外筒锻件低倍粗晶成因分析及解决
2019-04-13 01:10:30江斌谢帅杨宏伟航空工业江西景航航空锻铸有限公司
锻造与冲压 2019年7期
文/江斌,谢帅,杨宏伟·航空工业江西景航航空锻铸有限公司
粗晶缺陷是铝合金模锻件常见缺陷之一,它降低锻件的强度。在锻件的粗晶组织以及由粗晶组织向细晶组织急剧变化的过渡区,锻件的疲劳强度降低。我公司生产的铝合金模锻件外筒(图1),下料规格为φ200mm×500mm,材料为LD10,已经连续两批出现低倍粗晶问题,严重影响交期,引起客户的抱怨。本文主要讨论在铝合金模锻件生产过程中避免或减少粗晶缺陷的措施。

图1 锻件实物
问题描述
该锻件产品连续两批终检理化检测时发现低倍粗晶,低倍照片如图2所示。不能满足技术协议要求(低倍粗晶应不大于GB/T 3246.2-2000中图6中4级要求,允许少量粗晶达到图7中5级要求),整批报废。
原因分析
⑴原材料粗晶环的影响。

图2 17KH、18KH批低倍粗晶照片
粗晶环在变形时不易充分破碎导致回复与再结晶时呈弓形向金属内部长大,最终导致锻件粗晶。
⑵化学成分的影响。
当合金中含有Fe、Mn、Cr、Zr等元素时能生成FeAl3、MnAl6、CrAl3等弥散相,可阻碍再结晶晶粒均匀长大,但加热至高温时少数晶粒晶界上的弥散相因溶解而首先消失,这些晶粒就会率先急剧长大,形成少数极大的晶粒。LD10牌号合金属Cu-Al基合金,其所含的Fe、Mn元素是少量的,且不含Cr、Zr元素,无法形成较多的弥散相。这就为该铝合金在热加工时产生粗晶埋下了隐患。
⑶变形量及变形程度的影响。
当变形剧烈且变形量落入临界变形区仍继续锻造易产生粗晶。
⑷终锻温度的影响。
当终锻温度低于380℃仍继续锻造,特别是温度低于350℃时该合金极易产生粗晶。
基于以上四点分析,结合锻件生产工艺流程:原材料复验→下料→电炉加热(温度470℃,装炉量≤6件,保温300~660min)→3t自制坯→酸洗→打磨→电炉加热(温度460℃,装炉量≤6件,保温230~580min)→10t模锻一火(欠压9~10mm)→割边→酸洗→打磨→电炉加热(温度460℃,装炉量≤6件,保温230~580min)→10t模锻二火(欠压6~7mm)→800t切边→酸洗→打磨→热处理→终检→合格入库。通过比较,该批投入生产原材料无粗晶环,满足要求。自由锻制坯变形量在45%~60%,模锻每火次变形量在30%左右,没有落入临界变形区,也符合要求。自由锻制坯阶段一件原材料从出炉到制坯结束,需要9~10min,模锻生产一件锻件需要5~6min,根据经验,铝合金温降速率约1℃/3s,自由锻与模锻生产结束时,终锻温度均低于350℃,是引起最终锻件粗晶的主要原因。
为了验证我们的分析:终锻温度过低是导致锻件粗晶的主要原因,我们做了工艺试验,试验方案为:按工艺要求投产1件加长锻件,自由锻制坯结束后,分别锯下大端、小端进行低倍检测(图3),剩余毛坯按工艺继续生产,最终解剖锻件低倍检测。对锻件粗晶的产生进行再现。

图3 工艺试验低倍取样图
制坯后分别沿M-M1,N-N1切取低倍试样,经固溶后,低倍检测,结果如图4所示。

图4 低倍试样取样实物
模锻结束后,锻件低倍结果如图5所示。
从图4、图5中我们可以很清楚的看到,自由锻制坯存在锻件表面粗晶,模锻后,表面粗晶向锻件内部扩展。锻件低倍粗晶确因终锻温度过低导致。
⑸锻模预热温度。
模具温度过低会加速型腔内金属冷却,从而使金属的变形温度过低,令金属难以充满型腔且可能在锻件表面形成粗晶。模具的预热温度与锻件的形状与合金牌号有关,根据LD10的材料特性,模具预热温度定为350℃,保温时间>4h。

