PLC技术在皮带输送机中的设计与研究
2019-03-21 01:06王滨,方博
杨凌职业技术学院学报 2019年1期
王 滨, 方 博
(江西应用工程职业学院 机电工程系, 江西 萍乡 337042)
0 引 言
随着工业自动化和科学技术的飞速发展,皮带输送机在各个领域的应用越来越广泛。它是运用皮带作为牵引,并且承载货物作连续性输送的机械设备,具有运量大、效率高、维护简单、操作方便等优点,主要用于一些散碎原料与不规则物品的输送,是物料搬运系统机械化和自动化不可缺少的组成部分[1]。西门子S7-200系列PLC具有强大的功能,适用于各行各业的自动化控制,其使用范围可覆盖和替代继电器接触器的简单控制,甚至是更加复杂的自动化控制领域。下面我们就使用西门子S7-200系列PLC作为皮带输送机的自动化控制核心,实现皮带输送机在多种工作方式下的启停控制和监测保护,从而保障皮带输送机安全可靠经济的运行。
1 皮带输送机的工作示意图与控制要求
1.1 皮带输送机的工作示意图
皮带输送机主要由电动机、减速器、传动滚筒、输送带、机架、保护系统和工作指示灯等部件组成[2]。文中的皮带输送机控制系统由三台皮带输送机组成,并且在每台皮带输送机上装有相应的指示灯和保护装置,用来监视和保障皮带输送机的正常运行。具体见图1。
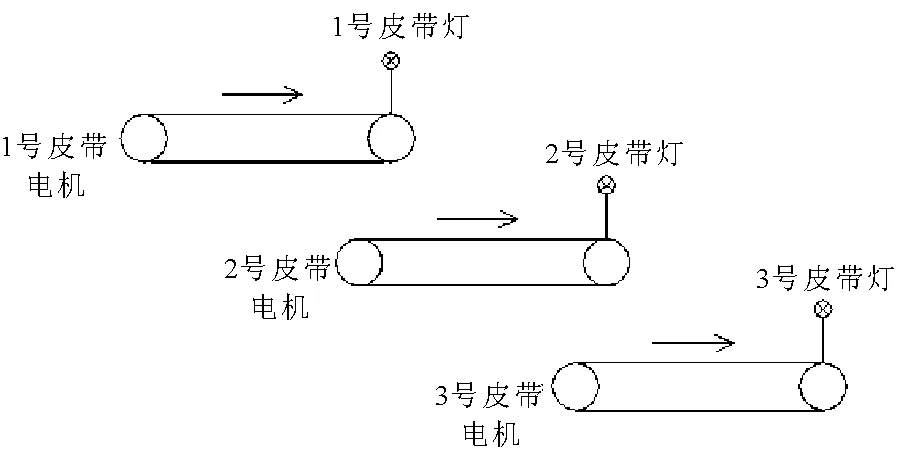
图1皮带输送机工作示意图
1.2 皮带输送机的控制要求
该系统通电后,如果按下顺序启动按钮,电铃就会响起来,提示工作人员皮带输送机将会开动,注意安全。6秒钟后,电铃停止工作,3号皮带输送机开始运行,3号皮带输送机指示灯亮起。6秒钟后,2号皮带输送机开始运行,2号皮带输送机指示灯亮起。6秒钟后,1号皮带输送机开始运行,1号皮带输送机指示灯亮起。这就是皮带输送机顺序启动的过程。如果此时按下逆序停止按钮,1号皮带输送机就会停止工作,1号皮带输送机的指示灯熄灭。6秒钟后,2号皮带输送机就会停止工作,2号皮带输送机的指示灯熄灭。