料(即高弹保暖絮片)。其中,绒毛起支撑作用,同时还能储层更多的静止空气,提高絮片的回弹性及保暖性。本文通过改变绒毛长度、植绒时间、植绒电压这3项工艺参数,制备不同的高弹保暖絮片试样,测试并分析试样的保暖性及压缩回弹性,研究绒毛长度、植绒时间、植绒电压对试样保温率及压缩弹性率的影响,探讨最佳工艺参数,以期为高弹保暖絮片的开发与研究提供基础数据与理论依据。
1 试验部分
1.1 原料与设备
试验原料:尼龙短纤维(绒毛)、保暖非织造布(基布)、聚丙烯酸酯黏合剂、TPU型热熔膜。
试验设备:XFD-180型静电植绒机、DHG-9030A型鼓风式烘箱、ASTMD6571-1压缩弹性测试装置、YG606F纺织品保暖测试仪。
1.2 试样制备
制备工艺流程:保暖非织造布→热压覆膜→涂覆黏合剂→静电植绒→烘燥→吸绒→非织造布复合→烘燥→卷绕→高弹保暖絮片。
制备时,通过改变静电植绒的绒毛长度(3、 5、 8、 10 mm)、植绒时间(2、 5、 8、 11 s)及植绒电压(50、 60、 70、 80、 90 kV),得到不同的高弹保暖絮片试样。
1.3 性能测试
高弹保暖絮片的外观影响着最终产品的外观,其内部绒毛的伸直状态影响着最终产品的回弹性和保暖性。本文采用目测法观察试样的整体外观及内部绒毛形态,选取试样用于测试和分析。
1.3.1 保暖性
保暖性的评价指标通常有保温率、热阻及克罗值等。本文采用保温率作为评价指标,测试参照GB/T 11048—2008《纺织品生理舒适性稳态条件下热阻和湿阻的测定》标准。
1.3.2 压缩回弹性
