燃煤电厂废水处理系统改造的探索与实践
2019-04-01 01:31贺江南杨圣春曾国兵
安徽电气工程职业技术学院学报 2019年1期
贺江南, 杨圣春, 曾国兵
(1.安徽华电芜湖发电有限公司, 安徽 芜湖 241300; 2.安徽电气工程职业技术学院, 安徽 合肥 230051)
0 引言
我国水资源紧张的现实和环保对水污染治理要求的提高,使燃煤电厂所面临的水资源与环境问题日益突出。燃煤电厂水资源综合利用与废水处理面临更加严苛的环保要求,因此燃煤电厂实施“废水零排放”将是大势所趋[1,2]。优化燃煤电厂工业用水与废水处理工艺,实现燃煤电厂工业用水减量化、废水排放无害化,具有深远的社会意义和经济效益[3- 6]。
燃煤电厂工业废水来源主要有:工业冷却水排水、化学水处理系统酸碱再生废水、过滤器反洗废水、锅炉清洗废水、输煤冲洗和除尘废水、含油废水、冷却塔排污废水等[4-9]。虽然燃煤电厂在建设时都不同程度地配备和规定了工业用水与废水处理设备,但由于存在早期环保要求不高、电厂管理者环保意识不强、配备的环保设施有缺陷、废水处理工艺不成熟或不完善、废水处理日常运营成本高等多种原因,使得燃煤电厂工业废水运营过程中存在一些问题,主要有以下几个方面:(1)工业用水总量大;(2)废水处理设备投运率低或处理效果差,达不到现在环保高标准的要求;(3)末端废水成分复杂,难于处理或处理成本难于承受。
本文欲通过某燃煤电厂废水处理系统改造的实践,来解决工业用水量大,废水排放量多以及废水排放不合格等问题,为同类电厂水处理系统改造及优化运营提供借鉴。
1 燃煤电厂废水处理系统改造方案
1.1 改造综述
某燃煤电厂总装机容量为3 320 MW,一期为4×330 MW机组、二期为2×1 000 MW机组。由于一期工程设计问题与废水处理设备陈旧,电厂淡水的年消耗量在1 800万吨以上,废水的年排放量在500万吨以上。为了提高水的重复利用率和废水回用率,降低电厂耗水量,自2015年8月开始,对早期建设的一期工程4×330 MW机组废水进行了综合利用改造。涉及的改造工程包括:生活污水处理系统、化学制水系统废水处理系统(化学预处理污泥脱水系统改造、原来直接排放的化学制水冲洗水进行回收利用、化学再生废水处理系统通过改造使原来直接排放的化学反渗透浓水进行回收利用)、含煤废水处理、脱硫废水处理系统、含油工业废水处理系统以及全厂水平衡信息管理系统的开发使用等。
