白油加氢催化剂RLF-20的生产与工业应用
2019-04-17 12:14:44梁维军曾厚旭
石油炼制与化工 2019年4期
梁维军,曾厚旭
(中国石化催化剂长岭分公司,湖南 岳阳 410012)
白油是经过特殊深度精制脱除芳烃、硫和氮等杂质而得到的特种矿物油品。白油无色、无味,化学惰性和光安定性能好,其基本组成为饱和烃结构,平均相对分子质量通常在250~450范围内[1-3]。
我国白油分为3类:工业级、化妆品级和食品与医药级。国外白油一般分为工业级和食品与医药级2类。各类白油的分类指标主要为黏度、色度、易炭化物、紫外吸光度等[4-6]。目前,国内市场对化妆品级和食品与医药级等高品质白油需求较为旺盛,而工业级白油则处于供过于求的状态[7-16]。
白油的生产方法主要有2种:一种是以低硫石蜡基或环烷基原油的润滑油馏分为原料,采用发烟硫酸或三氧化硫法生产白油;另一种是采用加氢法生产白油。前者由于硫酸耗量大、生产成本高、三废排量大、收率低等缺点而逐渐被无污染、收率高、原料来源广泛、产品质量好的加氢法所取代[1,5]。
加氢法生产白油所用催化剂分为贵金属型和非贵金属型2种。在早期,由于贵金属型催化剂成本较高,因而市场上需要非贵金属型加氢催化剂。但近年来,随着对高品质白油的需求不断增长,非贵金属型白油加氢催化剂因加氢活性较低,已难以满足生产的需要,因而目前市场上主要是以贵金属型白油加氢催化剂为主[17-19]。