保暖材料在使用过程中会受到压力,因此压缩回弹性是其重要的一项性能指标[13]。本文以压缩弹性率作为评价指标,测试参照GB/T 24442.1—2009《纺织品压缩性能的测定第1部分:恒定法》标准。
2 结果与讨论
2.1 保暖性
2.1.1 绒毛长度和植绒时间对保暖性的影响
绒毛是丝束经切割或粉碎后通过电著处理得到的一定长度的纤维。绒毛的长径比对植绒产品的性能有较大影响。绒毛过长则易弯曲,过短则空气储存能力不足,产品的保暖性受影响;绒毛太粗则易与黏合剂黏结不牢,太细则影响产品的压缩回弹性。
测试并分析绒毛长度和植绒时间对高弹保暖絮片试样保暖性的影响发现,5种植绒电压下试样保温率的变化趋势呈现出一致的规律。故本文以50、 80 kV植绒电压为例,分析长度为3、 5、 8、 10 mm的绒毛分别植绒2、 5、 8、 11 s制得试样的保温率(图1和图2)。
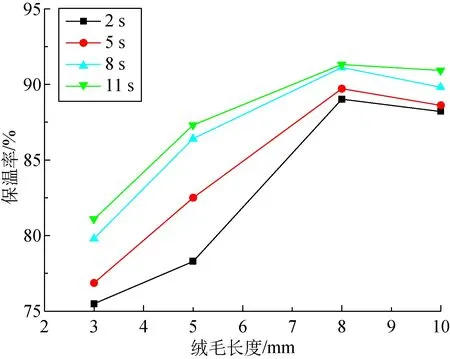
图1 绒毛长度和植绒时间对试样保温率的 影响(植绒电压为50 kV)
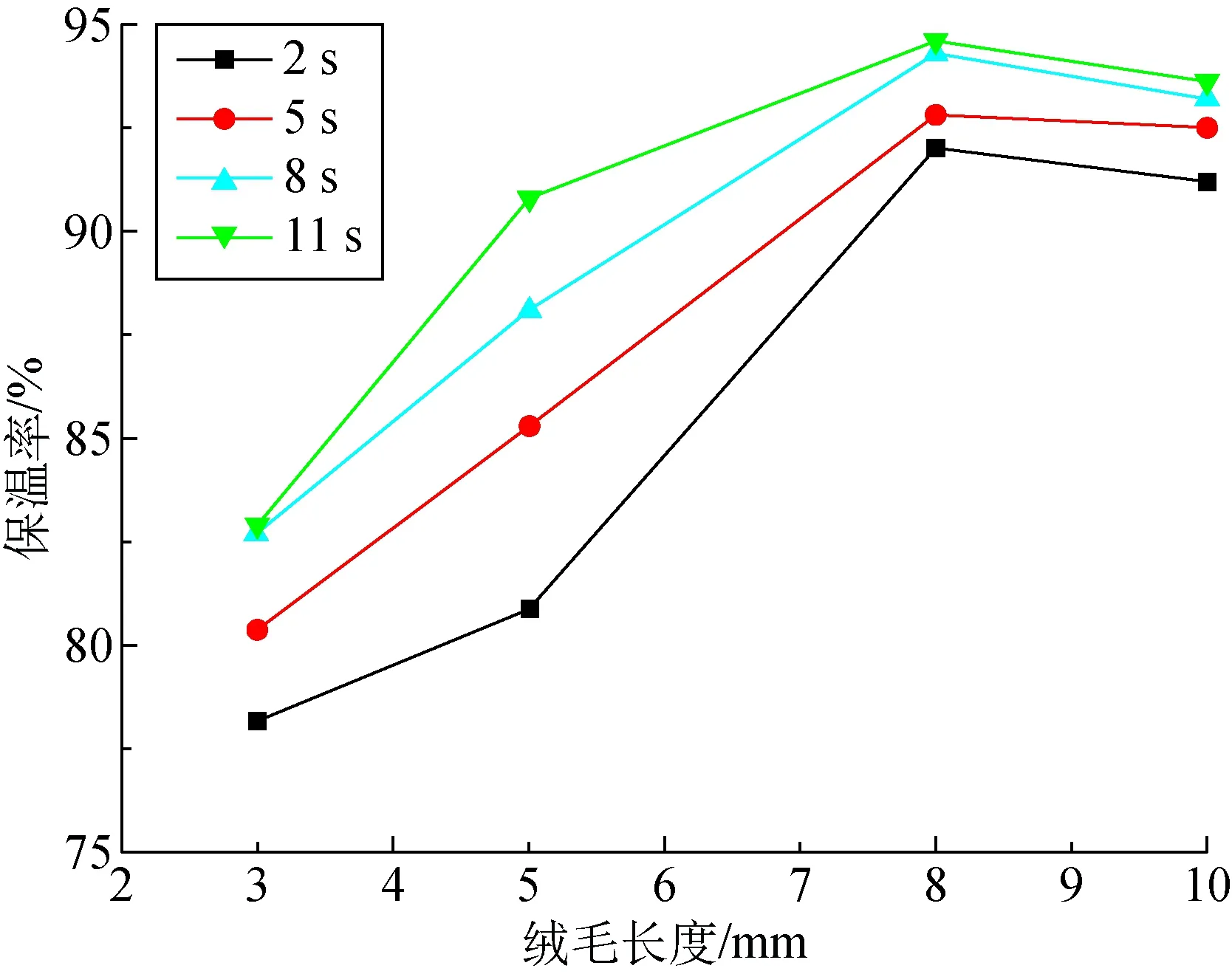
图2 绒毛长度和植绒时间对试样保温率的 影响(植绒电压为80 kV)
由图1和图2可以看出:
(1) 当植绒时间和植绒电压一定时,试样保温率随绒毛长度的增加呈先上升后下降的趋势,且都在绒毛长度为8 mm时保温率达到峰值。究其原因在于,绒毛长度较短时绒毛易完全伸直,随着绒毛长度的增加,试样内部绒毛层厚度及静止空气的储存量增加,保温率上升;当绒毛长度大于8 mm时,绒毛完全伸直的难度加大,保温率下降。因此,基于绒毛长度对保暖性能的影响,确定最佳绒毛长度为8 mm。