1.2 生活污水处理系统改造
由于电厂4×330 MW机组区域地下管网复杂、陈旧,部分工业冷却水回水串入生活污水系统,所以在设计时根据水量情况适当放大了设计裕量,实际运行负荷在60t/h左右。处理水加10%次氯酸钠的回用水泵出口清水余氯控制在2mg/L,进入工业冷却水回用水池稀释后余氯降至0.1~0.2mg/L,对工业冷却水回用水菌藻起到了一定抑制作用。
生活污水处理系统改造采用了曝气生物滤池(BAF)作为生活污水核心处理工艺,经过曝气生物滤池的生物处理,生物指标如COD、BOD、氨氮可以得到大部分的去除,出水经消毒、过滤后回流至工业冷却水回用水池作为工业冷却水重复利用。具体工艺流程见图1。
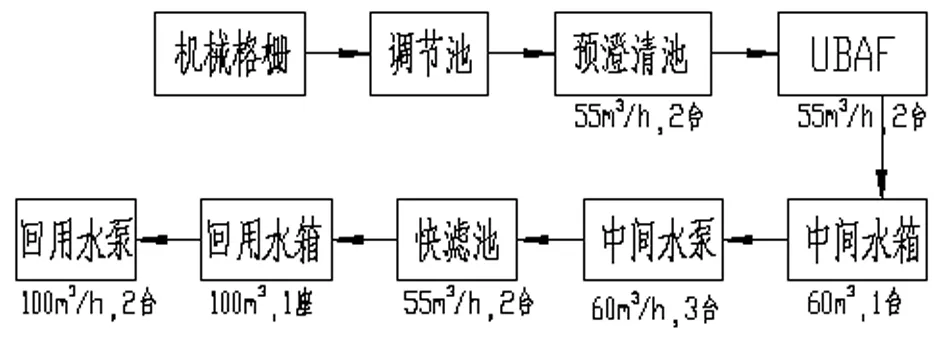
图1 生活污水升级改造工程工艺流程图
曝气生物滤池抗冲击负荷能力很强,没有污泥膨胀问题,微生物也不会流失,较好地保持了池内较高的微生物浓度,因此,日常运行管理简单,实现了无人值守。正常出水SS和BOD5可保持在1mg/L以下,CODcr保持在5mg/L以下,远远低于国家《污水综合排放标准》的一级标准,且处理效果稳定。
1.3 化学制水系统废水处理系统改造
1.3.1 化学预处理污泥脱水系统改造
全厂新建污泥脱水系统,对全厂排泥进行统一脱水处理,主要包括:化学澄清池排泥水、生活污水处理系统排泥水(量极少)、化学废水处理系统排泥水(量极少)。
改造采用了污泥收集调节系统对各澄清池排泥进行均质均量缓冲,污泥浓缩池将含固量0.20%~0.50%的泥水浓缩至2%~4%,减量后的污泥经平衡池送往离心脱水机进行脱水处理。
离心脱水机具有自动化程度高,可连续运行,现场无需人员操作;投资少,占地面积小,设备维修、维护方便;全封闭脱水,避免二次污染。因此考虑在脱水机入口投加聚丙烯酰胺作为脱水剂,污泥经离心脱水后泥饼含水率约70%左右,泥饼处置作为一般固废处理。污泥浓缩池上清液及离心脱水机的滤液均返回回收水池,通过回收水泵返回制水系统澄清池配水池。
1.3.2 化学制水冲洗水回用
化学制水冲洗水流量合计Q=90 m3/h,主要包含化学补给水处理系统过滤器、超滤和反渗透的反冲洗排水,冲洗水质见表1。