中国石化石油化工科学研究院(简称石科院)对白油加氢技术进行了多年研究,于2000年成功开发了芳烃饱和性能良好的白油加氢催化剂RLF-10W,并以该催化剂为基础,开发了一段法、两段法以及从VGO生产白油的系列白油加氢技术,并相继在中国石油大庆炼化公司、中国石油克拉玛依石化公司和中国石化杭州炼油厂(简称杭州石化)等企业成功应用,产品涉及化妆品级白油、医药级白油、食品级白油、聚苯乙烯专用白油、高档耐黄变橡胶填充油等领域,总生产能力达到180 kt/a。
近些年,由于白油加氢原料油趋于劣质化,芳烃含量增加,硫、氮含量波动增大,采用现有催化剂难以满足生产要求;另一方面,国内新建了一批白油生产装置也急需采用高活性的白油加氢催化剂。为了应对市场变化,石科院开发了新一代高活性白油加氢催化剂RLF-20。以下主要介绍白油加氢催化剂RLF-20的工业生产与工业应用情况。
1 白油加氢催化剂RLF-20的工业生产
白油加氢催化剂RLF-20于2011年首次在中国石化催化剂长岭分公司进行了工业生产,生产过程如图1所示。由图1可知,RLF-20催化剂生产过程无需特殊加工步骤,因而可以利用现有设备进行规模生产。
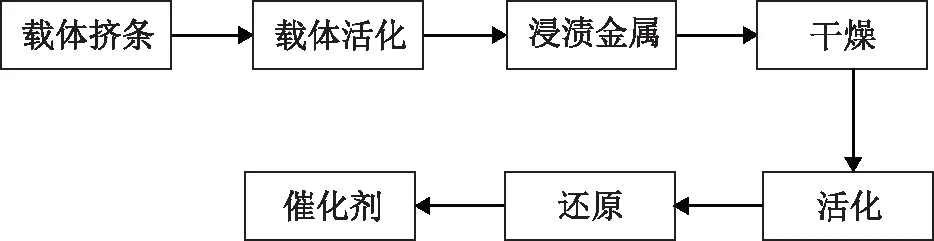
图1 白油加氢催化剂RLF-20生产过程示意
本次生产共制备成品催化剂约15 t,工业生产催化剂的物化性质见表1。由表1可知,工业生产催化剂的物化性质与实验室定型剂相当,符合催化剂生产质量控制指标要求。

表1 RLF-20工业剂与实验室定型剂物化性质对比
为了考察工业剂是否达到实验室定型剂的水平,采用轻脱油对工业剂和实验室定型剂进行性能评价,原料油性质与评价结果分别见表2和表3。由表2可知,评价所用原料油的芳烃质量分数为2.3%,为低芳烃原料油。由表3可知,本次生产的工业剂性能与实验室定型剂相当,表明本次工业生产达到了预期目标,催化剂生产质量可控、达标。