6秒钟后,3号皮带输送机就会停止工作,3号皮带输送机的指示灯熄灭。这就是皮带输送机逆序停止的过程。皮带输送机在运行当中,只要按下紧急停止按钮或者是某一台皮带输送机出现卡死或过载现象,所有的皮带输送机将会同时停止工作,以此防止经济的损失和事故的发生。此系统具有非常方便的拓展功能,可以根据生产的实际需要,加减系统所使用的皮带数量,软件部分只要作相应的调整和修改即可,在延迟时间的修改上也很方便,只需要调整软件中定时器的数字便可以完成。
控制过程如下:
顺序启动按钮→3号皮带输送机启动→2号皮带输送机启动→1号皮带输送机启动
逆序停止按钮→1号皮带输送机停止→2号皮带输送机停止→3号皮带输送机停止
2 PLC的硬件与软件设计
为了达到该装置的总体控制要求,这里采用西门子S7-200系列PLC对萍矿机械制造厂的皮带输送机进行改造设计和运行调试,PLC设备的外部接线图和输入输出端口分配表分别见图2和表1。
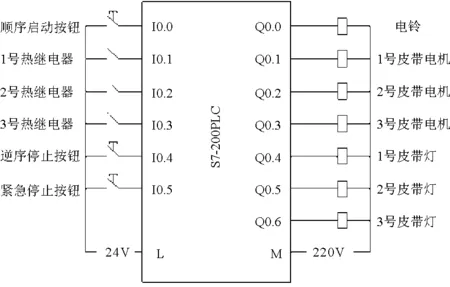
图2 PLC设备的外部接线图
皮带输送机的工作方式有多种多样,可以根据生产的实际控制要求,结合PLC设备的外部接线图和I/O端口分配表,设计出符合实际生产需求的顺序功能图及相应的梯形图。这里改造设计的顺序功能图和梯形图分别见图3和图4。
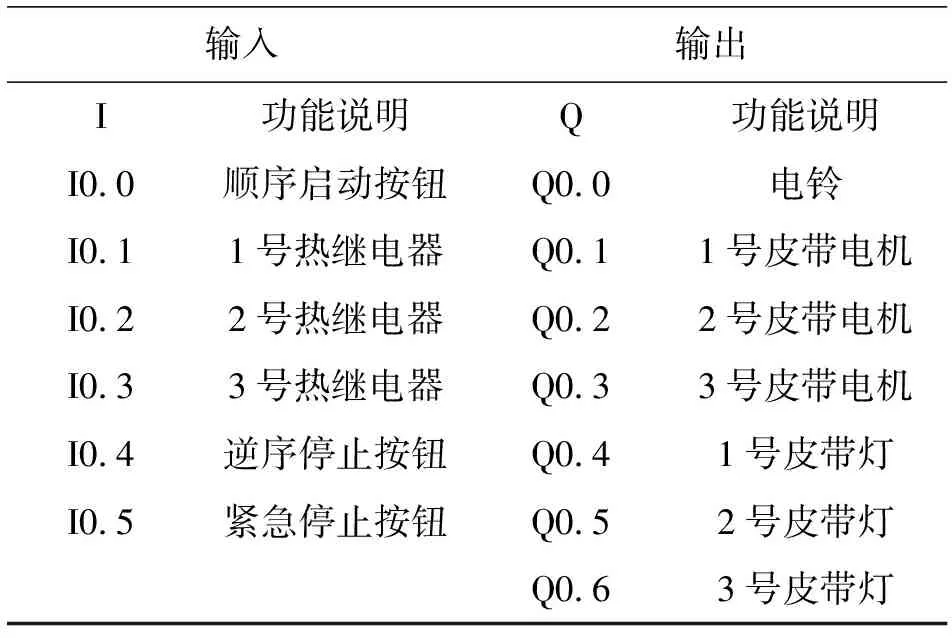
表1 输入输出端口分配表
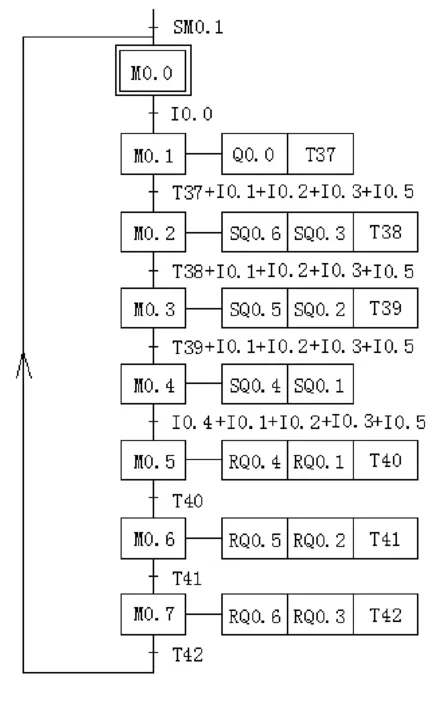
图3顺序功能图
3 皮带输送机的运行和调试
设备通电后,可以从电脑中的PLC程序监控到每个设备的运行状况,按下顺序启动按钮I0.0,电铃Q0.0就会响起,定时器T37开始定时。6秒后,电铃Q0.0停止工作,3号皮带输送机Q0.3和指示灯Q0.6开始工作,定时器T38开始定时。6秒后,2号皮带输送机Q0.2和指示灯Q0.5开始工作,定时器T39开始定时。