
表面形貌对热阴极电子发射特性的影响
2019-03-13 03:03郝广辉李泽鹏高玉娟周亚昆
物理学报 2019年3期
郝广辉 李泽鹏 高玉娟 周亚昆
(北京真空电子技术研究所, 北京 100015)
(2018 年 9 月 17 日收到; 2018 年 12 月 14 日收到修改稿)
为了研究热阴极表面形貌对电子发射能力的影响, 使用飞秒激光微纳加工技术在光滑的热阴极表面制备不同尺寸和形状的周期性条纹结构, 并使用相同的制备工艺对阴极进行除气和激活. 测试结果显示: 阴极表面周期性条纹结构可有效增强阴极的电子发射能力, 正交双向条纹结构表面阴极的发射电流密度高于单向条纹结构表面阴极的发射电流密度, 而且随条纹结构尺寸的降低, 阴极的电子发射能力逐渐增强. 对阴极表面形貌进行仿真, 发现微尖顶端位置在强电场的作用下具有较强的电子发射能力. 当阴极表面微尖底部直径与高度比值(r/h)较小时, 微尖的侧面仍是阴极电子发射的主要区域, 但是随着r/h减小, 阴极的电子发射区域逐渐由微尖侧面发射向微尖顶端转移, 场助电子发射效应成为阴极电子发射的主要组成部分.
1 引 言
由于真空电子器件具有耐高温、耐辐射、能量效率高和输出功率大等优点, 广泛应用于经济、军事、航天、通信、医疗和探测等领域[1−4]. 而阴极是真空电子器件的核心部件, 阴极的电子发射能力制约了真空电子器件的输出功率, 直接决定了真空电子器件的性能. 由于热阴极具有发射电流密度大、稳定性高、寿命长等优点, 一直是真空电子器件的首选电子源[5−9]. 随真空电子器件逐渐向高频率和高功率方向发展, 阴极的尺寸逐渐减小, 而所需阴极的发射电流却在逐渐增大, 所以研制大电流密度的热阴极对于制备高频率和高功率真空电子器件具有重要意义[10,11]. 目前, 提高热阴极电子发射能力的主要途径是降低阴极表面功函数, 所采取的方式主要有调整铝酸盐的混合比例、阴极表面覆贵金属膜 (如锇、锇-钌、锇-铼或锇-铱-铝等)和钪酸盐阴极等, 来改善阴极表面原子的结合状态, 增强阴极表面原子的活性, 而忽略了阴极表面形貌对阴极电子发射性能的影响[12−21]. 材料的表面形貌决定了材料的表面积, 因此阴极表面形貌的变化会改变阴极表面电子发射面的有效面积, 在一定程度上对阴极的电子发射性能产生影响.
从真空电子器件的阴极束流计算公式可知, 除了阴极发射电流密度决定阴极的发射电流外, 阴极的表面积也是影响阴极发射电流的重要参数. 在传统热阴极中, 为了提高阴极表面发射电子的均匀性和避免出现打火现象, 阴极表面设计为光滑平面或球面. 但是从热阴极表面显微形貌图片中可看出,阴极表面存在大量的车刀纹, 其尺寸在几个微米的量级. 从现有的测试结果可知, 在热阴极表面部分车刀纹位置附近电子的发射能力强于周围区域, 所以研究阴极表面形貌对改善阴极的发射能力具有重要意义. 但是由于阴极表面车刀纹的分布密度和深度不可控, 所以无法利用这一现象定向地改善阴极的电子发射性能. 随飞秒激光微纳加工技术的发展, 使用飞秒激光在阴极钨基上加工微米量级的条纹结构已成为可能, 可在保障阴极表面平整度的前提下在阴极表面加工出微米量级的周期性条纹结构, 通过改变条纹结构参数来控制阴极表面的有效面积, 为研究阴极表面形貌对阴极电子发射能力的影响提供了条件. 本文通过使用飞秒激光加工技术制备了不同表面形貌的热阴极基底材料, 并使用相同的制备工艺对热阴极材料进行排气和激活, 分别在不同工作温度条件下测试了阴极的电子发射特性. 结合阴极材料的表面形貌, 建立了相应的结构模型, 仿真了阴极表面发射电子的强度及其均匀性, 分析了影响阴极电子发射能力的因素.