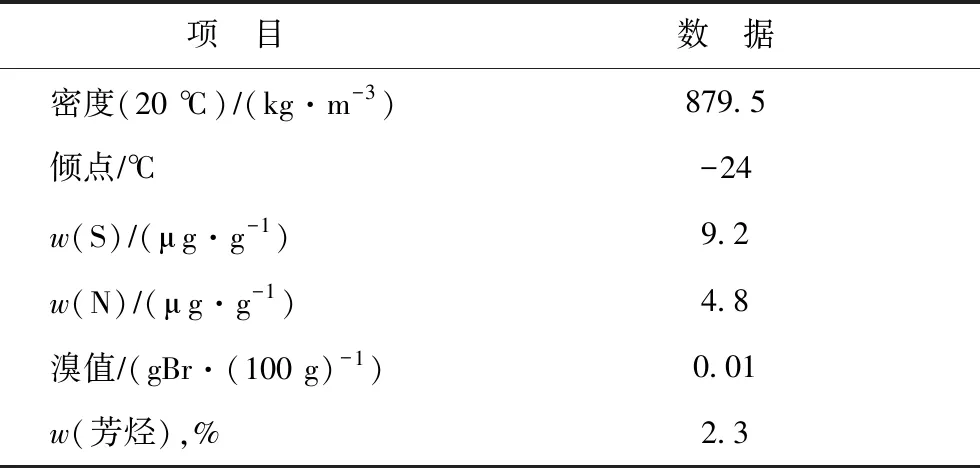
表2 评价用轻脱油的性质

表3 RLF-20工业剂和实验室定型剂性能对比
2 RLF-20工业剂性能
对工业催化剂RLF-20进行原料适应性考察。在实验室中型润滑油加氢装置上分别采用1号白油料、2号混合料、3号橡胶填充油进行原料适应性试验,原料油性质如表4所示。由表4可知,试验所用原料油不仅芳烃含量高低不同,其黏度范围也较宽,因此评价结果可以充分表现工业剂的性能。

表4 原料适应性考察中的原料油性质
评价所用工艺条件如表5所示。由表5可知:试验的反应温度为210~230 ℃,为典型的工业反应温度;氢气压力为15 MPa,可以保证有充足的氢气完成芳烃饱和。

表5 不同原料油加氢主要工艺条件
不同原料油的评价结果见表6。由表6可见,在反应条件下,所有产品均满足食品级白油的质量标准。特别是对于高芳烃含量的2号原料和黏度与芳烃含量均较高的3号原料,经过加氢后其产品的紫外吸光度均远低于产品质量指标的限定值,说明该催化剂对高黏度和高芳烃含量原料也具有很强的适应性。此外,由表5和表6还可知,RLF-20工业剂对不同原料油均具有良好的适应性,在较缓和的工艺条件下,可以生产满足食品级白油质量标准的产品。
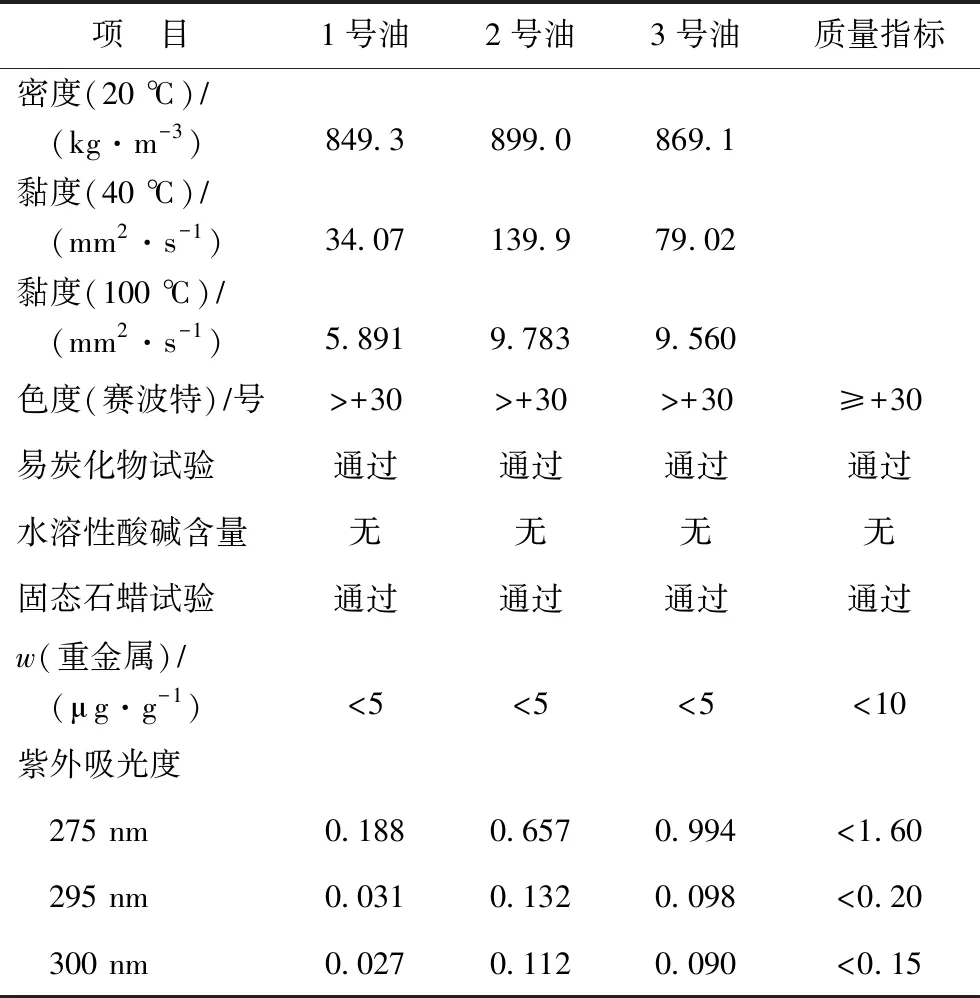
表6 RLF-20工业剂评价结果
3 白油加氢催化剂RLF-20的工业应用
