
基于840D SL刀库管理控制技术的研究与应用
2019-03-28 09:10
制造业自动化 2019年3期
(成都飞机工业(集团)有限责任公司,成都 610092)
0 引言
刀库系统是提供自动化加工过程中所需之储刀及换刀需求的一种装置,可以针对不同的加工需求,选择不同的加工刀具,大大提高生产率,降低成本,获得可观的经济效益。刀具管理水平能在很大程度上衡量着一台数控机床效率和柔性的高低。
现有一台“某BA摆角结构的五轴加工中心”是2003年我公司从国外进口,采用SIEMENS A2100系统,主要适用于铝合金零件的粗加工及精加工。但随着设备长时间的使用,数控系统A2100已趋于老化,机械传动部件磨损严重,刀库撞坏及运行不稳定的现象,处于故障高发期,相应电气及机械备件已经停产,维修频率高、难度大。购买一台类似规格的五轴设备大概费用在60万欧元左右,将该机床的机械传动和数控系统进行大修改造约150万,所以将该加工中心进行大修改造是十分必要、且相对经济的。
下面将主要介绍此次大修改造中基于840D SL数控系统的刀库管理控制相关技术的研究与应用。
1 内部刀库管理
Sinumerik 840D SL内部集成刀库管理功能,能确保任何时候机床上刀具都位于正确的刀位上,同时刀具信息得到正确、及时更新,能及时替换刀具,从而大大提高生产率,降低成本,获得可观的经济效益。刀库管理主要由三部分构成,如图1所示。
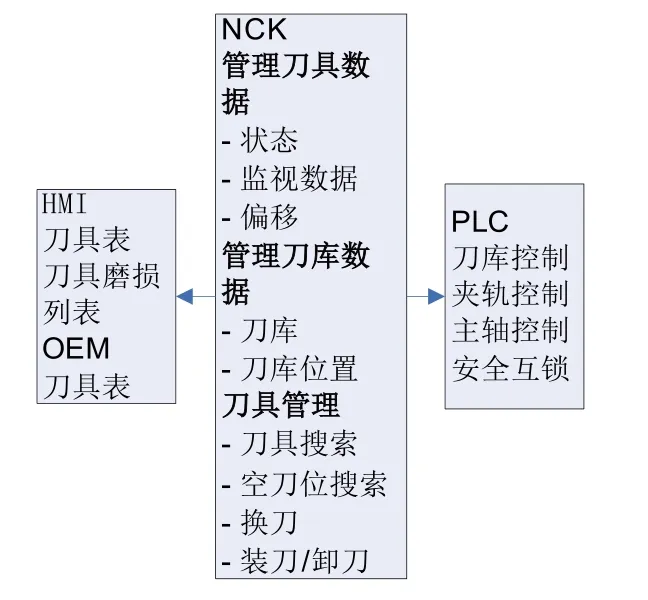
图1 刀具管理系统结构图
人机界面(HMI)、数控(NCK)、可编程逻辑控制器(PLC),三部分以独立的CPU单元出现,通过总线连接通讯,在功能上既相互分工,又互为支持。由图1可以看出,实现Sinumerik 840D SL系统刀库管理功能,其实就是要实现刀库数据在HMI—NCK—PLC之间的共享和交换。因此,刀库管理控制主要有以下几个部分:刀库参数和NC程序配置、刀库PLC数据块配置和刷新、换刀子程序编制等。
2 系统配置
刀库参数及接口配置包含三个部分:系统选项功能参数、内存分配参数和功能参数,主要相关参数设置如下所述。
2.1 激活选项

表1 激活选项
2.2 内存分配

表2 内存分配
2.3 功能参数设定

表3 功能参数设定
2.4 刀库配置
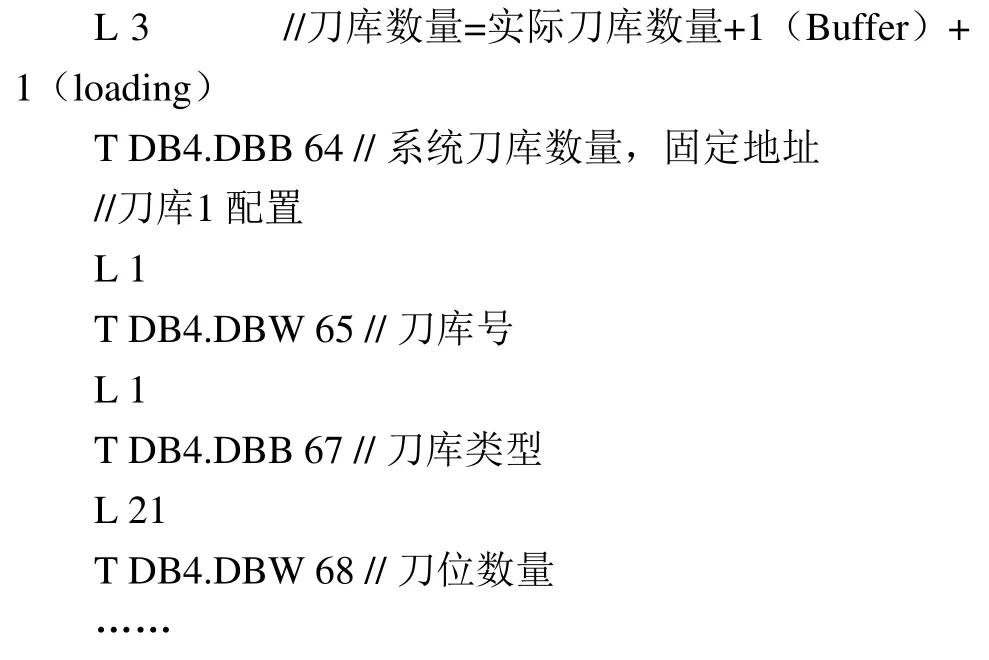
刀库配置可以有两种方法,IBN刀库配置或编程刀库配置。由于本次改造使用的是SINUMERIK 840D SL HMI-OPERATE,没有配置刀库界面,需要先安装HMIAdvanced,在HMI-Advanced上进行IBN刀库管理接口配置。进入刀具管理配置界面以后,需要按照界面要求输入相关值即可完成相关设置,生成配置文件,运行后生成配置程序。下面以使用刀库NC配置进行介绍。
由于程序段较长,只对关键程序段进行解读:

3 PLC程序
3.1 PLC数据块配置
PLC通过DB4数据块配置刀具管理接口数据块DB71、DB72……,刀库接口配置数据块DB4,一般将其激活程序放于OB100中,PLC启动时激活一次即可,其刀库配置PLC程序如下:
3.2 信号应答
刀具管理的PLC数据接口,刀具管理的操作信息通过数据接口传送到PLC,PLC通过数据接口响应刀具管理的要求。PLC按照以下步骤进行响应,如图2所示,当接收到接口请求时,可根据接口信息执行机床动作和刀库数据的刷新任务。

图2 刀库PLC响应流程
下面以刀具装载应答为例,通过装载点2装载刀具到刀库1的5号刀位:

在本次改造过程中,PLC接口信号应答主要通过S7-300 PLC调用840DSL的TOOLBOX中的FC90_x.awl和Quit_x.awl完成刀库数据的刷新和刀盘的运动控制,Quit_x.awl编译后生成的FB90会自动调用FC8,刷新刀库数据。
刷新刀库信息时,将刀具刀位信息写入MW520中,通过FC90,刷新刀位,图3为刀库的PLC刷新流程。
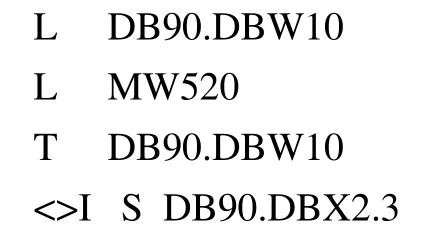
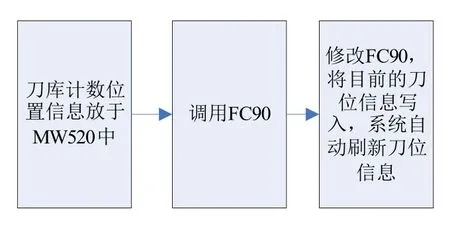
图3 刀库刷新流程
图4为刀库寻刀搜刀的控制流程,通过FB91读取当前空刀信息或刀位信息,和实际前刀位进行比较,控制刀盘旋转到所需刀位。

图4 刀库寻刀、搜刀流程
4 换刀子程序
该加工中心配置一个21把刀具,靠主轴的定向、定位、刀库定位、刀架移动等完成换刀动作。部分主要程序段如下所示:


当主轴上的刀具进入刀库的卡槽时,主轴向上移动脱离刀具,这时刀库转动,当要换的刀具对正主轴正下方时主轴下移,使刀具进入主轴锥孔内,夹紧刀具后,刀库退回原来的位置。
每个刀库、刀盘的动作都由单独的M代码进行控制,每个动作之间增加安全互锁,防止错误操作对人员和设备造成伤害。当调试或维修过程出现故障时,可用M代码单独控制刀库刀盘,提高调试和维修的效率。
5 结束语
该项目自2016年10月正式完工并交付使用以来,设备无论是从系统稳定性、可靠性、加工效率方面,还是从系统功能上看,较改造之前均有较大的提升。通过近一年时间的使用,没有出现由于刀库动作或刀库信号刷新故障引起的设备问题,已经加工了数百个零件,每个零件换刀6、7次,零件加工合格,换刀顺畅,得到了操作人员以及使用单位的一致好评。
本公司现在多台数控机床都采用类似的结构和控制形式,尤其是三坐标立式加工中心、五轴数控加工中心等数控类加工中心多采用此种刀库的形式,通过本文能够清晰的了解840D SL数控系统刀库管理的关键环节和相关实践与应用方法,为类似的数控机床改造刀库管理设计提供参考,也能为日常设备排故中的刀库故障的诊断及故障排除提供思路,提高效率。
猜你喜欢
当代陕西(2019年24期)2020-01-18
制造技术与机床(2019年11期)2019-12-04
制造技术与机床(2017年5期)2018-01-19
制造技术与机床(2017年6期)2018-01-19
制造技术与机床(2017年7期)2018-01-19
制造技术与机床(2017年7期)2018-01-19
制造技术与机床(2017年9期)2017-11-27
制造技术与机床(2017年9期)2017-11-27
制造技术与机床(2017年8期)2017-11-27
制造技术与机床(2017年3期)2017-06-23