(2) 当绒毛长度和植绒电压一定时,试样保温率随植绒时间的增加而增加。具体为,当植绒时间较短时,保温率增加比较明显;当植绒时间较长时,保暖率增速下降。原因在于,当基布上的植绒密度达到饱和后,继续增加植绒时间只会增加浮绒,故随着植绒时间的增加,试样的保温率开始有相应的提高,但达到一定值后便增速放缓。因此,基于保暖率和植绒效率的考虑,确定最佳植绒时间为8 s。
2.1.2 植绒电压和植绒时间对保暖性的影响
植绒电压和植绒时间对绒毛在电场中的运动状态及绒毛最终的伸直状态影响很大。植绒电压过小则绒毛极化带电受到的电场力很小,绒毛不能完全伸直,产品保暖性受影响;植绒电压过大则会出现击穿等问题。故本文植绒电压控制在50~90 kV。植绒时间过短会导致植绒密度偏小,试样保暖性受影响;但植绒密度有最大值,植绒时间过长只会增加浮绒。
因绒毛较短的试样外观较为平整,且其内部绒毛的伸直状态易于观察,加之上文已得出绒毛长度为8 mm时试样保暖性最好,故本文选取长度为5和8 mm的绒毛制得的高弹保暖絮片试样,用于测试和分析植绒电压(50、 60、 70、 80、 90 kV)和植绒时间(2、 5、 8、 11 s)对试样保暖性的影响(图3和图4)。

图3 植绒电压和植绒时间对试样保温率的 影响(绒毛长度为5 mm)
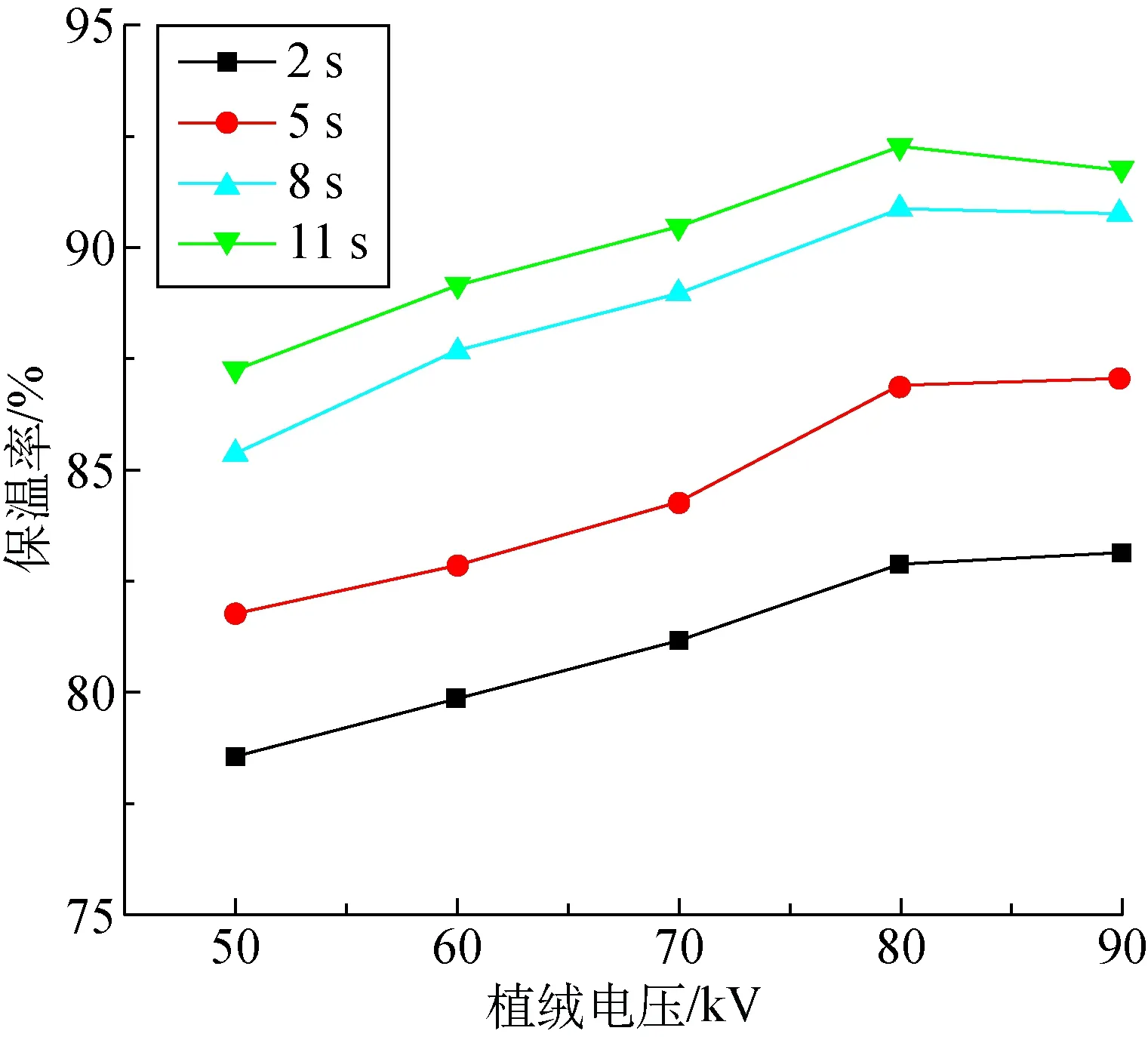
图4 植绒电压和植绒时间对试样保温率的 影响(绒毛长度为8 mm)
由图3和图4看出:
(1) 在植绒时间和绒毛长度一定时,植绒电压升高,则试样的保温率增加,且增势逐渐趋缓。其中,当植绒电压从50 kV增加到80 kV时,试样的保温率增势明显,这是因为植绒电压的增加使得绒毛更易伸直;当植绒电压超过80 kV时,试样的保温率基本无变化,这是因为此时绒毛已完全伸直,增大植绒电压对试样的保暖性无影响。因此,确定最佳植绒电压为80 kV。
(2) 在植绒电压和绒毛长度一定时,植绒时间增加,则试样的保温率增加,且增势逐渐放缓。这是由于植绒时间增加,基布上的植绒量增加,密集竖直的绒毛会阻止热量的散发,并在试样内部产生大量的间隙,试样保温性增加;但由于基布上的植绒量有限,其达到饱和后继续增加植绒时间只会增加浮绒,故保温率增速下降。故植绒时间应控制在有效植绒时间内。
2.2 压缩回弹性
2.2.1 绒毛长度和植绒时间对压缩回弹性的影响
测试并分析绒毛长度和植绒时间对高弹保暖絮片试样压缩回弹性的影响发现,5种植绒电压下试样压缩弹性率的变化趋势相同。故本文以50和80 kV的植绒电压为例,分析长度为3、 5、 8、 10 mm的绒毛分别植绒2、 5、 8、 11 s制得试样的压缩弹性率(图5和图6)。

图5 绒毛长度和植绒时间对试样压缩弹性率的 影响(植绒电压50 kV)

图6 绒毛长度和植绒时间对压缩弹性率的影响 (植绒电压80 kV)
由图5和图6可以明显看出:
(1) 在植绒时间和植绒电压一定时,当绒毛长度较短时,绒毛长度增加,试样的压缩弹性率随之增加。这是因为此时绒毛呈伸直状态,且两端分别固定在2层基布上,当试样受到重压时,内部绒毛的轴向受力产生弯曲形变,压缩回弹性增大。当绒毛长度大于8 mm时,部分试样的压缩弹性率开始下降,这是由于随着绒毛长度的继续增加,内部绒毛层厚度占试样总厚度的比例增大,部分绒毛没有完全伸直,导致试样压缩弹性率下降。因此,确定最佳绒毛长度为8 mm。