2 实 验
实验中所使用阴极的钨基体孔隙度为25%, 阴极直径为3 mm, 在高温条件下分别浸渍铝酸盐(用于制备覆膜浸渍扩散阴极或M型阴极)或钪酸盐(用于制备钪酸盐阴极). 热阴极制备工艺如图1所示. 随后车制加工阴极表面, 此时阴极发射面为光滑平面. 为了对比阴极表面结构对阴极电子发射性能的影响, 使用飞秒激光微纳加工技术在阴极表面加工出不同参数的条纹结构. 阴极表面条纹结构分为单向条纹结构和正交双向条纹结构两种, 条纹间距分别为 8, 35 和 50 μ m , 而且条纹的深度等于条纹间距, 具体参数如表1所列, 单向和正交双向条纹结构阴极表面的显微形貌如图2所示. 由于在阴极表面条纹结构加工时阴极一直暴露在大气中,阴极表面钨原子和表面的铝酸盐或钪酸盐会发生

图1 热阴极制备工艺流程图Fig.1. Production process of thermal cathode preparation.

表1 阴极种类及其表面结构参数Table 1. Type of cathode and surface structure parameters.
氧化或变性, 所以需要将阴极样品放置于氢炉内进行退火, 退火温度为 1050—1100 ℃, 时间为 10 min.然后使用等离子刻蚀覆膜技术在浸渍铝酸盐的钨基表面覆锇金属膜, 锇膜厚度为 400 nm, 而钪酸盐阴极则无需覆金属膜. 随后将制备好的阴极和铜阳极材料封装于玻壳内制作成水冷真空二极管. 最后使用常规工艺对阴极进行除气和激活, 并分别测试不同温度下阴极的电流发射特性, 水冷真空二极管结构和阴极性能测试系统原理如图3所示.
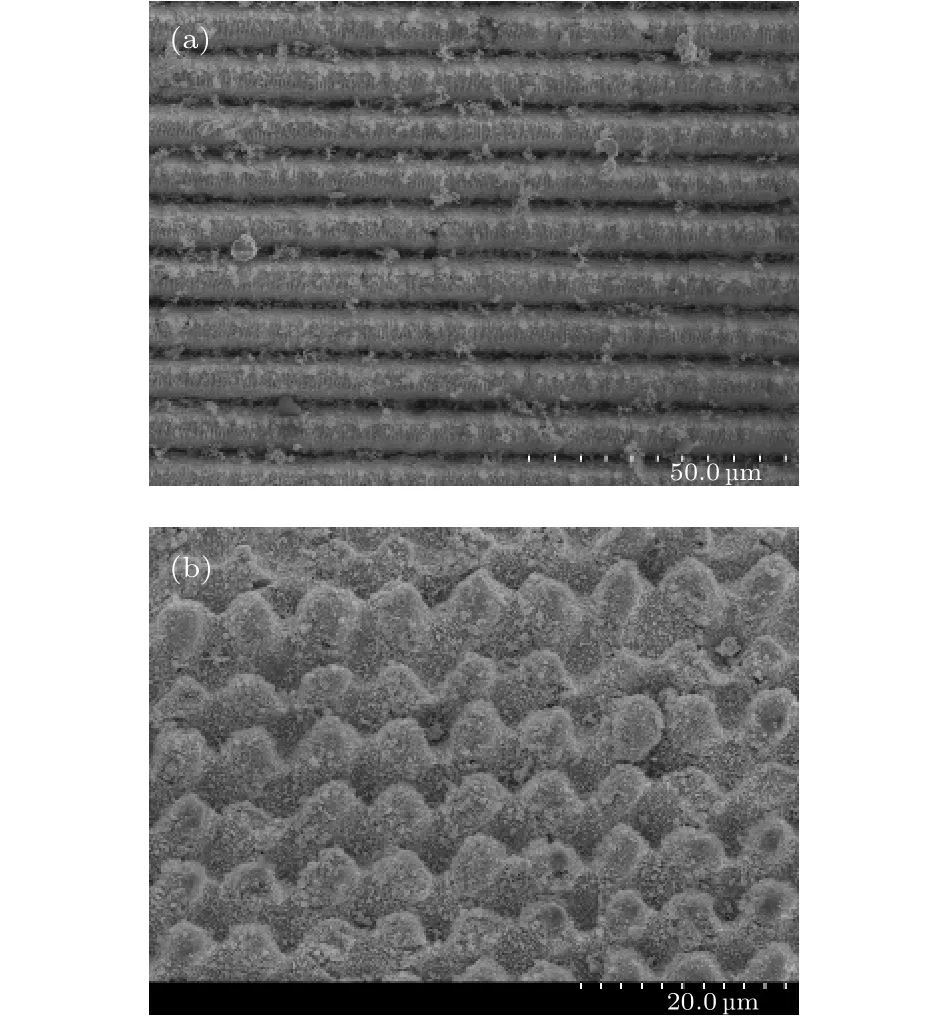
图2 周期性条纹结构阴极的表面显微形貌 (a)单向条纹结构; (b)正交双向条纹结构Fig.2. Surface microtopography of cathode with periodic stripe structure: (a) Unidirectionalstripe structure; (b) orthogonal bidirectional stripe structure.
