复合材料组合件脱粘缺陷分析及消除
2019-03-25 15:16刘立彬
粘接 2019年5期
刘立彬

摘要:超声检测是复合材料內部缺陷检测最有效的方式,利用超声检测对复合材料组合件脱粘缺陷进行分析;结合生产过程,分析脱粘缺陷产生的原因;进而通过质量控制与质量改进方式,减少组合件脱粘缺陷。
关键字:脱粘;组合件;缺陷
中图分类号:TQ050.4+3文献标识码:A 文章编号:1001-5922(2019)05-0111-03
1序言
先进复合材料具有重量轻、比强度高、比刚度高、可设计性强、抗疲劳断裂性能好、耐腐蚀、尺寸稳定性好以及便于大面积整体成形等优点,在同等结构情况下比金属结构节省重量20%左右,大大提高了燃油效率,改善了飞机整体性能。故在飞机结构设计制造领域中被广泛应用。现阶段,无损检测中超声检测是判定复合材料内部质量问题最有效的方式。本文针对公司某型机复合材料组合件中常出现的脱粘缺陷,分析组合件其脱粘缺陷产生的原因,通过一系列质量控制与质量改进措施,减少或者消除脱粘缺陷。
2脱粘缺陷超声信号分析
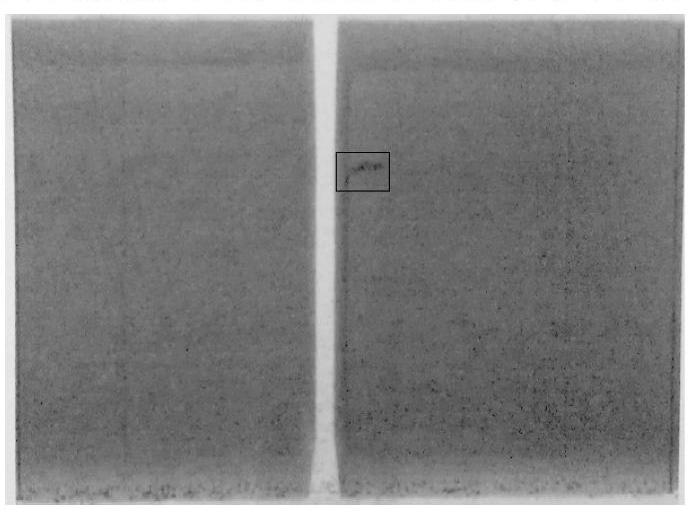
脱粘缺陷主要存在于复合材料制件的板芯区域及板板胶接区域。其中板芯区域缺陷只能通过喷水穿透法检测,难以通过接触式脉冲反射法进行检测;而板板胶接区域脱粘可通过喷水穿透法及接触式脉冲反射法检测。且脱粘缺陷相对于夹杂缺陷来说,缺陷形状不规则,如图1所示。
2.1板芯区域脱粘缺陷
板芯区域脱粘缺陷超声检测特点:
(1)通过喷水穿透法形成的C扫描图像,脱粘区域的超声信号明显低于良好区域的超声信号;
(2)通過敲击判定缺陷,脱粘区域与良好区域敲击发出声音区别较大。
2.2板板胶接区域脱粘缺陷
板板胶接区域脱粘缺陷超声检测特点:
(1)通过喷水穿透法形成的C扫描图像,脱粘区域的超声信号明显低于良好区域的超声信号,门槛值一般需在10dB以上;
(2)接触式脉冲反射法检测该脱粘缺陷的超声信号为层间波升高,底波降低甚至消失。
3脱粘缺陷原因分析
某机型复合材料组合件脱粘缺陷分布于板芯区域,以及板板胶接区域。该机型每架机此组合件零件为16个,平均每架机板芯脱粘及板板脱粘缺陷达到5个。由于脱粘缺陷的存在,减缓了生产速率,也引起了客户的不满。
3.1组合件板芯脱粘缺陷原因分析
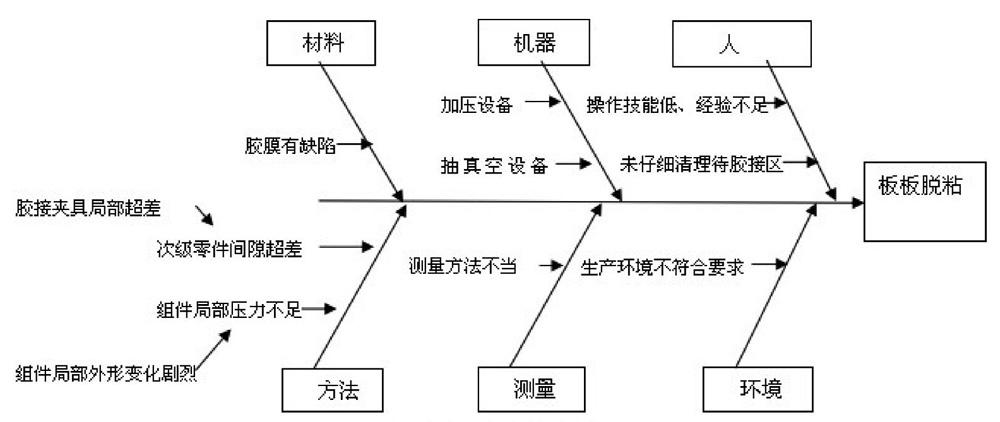
该组合件通过SY-14M30级(厚度0.3mm)胶膜将次级零件蒙皮与蜂窝芯粘接到一起,由于某种原因导致胶接区域未完全胶接到一起,故产生了板芯脱粘缺陷。该缺陷产生原因如下:
(1)胶膜有缺陷;
(2)加压设备、抽真空设备存在问题;
(3)操作人员技能低,经验不足,未仔细清理带咬接区域;
(4)胶接夹具局部超差;
(5)次级零件间隙超差;
(6)组件局部压力不足;
(7)组件局部外形变化剧烈。
3.2组合件板板脱粘缺陷原因分析
该组合件通过SY-14M20级(厚度0.2mm)胶膜将次级零件上下蒙皮粘接到一起,由于某种原因导致两个次级零件胶接区域未粘接到一起,故产生了板板脱粘缺陷。而产生板板胶接脱粘缺陷原因有:
(1)胶膜有缺陷;
(2)加压设备、抽真空设备存在问题;
(3)操作人员技能低,经验不足,未仔细清理带胶接区域;
(4)蜂窝芯铣切方案不合理;
(5)蜂窝芯局部变形;
(6)蜂窝芯局部超差;
(7)次级零件间隙超差;
(8)组件局部压力不足;
(9)组件局部外形变化剧烈。
4组合件脱粘缺陷因素识别和分析
4.1板芯脱粘缺陷分析
通过板芯脱粘缺陷鱼刺图分析,造成缺陷的主要原因3点:
(1)蜂窝芯的铣切方案不合理,专用铣具出现变形,导致铣切完毕后,蜂窝芯型面局部超差;
(2)板芯胶接区域组件型面局部变化剧烈,固化过程中,此处固化压力不足;
(3)外部碰撞导致脱粘。