(2) 在绒毛长度和植绒电压一定时,植绒时间增加,试样的压缩弹性率提高。原因在于,植绒量开始随植绒时间的增加而增加,植绒量越多,则试样内部绒毛层的弹性回复速度越快,回复性能越好;当植绒量达到饱和时,植绒时间增加对试样压缩回弹性的影响效果减小。
2.2.2 植绒时间和植绒电压对压缩回弹性的影响
因绒毛长度为8 mm时,试样压缩弹性率出现峰值,又因绒毛长度为5 mm时,产品厚度适宜、外观平整,故本文以长度为5和8 mm的绒毛长度为例,分析植绒时间(2、 5、 8、 11 s)和植绒电压(50、 60、 70、 80、 90 kV)对试样压缩回弹性的影响(图7和图8)。
由图7和图8可以看出:
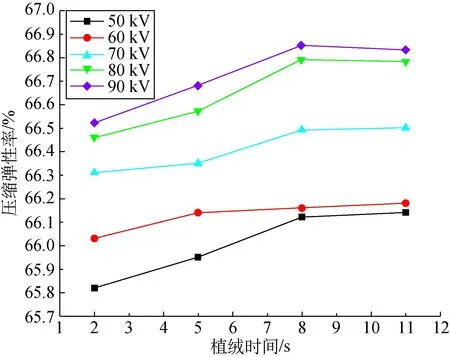
图7 植绒时间和植绒电压对试样压缩弹性率的 影响(绒毛长度5 mm)
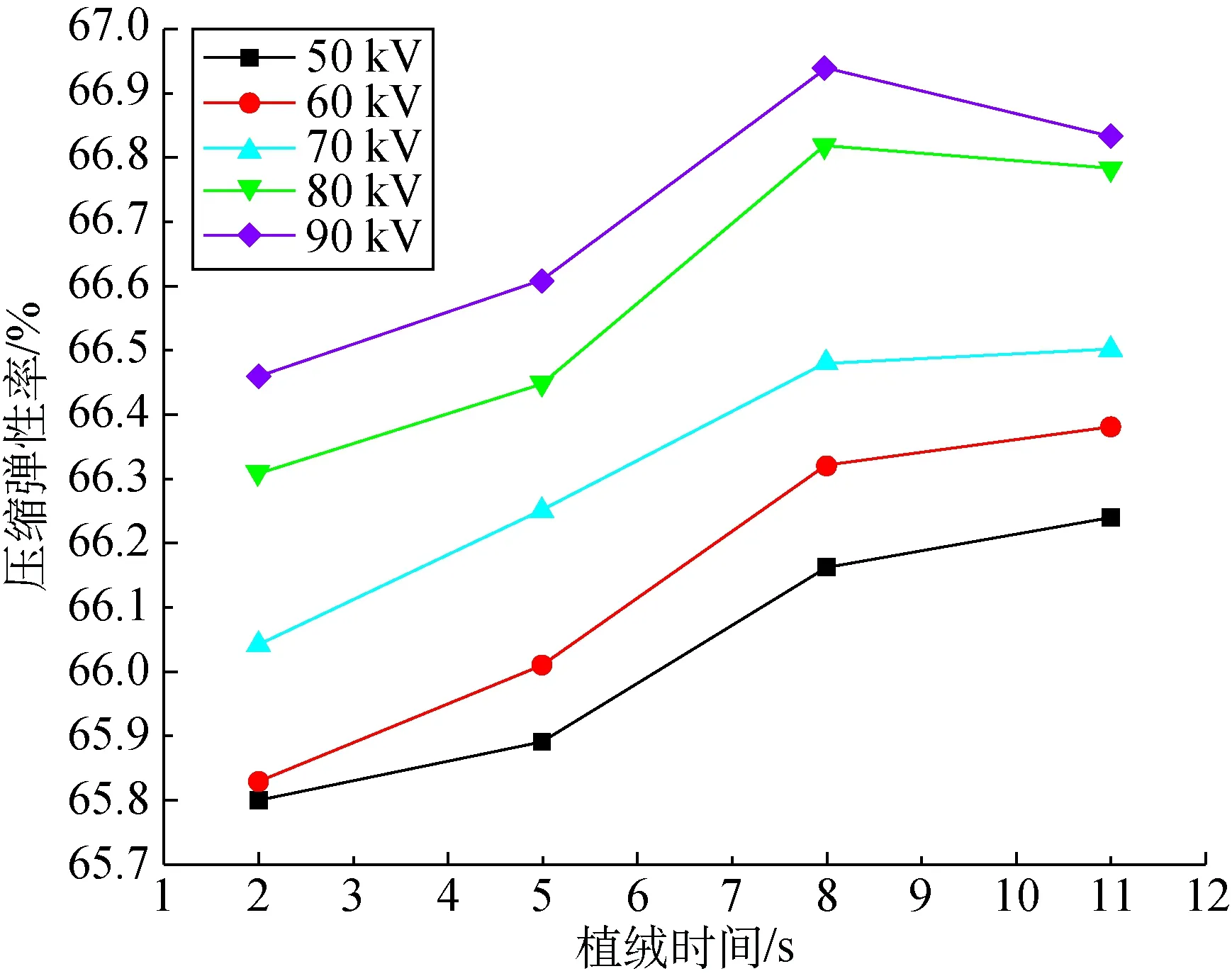
图8 植绒时间和植绒电压对试样压缩弹性率的 影响(绒毛长度8 mm)
(1) 在植绒电压和绒毛长度一定时,试样的压缩弹性率开始随植绒时间的增加而增加,但当植绒时间超过一定值时,压缩弹性率增幅趋于平缓或略有下降。原因在于,当植绒时间较短时,增加植绒时间则试样内部绒毛层的绒毛量增多,试样压缩弹性率上升;当植绒时间增至8 s时,植绒量趋于饱和,继续增加植绒时间不会产生有效的绒毛,甚至会对试样的压缩弹性率产生不良影响。因此,确定最佳植绒时间为8 s。