阴极性能测试过程中, 高压电源测试信号为脉冲型信号, 脉宽为 1 0 μs,频率为 200 Hz, 其中阳极接地. 高压电源的电压测试范围为 0—4000 V. 通过热丝电源控制阴极的工作温度, 并使用光学高温计测试阴极发射面的温度. 通过计算机中阴极性能测试软件控制测试电源中热丝以及阴极和阳极之间的电压, 同时测试电源将热丝以及阴极和阳极之间的电压和电流反馈到计算机中进行显示和保存.其中阴极和阳极之间电压在0—500 V和500—4000 V 范围内, 而测试间隔为 50 V 和 100 V.
3 实验结果与分析
飞秒激光加工技术与纳秒激光以及其他激光加工技术存在较大差异, 飞秒激光脉冲作用于材料表面时间更短, 作用区域的原子瞬间被蒸发, 可避免热效应对材料表面带来的影响, 但是被蒸发的原子仍会沉积到激光作用区域周围的位置. 从图2可看出, 阴极材料表面并非理想的光滑条纹结构, 而是存在不同大小的毛刺. 但是这些毛刺的尺寸小于条纹的尺寸, 对阴极表面的条纹结构不会产生较大的影响. 尤其是在正交双向条纹结构的阴极表面中, 毛刺完全淹没在因正交双向加工所形成的微尖阵列结构中, 而且阵列结构中微尖的一致性比较好, 保障了阴极材料表面的完整性. 另外, 对于覆膜浸渍扩散阴极而言, 阴极样品加工周期性条纹结构以后再进行覆膜, 经此工艺后阴极表面的毛刺可进一步减小. 由于覆膜厚度仅为 400 nm, 所以不会对 8 μm 及其以上尺度的条纹结构产生影响.
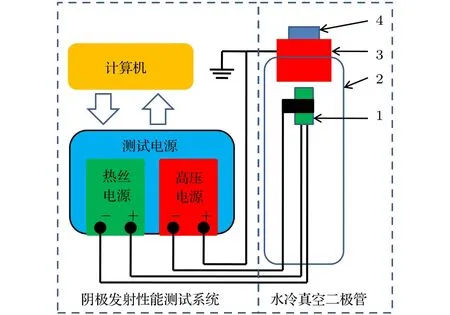
图3 水冷真空二极管结构及阴极性能测试系统示意图(1 为阴极, 2 为玻壳, 3 为阳极, 4 为冷却水接口)Fig.3. Diagram of water-cooled vacuum diode and cathode performance testing system. Symbol 1, 2, 3 and 4 are cathode, glass shell, anode and cooling water connector,respectively.