白油加氢催化剂RLF-20于2012年3月在杭州石化100 kta白油加氢装置上首次进行工业应用。生产过程中装置运转平稳,催化剂活性稳定,产品质量符合各相关质量指标的要求,可以稳定生产高档白油产品。
开工原料首先选择4号白油料,之后加工5号白油料,原料油性质如表7所示。由表7可知,4号白油料的芳烃质量分数仅为1.2%,非常适宜作为生产食品级白油的原料。表8为4号白油料的加工工艺参数,表9为加氢产品性质。在加工过程中共采用2种工况,第一种工况是标准空速,第二种工况是1.15倍空速,主要目的是考察反应空速对产品质量的影响。在第一种工况下,反应器入口温度约为180 ℃,由于原料芳烃含量低,加氢脱芳反应较缓和,催化剂床层没有明显温升。得到的白油产品通过易炭化物试验1号色的指标要求,紫外吸光度小于0.1,满足了食品级白油指标(见表9)。
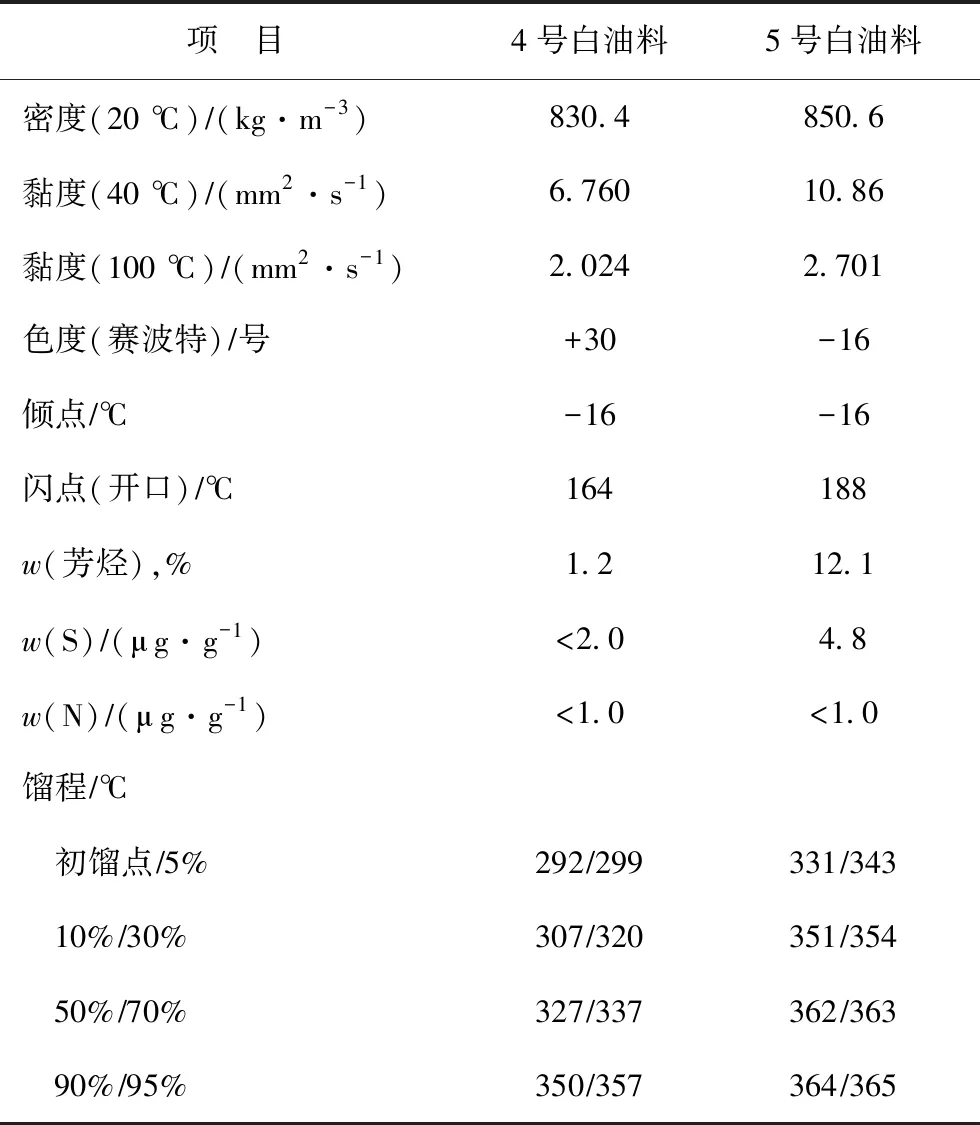
表7 杭州石化白油加氢装置开工原料油性质
另一方面,由表9还可知,即使空速提高15%,其他参数不变,产品仍然满足食品级白油标准,表明催化剂RLF-20具有较好的芳烃饱和性能,能够满足企业灵活生产的需要。
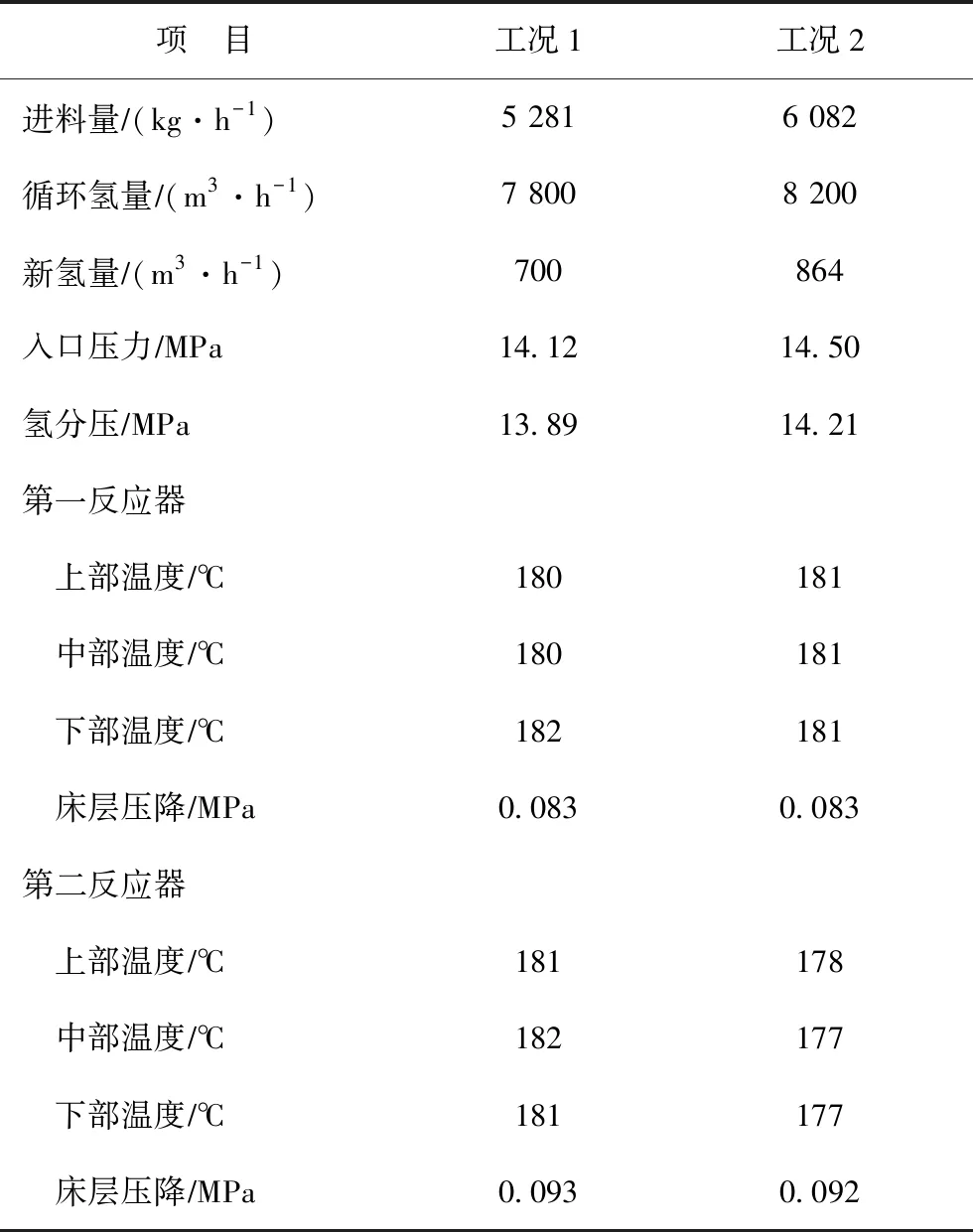
表8 4号白油料加工工艺参数

表9 4号白油料加氢产品性质
5号白油料是以某炼油厂加氢裂化尾油为原料,通过总压3.0 MPa的异构脱蜡加氢装置加工得到的轻质润滑油基础油。由表7可知,5号白油料的芳烃质量分数达到12.1%,用来生产高档白油产品的难度较大。表10为5号白油料的加工工艺参数,在加工过程中同样采用2种工况,第一种工况是标准空速,第二种工况是1.10倍空速。