(2) 当植绒时间和绒毛长度一定时,植绒电压增大则试样压缩弹性率增大。这是由于植绒电压增大使绒毛更加伸直,这样试样在受到压缩力时会产生更大的回弹性,但当植绒电压过大时,试样压缩弹性率增幅变缓。因此,综合考虑经济成本及生产效率,确定最佳植绒电压为80 kV。
3 结论
基于静电植绒技术,本文提供了一种高弹保暖絮片的制备方法。通过在2层保暖非织造布之间固结竖直绒毛的办法,提高了高弹保暖絮片的保暖性和回弹性,解决了保暖材料压缩回弹性差的问题。对不同工艺条件下制得的高弹保暖絮片进行保暖性和压缩回弹性测试和分析,得到了制备高弹保暖絮片的最佳工艺参数:绒毛长度为8 mm,植绒时间为8 s,植绒电压为80 kV。
猜你喜欢
合成技术及应用(2023年4期)2024-01-10 09:20:28
橡塑技术与装备(2023年10期)2023-10-06 13:39:46
橡塑技术与装备(2023年8期)2023-08-15 11:48:10
橡塑技术与装备(2023年3期)2023-04-05 12:16:36
中成药(2018年10期)2018-10-26 03:41:06
纺织科学研究(2017年4期)2017-05-17 04:00:09
小资CHIC!ELEGANCE(2016年28期)2016-12-16 12:29:00
中国纤检(2016年7期)2016-08-08 18:49:46
国际妇产科学杂志(2016年2期)2016-06-16 02:10:22
纺织导报(2015年2期)2015-04-07 05:43:28