从图2可明显看出, 正交双向条纹结构表面的表面积远高于单项条纹结构表面的表面积. 在阴极实验样品中, 阴极样品1和样品2表面分别为单项条纹结构和正交双向条纹结构, 且条纹间距和深度均为 5 0 μm.激活后样品1和样品2在1000, 1050和1100 ℃温度条件下的发射电流密度特性如图4所示, 阴极样品1和样品2在空间电荷限制区的电子发射能力相差不大, 但是阴极样品2的零场发射电流密度(“拐点”位置的电流密度)远高于阴极样品1的零场发射电流密度. 而且阴极样品2在1000和1050 ℃温度条件下的电流发射特性几乎分别与阴极样品1在1050和1100 ℃温度下的电流发射特性相同, 所以阴极样品2的电子发射能力远高于阴极样品2的电子发射能力. 由于阴极样品1和样品2为同一批采用相同制备工艺制备的阴极, 所以可以忽略阴极制备过程中偶然因素对阴极电流发射特性的影响, 而阴极表面形貌的差异成为影响阴极样品1和样品2的唯一因素. 由此可知, 阴极样品2表面正交双向条纹结构有效地增加了阴极电子发射面的有效面积, 提高了阴极的电子发射能力.
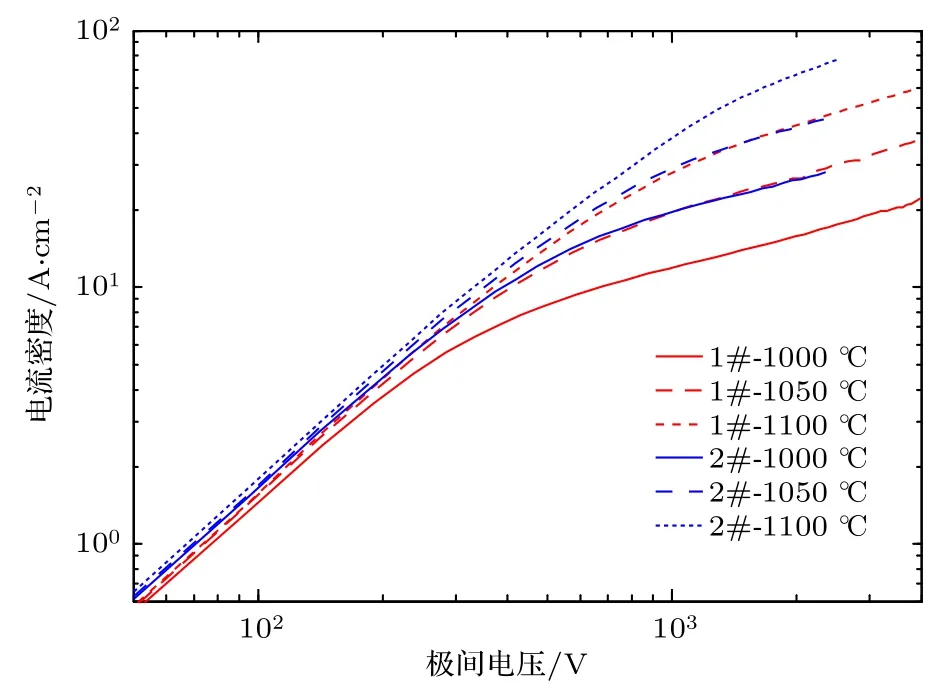
图4 不同工作温度条件下阴极样品1和样品2发射电流密度特性Fig.4. Current density character of cathode sample 1 and 2 with different working temperature.