表1 化学制水冲洗水主要水质指标
根据水质化验分析可以看出过滤器反洗排水和长江水水质比较接近,悬浮物含量较长江水水质偏高,因此化学制水车间反洗排污水考虑系统收集,通过泵回收输送到污泥处理系统回收水池,和污泥处理系统回收水通过回收水泵输送到澄清池升压泵进口,经过澄清池和滤池处理后回用。化学制水冲洗水的回用,减少了长江水的取水量,可节约水90 m3/h。
1.3.3 化学再生废水处理系统
化学再生废水主要为阳床、阴床以及混床(包括凝结水精处理)再生废水。补给水再生废水水量平均为0.5 m3/h,精处理再生废水水量平均为4.5 m3/h。化学再生废水属酸碱废水,含盐量也相对较高,氯离子含量大于5000 mg/L。但其水量较小,可用作4×330 MW机组锅炉排渣系统补水,仅增加了输水管道,将化学再生废水回收至锅炉排渣水系统,改造相对简单。
1.3.4 化学反渗透浓水回用
由于机组为供热机组,化学除盐水耗量相对较大,因此采用膜法处理的一级化学反渗透浓水水量较大,目前平均约145 m3/h。反渗透浓水目前回至一期工业回用水箱,作为全厂冷却水补充水。由于浓水中含有阻垢剂成份,暂未发现因为浓水硬度大而使冷却管结垢现象,后续需进一步观察。如果后期发现有冷却水管结垢现象,则增加输水管道将反渗透浓水回收至脱硫工艺水箱,反渗透浓水主要水质指标见表2。
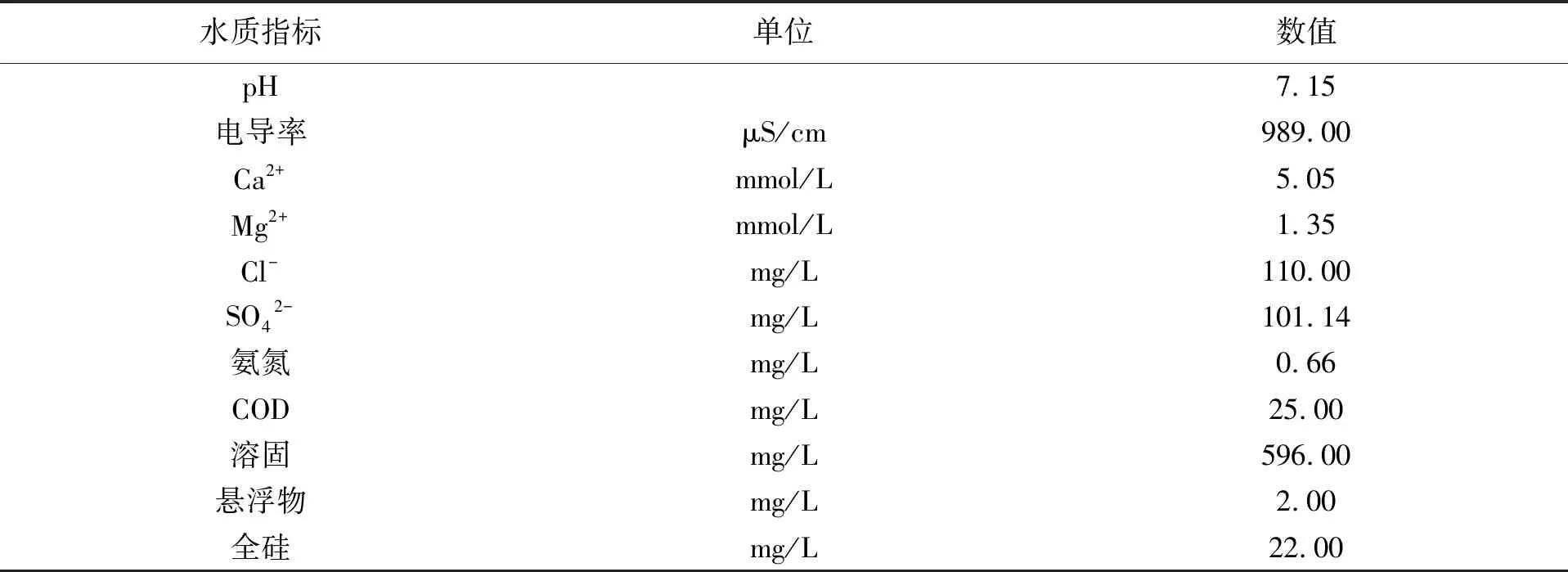
表2 反渗透浓水主要水质指标
1.4 含煤废水处理改造
含煤废水主要包含煤场区域相关污水,主要包括栈桥冲洗水、煤场含煤废水喷淋水、雨水等。废水处理系统采用了电絮凝工艺,处理系统规模为60 m3/h,采用电絮凝工艺后,大大减少了化学药品的消耗,更有利于环保。
改造后的含煤废水处理流程为:煤水经煤水输送泵从煤水溢流水池汇集进入煤水沉淀池,经原水泵进电子絮凝器形成繁花,电子絮凝出水进入离心澄清反应器进行絮体沉淀,澄清处理后上清液回中间水池,再经多介质过滤器回至清水池实现含煤废水闭式循环,如图2所示。当煤水不能满足煤水冲洗水量时,采用工业回用水进行补充。同时考虑到当电厂有时使用褐煤,本系统还配备了絮凝剂与助凝剂加入设备,在电絮凝失效时及时投加。