图5 锻件低倍结果
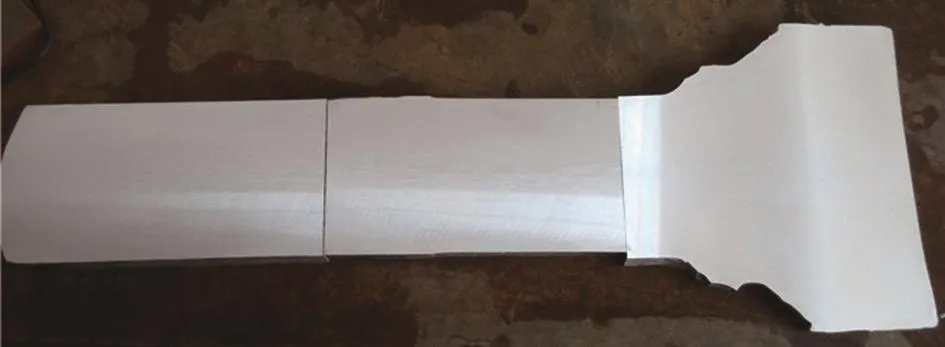
图6 毛坯低倍组织

图7 19KH低倍组织
解决措施
优化、细化工艺流程,完善工艺参数设置。改进后的工艺流程:原材料复验→下料→电炉加热(温度460℃,装炉量≤7件,保温280~420min)→3t自制坯(分两火次进行,一火锻造时间控制在4.5min内,二火锻造时间控制在3.5min内)→酸洗→打磨→电炉加热(温度460℃,装炉量≤12件,保温210~400min)→10t模锻一火(欠压12~15mm)→割边→酸洗→打磨→电炉加热(温度460℃,装炉量≤12件,保温180~300min)→10t模锻二火(欠压≤3mm)→800t冷切边→酸洗→打磨→热处理→终检→合格入库。
工艺优化后,根据需要,进行了小批试制验证。19KH批次从下料到交付的所有环节均符合新版工艺的要求,且工艺、技术、质量相关人员全程跟产。最终产品全部合格交付用户。19KH批次投产时多投一件进行工艺试验,其制坯阶段的整体低倍如图6所示。
工艺细化后,制坯阶段采用两火次成形,可以有效防止终锻温度低于350℃锻造产生粗晶。事实验证,工艺调整后,毛坯低倍组织,晶粒细而均匀,无粗晶。终检试验件经解剖低倍检测合格,如图7所示。从图中可以看出,最终锻件低倍组织均匀合理分布,满足客户要求。
结论
⑴原材料若有粗晶环,必须通过机加排除干净;
⑵保温时间严格按工艺要求执行,达到最小保温时间必须出炉锻造;
⑶自由锻制坯阶段分两个火次完成,一火生产时间控制在4.5min以内,二火生产时间控制在4min以内;
⑷明确模锻火次为两火,不允许随便增减火次,一火后保留欠压15mm,二火欠压≤3mm。
猜你喜欢
锻造与冲压(2022年23期)2022-12-23 09:05:48
有色金属加工(2022年4期)2022-08-11 07:38:50
锻压装备与制造技术(2021年3期)2021-08-13 08:39:54
民用飞机设计与研究(2020年4期)2021-01-21 09:16:04
锻造与冲压(2020年23期)2020-12-18 03:22:24
科学导报·学术(2020年14期)2020-10-14 14:15:02
有色金属加工(2019年6期)2019-12-11 06:56:38
锻造与冲压(2018年7期)2018-05-29 08:08:08
锻压装备与制造技术(2016年3期)2016-06-05 09:36:12
上海金属(2015年1期)2015-11-28 06:01:07