由上述实验可知改善阴极表面形貌可提高阴极电子发射能力, 但是阴极样品1和样品2的发射电流密度仍不能满足高频率和高功率微波器件对电子源性能的要求. 阴极的电子发射性能需要进一步提升, 为此开展了阴极表面条纹尺寸对阴极电子发射特性的研究. 阴极样品3和样品4表面均为正交双向条纹结构, 激活后两种阴极样品的发射电流密度特性如图5所示. 由于阴极样品3测试过程中阴极和阳极之间的极间距小于其他阴极样品, 所以在低压测试阶段, 阴极样品3发射电流密度远高于其他阴极样品, 但这种现象并不会影响测试阴极的零场发射电流密度. 阴极样品2、样品3和样品4的零场发射电流密度如表2所列, 其中阴极样品4的零场发射电流密度远高于其他两种阴极样品的零场发射电流密度. 另外阴极样品2、样品3和样品4表面的条纹间距分别为50, 35和 8 μm,所以由此可看出随阴极表面条纹间距的减小, 阴极的电子发射能力逐渐增强.
虽然从上述实验证实阴极表面条纹间距减小可以提高阴极电子发射能力, 但是并非条纹间距越小越好. 首先由于阴极表面经机械加工后存在车刀纹, 车刀纹的尺寸在微米量级, 会淹没阴极表面的条纹结构; 其次阴极基底为钨海绵体, 钨海绵体的空隙可以达到微米量级; 最后对于高熔点的金属材料来说, 飞秒激光微纳加工技术能有效控制的加工精度同样为微米量级, 因此为了保障阴极表面的完整性和加工条纹的有效性, 阴极样品表面条纹最小值为8 μm.

图5 不同工作温度条件下阴极样品3和样品4的发射电流密度特性Fig.5. Current density character of cathode sample 3 and 4 with different working temperature.

表2 阴极样品2、样品3和样品4的零场发射电流密度Table 2. Zero field emission current density of cathode sample 2,3 and 4.
为了研究周期性条纹结构表面阴极的发射机理, 对阴极和阳极之间极间距较小时阴极的电子发射特性进行了研究. 图6所示为阴极样品4极间距由1 mm缩小为0.1 mm时不同工作温度条件下阴极的发射电流密度特性曲线, 可以看出随极间电压的增大, 阴极的发射电流密度曲线向上弯曲. 阴极工作温度分别为 850, 900, 950 和 1000 ℃ 时可测试到的最大发射电流密度分别为16.73, 34.81,48.32 和 43.10 A/cm2. 其中工作温度为 850 ℃ 且阴极和阳极之间电压为4000 V时, 阴极并未出现打火现象, 此时阴极和阳极之间的平均电场强度为4.00 × 105V/cm. 而工作温度为 900, 950 和 1000 ℃时阴极表面出现了打火现象, 此时阴极和阳极之间的平均电场强度分别为 2.85 × 105, 1.80 × 105和8.00 × 104V/cm. 从图 5 和图 6 的对比可以看出,图5中阴极样品4的发射电流密度特性曲线符合热阴极的电子发射特性, 而图6中阴极样品4的发射电流密度特性曲线完全不符合热阴极的电子发射特性, 而是类似场发射阴极的发射电流曲线.
从图2可看出, 由于使用激光在阴极表面进行了正交双向加工, 阴极样品表面产生了类似微尖阵列的结构, 该微尖的阵列结构类似于Spindt阴极的阵列结构, 所以微尖的顶端位置比微尖间隙位置拥有更强的电场. 另外, 阴极样品工作在高温状态且阴极表面的功函数远低于冷阴极, 以及结合图6可推断出阴极样品4在极间距为0.1 mm时, 表面微尖顶端产生了场发射特性.