系统改造投入初期,由于未考虑到石子煤浸出液的酸性对絮凝澄清处理的影响,遇到了含煤废水pH值低至2.5的极端情况,致使废水处理系统泵与管道出现快速腐蚀,进出水浊度基本无变化、絮凝处理完全失效,后又增加了一套氢氧化钠投加设备,这样含煤废水pH值达到正常值,问题得到了圆满解决。

图2 含煤废水处理系统工艺流程图
1.5 脱硫废水处理系统改造
一期4×330 MW机组脱硫废水处理系统,处理量为30 m3/h,脱硫废水中含有大量高含盐量,Cl-、SO42-、Ca2+/Mg2+含量较高,废水处理的主要目的是在调整PH值的同时,有效地去除废水中悬浮物、重金属等有害物质。
脱硫废水取自真空皮带机汽水分离器水,在中和箱内,添加浓度约2%~5%的氢氧化钠,调整pH值到8.5~9.5,这样可以使重金属离子形成难溶物,pH值是中和反应的重要控制点。中和箱溢流出来的废水进入反应箱,在反应箱中加入有机硫,使得大多数重金属离子沉淀后再溢流至絮凝箱,在絮凝箱内投加絮凝剂三氯化铝(AlCl3)或聚合氯化铝(PAC)溶液进行絮凝反应。在絮凝箱出口后的管道内投加助凝剂PAM,助凝剂通过凝聚、架桥、吸附、共沉淀等协同作用,将前面反应形成的难溶物凝聚成矾花,更容易从废水中分离出来。絮凝箱设有搅拌器,加速絮凝反应的完成。絮凝箱中废水自流至辐流沉淀池,在辐流沉淀池内废水中的污染物形成絮凝矾花从水中分离出来並沉淀形成污泥,上层清液溢流至出水箱,在箱中加HCl将pH调整到7~8后排出界区。污泥小部分通过污泥回流泵回流至中和箱作为接种污泥,大部分通过污泥输送泵送入压滤机进行脱水处理。经压滤脱水后的泥饼含水率大于40%。另外污泥缓冲罐还接有一路将污泥(主要是石膏)送往脱水皮带机进行脱水,污泥直接进入石膏中固化,脱硫废水处理流程如图3所示。脱硫废水目前未外排而是送至灰浆池,最终随灰管送至灰场防渗区,利用灰场约100万立方米防渗区蒸减量后固化。
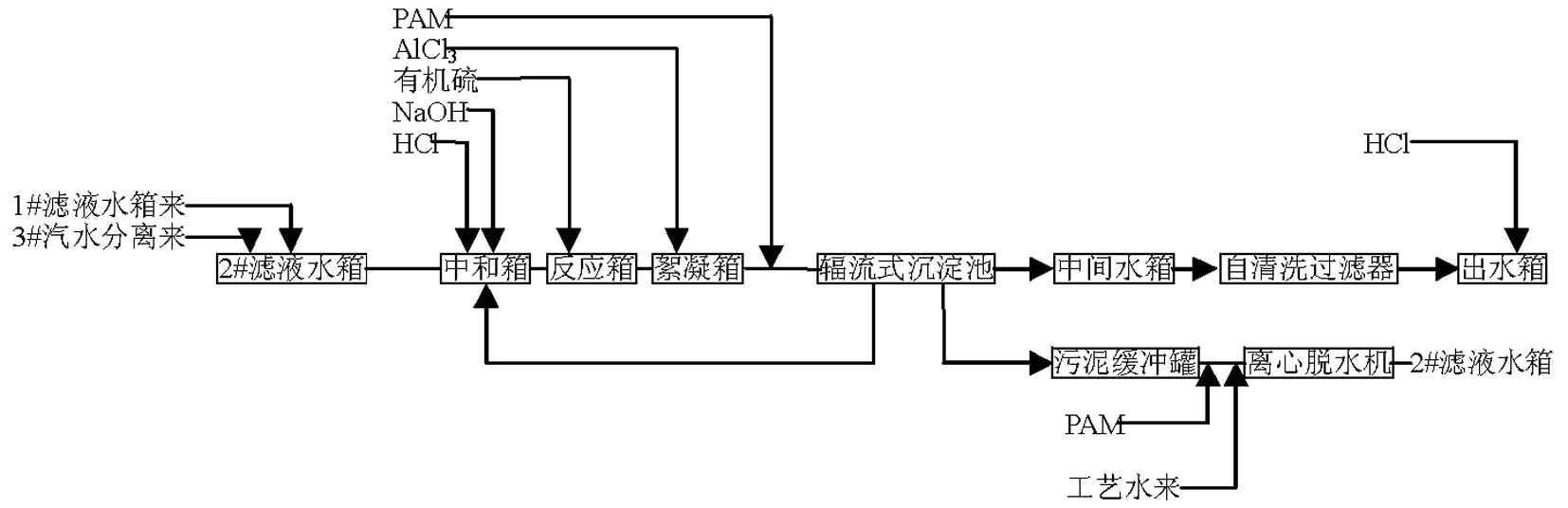
图3 脱硫废水处理系统工艺流程图
1.6 含油工业废水处理系统
由于机组启停机时冲洗排污水量相对较多,由于冷却设备漏油造成工业水含油。含油工业废水悬浮物不多,其余水质与工业水一致。