由表10可见,在第一种工况下,由于5号白油料芳烃含量较高,第一反应器床层温升达到了27 ℃,而第二反应器床层没有明显温升,在第一反应器内的催化剂上原料中的大部分芳烃发生饱和反应。而在第二反应器内的催化剂上芳烃进行深度饱和,最终达到食品机械专用白油标准(见表11)。此外,在第二种工况下,即使空速提高10%,产品的紫外吸光度仍无明显变化(见表11),这进一步表明催化剂RLF-20对芳烃具有较好的饱和性能,达到了预期目标。

表10 5号白油料加工工艺参数

表11 5号白油料加氢产品性质
4 结 论
贵金属白油加氢催化剂RLF-20具有较好的芳烃饱和性能,工业生产顺利,工业应用操作条件缓和、具有较好的原料适应性,可以生产出食品级白油。
猜你喜欢
石油商技(2023年3期)2023-12-11 03:52:08
石油化工技术与经济(2022年5期)2022-11-12 10:09:08
云南化工(2021年11期)2022-01-12 06:06:32
文萃报·周五版(2021年37期)2021-10-09 18:14:07
润滑油(2020年4期)2020-11-28 20:25:34
石油炼制与化工(2020年7期)2020-07-08 07:11:42
润滑油(2019年6期)2019-11-29 11:03:16
石油石化绿色低碳(2019年6期)2019-01-14 01:16:12
中国化妆品(2018年5期)2018-06-28 06:22:12
化工管理(2015年36期)2015-08-15 00:51:32