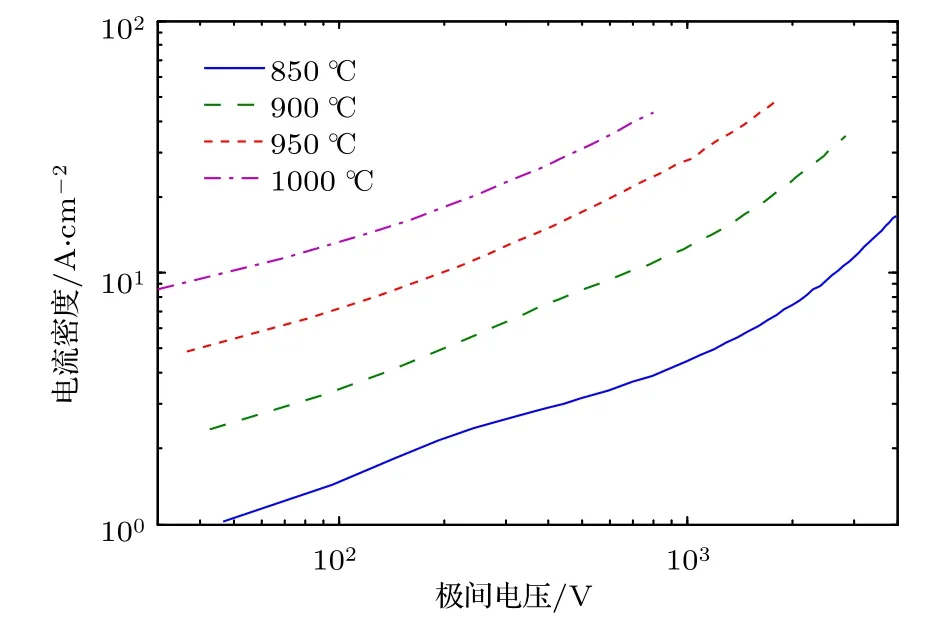
图6 极间距为 0.1 mm 时阴极样品 4 的发射电流密度特性Fig.6. Current density character of cathode sample 4 with polar distance 0.1 mm.
改善阴极表面形貌仅改变了阴极表面的物理属性, 并未改变阴极表面原子的化学状态, 所以对于其他类型的热阴极而言, 同样可以通过改善阴极表面形貌的方法提高阴极的电子发射能力. 实验中阴极样品5和样品6均为钪酸盐阴极, 条纹间距和深度均为 8 μm,两种阴极样品在不同工作温度条件下的发射电流密度特性曲线如图7所示. 在双对数坐标中, 阴极发射电流密度随极间电压的增加呈直线增长, 不同样品和不同温度下测试曲线近似平行, 无法直接看出正交双向条纹结构与单向条纹结构对阴极电子发射性能的影响. 图7插图为线性坐标中阴极发射电流密度随极间电压增加的变化趋势, 从中可明显看出拥有正交双向条纹结构的阴极样品6随着极间电压的增加, 发射电流密度增长幅度更大. 其中阴极样品6在1100 ℃工作温度条件下的零场发射电流密度达到了133 A/cm2, 进一步证实优化阴极表面形貌是提高阴极电子发射性能的有效途径.

图7 不同工作温度条件下阴极样品5和样品6发射电流密度特性Fig.7. Current density character of cathode sample 5 and 6 with different working temperature.
4 讨 论
由于正交双向条纹结构比单项条纹结构能更有效地扩展阴极的表面积, 可以更大幅度地提高阴极的电子发射能力, 为了研究正交双向条纹结构表面阴极发射电子过程中电子的空间分布和阴极的电子发射机理, 根据图2中阴极样品表面形貌, 建立了阴极表面3 × 3阵列结构模型, 如图8所示,每个微尖均为椭球形结构且底部紧密排列, 微尖底部直径为 5 μm,高度为5 μm.

图8 3 × 3 阵列结构的阴极电子发射性能仿真模型Fig.8. Emulation model of electron emission performance of cathode with array 3 × 3.
3 × 3阵列结构模型中微尖尖端位置截面和微尖间隙位置截面处的电子空间分布如图9所示. 由于微尖为椭球形结构, 自微尖顶端向下, 微尖之间的间隙迅速降低, 而椭球表面为等势面, 所以尖端顶端位置附近处的电场强度远高于侧面位置的电场强度. 从图9(a)可以看出, 微尖尖端位置处具有最强的电子发射能力, 比其侧面位置高出一个数量级. 但是由于尖端顶部电子发射能力较强的部位的面积远小于微尖侧面的面积, 所以阴极材料表面电子发射的重要区域为微尖的侧面, 如图9(b)所示,微尖间隙位置最大发射电流密度约为微尖顶端位置最大发射电流密度的两倍.