含油工业废水处理量为180 m3/h,从水质分析,影响工业废水回用的主要污染物为油。因此对工业水处理采用在工业废水池上增设浮油收集器除去并收集水里边所含的浮油,后续增加过滤器与油水净化器,除油除浊冷却后回至工业回用水池作为工业冷却水,处理流程如图4所示。

图4 含油工业废水处理系统工艺流程图
1.7 全厂水平衡信息管理系统的开发使用
做好废水处理工作的基础是提高全厂用水效率与废水综合利用率,而过去我们提高用水效率的依据是定期进行的全厂水平衡试验,它帮助燃煤电厂掌握用水现状,发现不合理用水,通过分析,提出合理用水方案进行优化。但是这种定期进行的水平衡试验不仅间隔周期长,而且得出的水平衡图是静态的,而燃煤电厂的用水情况随季节、机组负荷等变化而变化,因此给出的方案也有可能是片面的。随着信息技术的发展,对全厂水平衡实时信息进行归集与实时显示成为了可能。在水处理系统改造时,开发了全厂水平衡信息管理系统,设计了全厂废水综合显示画面,方便了管理者了解全厂用水动态信息,相比过去定期进行的静态水平衡试验,数据更有代表性,而且异常的不合理用水也能及时得到纠正,帮助电厂废水管理逐步走上正轨。
2 结论
某燃煤电厂废水综合利用改造系统工程,通过两年多的运行使用,在每年发电量不变的情况下,取得了很好的经济效益和社会效益。
(1)由于废水的处理以及重复利用,除脱硫废水外,基本实现了全厂废水的零排放。尤为重要的是废水排放均达到环保对排放指标的要求。
(2)对全厂工艺用水段不同系统的优化改造,加之全厂水平衡信息管理系统的开发使用,使得该燃煤电厂全厂用水效率与废水综合利用率大幅提高,初步实现了废水处理“梯级利用”。
化学制水节约新鲜源水量约850吨/小时,全厂淡水量平均使用量下降为1050万吨/年,较改造前节水约42%。环保及经济效益明显。
猜你喜欢
机电工程技术(2022年6期)2022-07-28
科学与信息化(2021年6期)2021-03-11
中国科技纵横(2020年15期)2020-11-28
山东化工(2019年15期)2019-02-16
化工科技(2016年4期)2016-06-06
山东工业技术(2015年5期)2015-07-26
中国氯碱(2014年8期)2014-02-28
资源节约与环保(2013年7期)2013-10-31
唐山学院学报(2013年5期)2013-08-15
故事林(2013年11期)2013-05-14