4.2板板脱粘缺陷分析
通过板板脱粘缺陷鱼刺图原因分析,造成该缺陷的主要原因有2点:
(1)胶接夹具局部超差,导致次级零件局部间隙不符合要求;
(2)板板胶接区域组件型面变化剧烈,固化过程中,此处固化压力不足。
5组合件质量控制及改进措施
5.1质量控制
为保证铺贴、制袋的可靠性和一致性,在制造指令中详细规定了铺贴的顺序,冷抽压实的位置,压实的真空度要求及时间。同时,在产品的制造过程中,保证实际操作流程符合工艺要求。操作指令中对真空袋的制作方式,辅助材料的使用种类,热电偶的位置,真空嘴的位置等都以附图的形式加以明确。
5.2改进措施
(1)返修工装
对该复合材料组合件胶接夹具工装进行了协调检查,并针对易发生胶接区域脱粘缺陷的部位,进行加密测量。依据测量结果,对型面超差处进行返修。
(2)提升固化压力
针对组合件外形局部变化剧烈,压力不足的问题,将组合件的固化压力由0.20MPa±0.035MPa,提升为0.22MPa±0.035MPa。通过提升整体固化压力,保证外形局部变化剧烈出压力满足胶接要求。
(3)改进工艺方法
针对尾缘处易出现脱粘缺陷的问题,优化泡沫胶的填充范围,由35mm改为约30mm,并且将铺贴区域向蜂窝芯方向移动约5mm,将部分泡沫胶放置在蜂窝芯上表面。
针对尾缘处易出现脱粘缺陷的问题,制袋时,在此处放置1层airpad(未固化),起到均匀传到压力的作用。
将板板胶接区域胶膜(SY-14M 20级)层数从l层增加到2层,消除局部间隙问题及由于胶膜强度不够造成的脱粘问题。
(4)改进蜂窝芯铣切方案
针对蜂窝芯在铣切过程中频繁出现型面超差的问题,数控技术人员重新制定蜂窝芯铣切方案,并申请新的铣切夹具。在蜂窝芯撕裂或缺失时,要求操作人员填泡沫胶来避免板芯区域脱粘缺陷的产生。
(5)清洗胶接区域
对次级零件胶接区域以及工装胶接区域清理干净,并形成互检模式,杜绝出现组合件夹杂、脱粘类缺陷。
5.3人员培训
5.3.1编制培训大纲
编制详细的培训大纲要求,对于操作技能低、经验不足的操作人员以及新进厂的操作人员严格按照培训大纲要求进行培训并考核,只有通过考核的操作人员才能进行正式产品的制造生产。
5.3.2培训考核验证
要求所有操作人员进行培训考核验证,通过考核验证的人员授予印章,进行实际操作。培训考核验证是指操作人员对于同类型零件只有连续操作并合格3个批次后,即为考核通过。对于无法通过培训考核验证的操作人员,只能在有印章的人员监督下进行操作,不允许单独操作,直到通过培训考核验证才能独立进行操作。
5.4改进结果
通过上述质量控制、质量改进措施及建立相应的人员培训考核机制的实施,取得了以下效果:
(1)通过两架机的改进后,将每架机脱粘缺陷从5个减少为0.5个;
(2)某型机每架机组合件的交付周期从2个月缩短为1.5个月;
(3)随着拒收单数量下降,人员技能水平的提高,报废产品数量逐渐减少,有效的节约了生产成本,提高了用户满意度。
6结论
本文通过超声检测技术手段发现某型机复合材料组合件板芯及板板脱粘缺陷,利用质量控制与质量改进的理论知识,通过分析脱粘缺陷产生的原因,制定相应质量改进措施,减少了每架机脱粘缺陷数量,缩短了生产交付周期。
猜你喜欢
山花(2022年5期)2022-05-12
科学与财富(2021年33期)2021-05-10
散文诗(2020年1期)2020-07-20
知识就是力量(2018年3期)2018-03-08
科技创新与应用(2017年19期)2017-07-08
东方艺术·国画(2016年3期)2017-02-08
纺织导报(2015年8期)2015-12-31
国外科技新书评介(2015年5期)2015-07-29
学生天地·初中(2009年5期)2009-06-29
科学大众·小诺贝尔(2009年6期)2009-05-27