6秒后,1号皮带输送机Q0.1和指示灯Q0.4开始工作,完成皮带输送机的顺序启动过程。如果此时按下逆序停止按钮I0.4,1号皮带输送机Q0.1和指示灯Q0.4停止工作,定时器T40开始定时。6秒后,2号皮带输送机Q0.2和指示灯Q0.5停止工作,定时器T41开始定时。6秒后,3号皮带输送机Q0.3和指示灯Q0.6停止工作,定时器T42开始定时。6秒后,皮带输送机回到初始状态,完成皮带输送机的逆序停止过程。皮带输送机在运行当中,只要按下紧急停止按钮I0.5或者是热过载继电器I0.1、I0.2、I0.3当中任何一台出现过载现象,所有的皮带输送机将会同时停止工作,以此防止经济的损失和事故的发生。
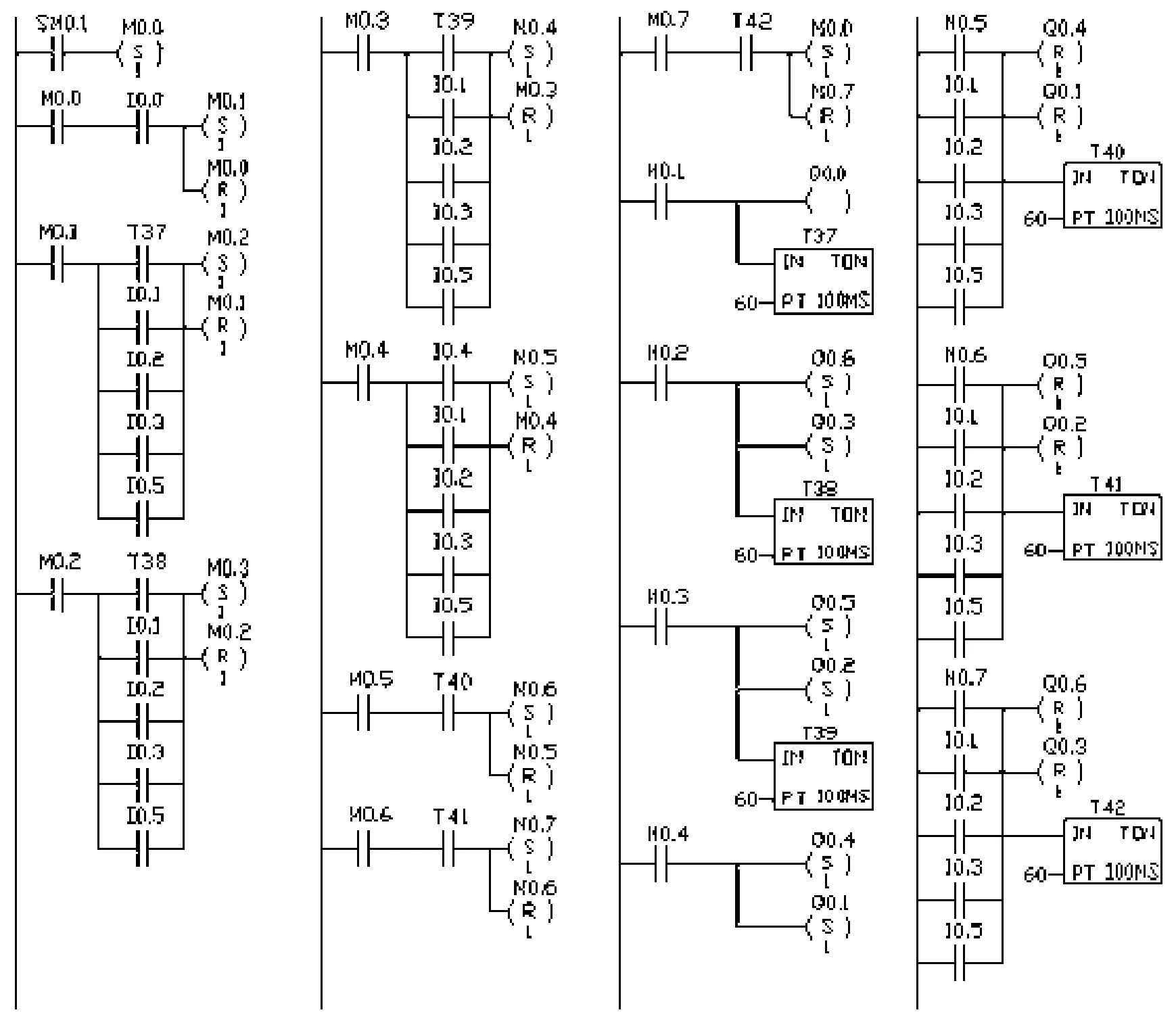
图4梯形图
4 结 语
萍矿机械制造厂的皮带输送机使用PLC技术后,能够根据设计的要求,实现顺序启动,逆序停止,故障停止等功能,运行状况良好。提高了企业的自动化管理水平和生产效率,减少了人员的配置和事故的发生率,取得了良好的社会和经济效益。用户在使用时可根据企业的生产要求对设备进行灵活设置,可以在不更改硬件装置的情况下,改变PLC的设计程序便可以满足不同的生产要求,操作简单[3]。由此可见PLC运用在皮带输送机中的控制技术值得推广与应用。
猜你喜欢
昆钢科技(2021年1期)2021-04-13
科普童话·百科探秘(2020年2期)2020-05-25
科普童话·百科探秘(2020年3期)2020-05-11
启迪与智慧·上旬刊(2019年5期)2019-09-10
作文·初中版(2019年8期)2019-09-09
汽车维修与保养(2014年12期)2014-04-18
自动化博览(2014年12期)2014-02-28
汽车维护与修理(2014年10期)2014-02-28
时代青年(上半月)(2009年12期)2010-04-07
数学大世界·小学低年级辅导版(2010年2期)2010-03-03