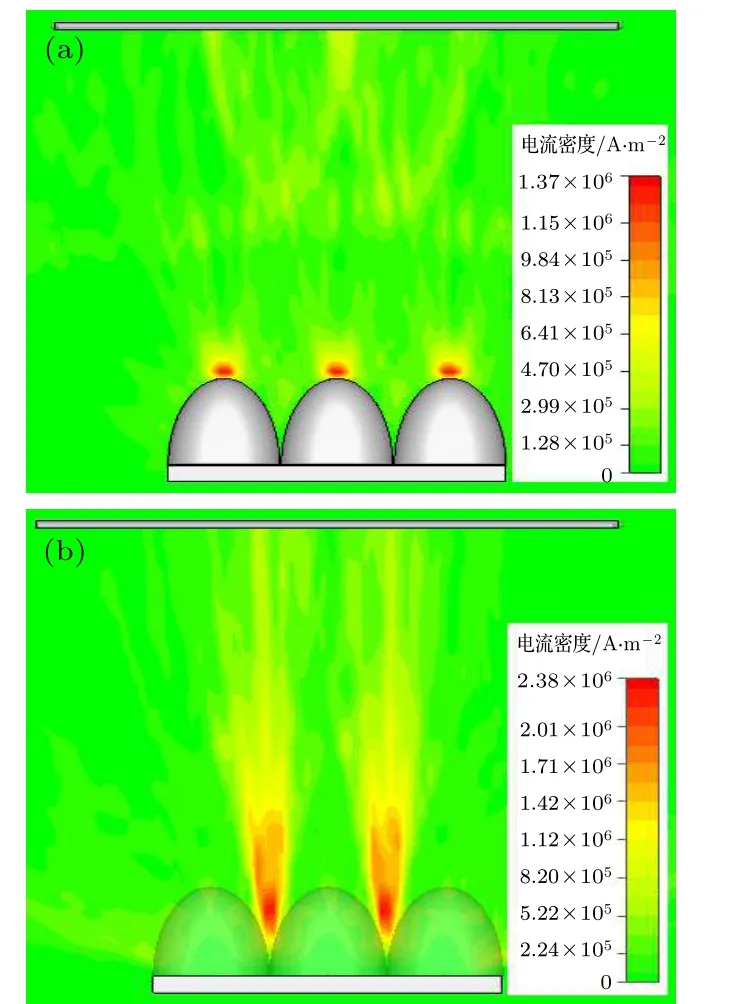
图9 3 × 3 阵列结构的阴极纵向截面处电子的空间分布 (a)微尖尖端位置截面; (b)微尖间隙位置截面Fig.9. Spatial distribution of electrons of longitudinal sections of cathode with array 3 × 3: (a) Cross section of top of tip; (b) cross section of clearance of tips.

图10 距阴极表面微尖顶端 1 0 μm 位置处横向截面中的电子分布Fig.10. Electronic distribution of lateral interface that far from the cathode surface about 10 μm.
图10所示为3 × 3阵列结构中距阴极表面微尖顶端 1 0 μm 处横向截面中的电子分布, 此时该处电子主要位于微尖间隙上方区域, 分布相对较为集中. 从图9(b)和图10可看出此时阴极发射电子束特性类似场发射Spindt阴极的电子束发射特性,随距微尖顶端位置距离的增加, 电子的分布范围逐渐扩大, 空间中电子的均匀性更好. 因此正交双向条纹结构所形成的微尖阵列可以有效保证阴极发射电子的均匀性.
上述椭球形阵列计算模型是根据图2(b)中阴极表面显微结构所建立的, 从图9(a)可看出, 自微尖顶端向下, 随深度的增加, 微尖之间间距迅速减小, 较大程度上屏蔽了阴阳极之间的电场, 使得微尖底部表面无法产生电子发射, 限制了阴极电子发射能力的提高. 因此为了充分发挥阴极表面条纹结构对阴极电子发射的促进作用, 需要进一步优化阴极表面形貌.
为了在保障阴极表面有较大的有效电子发射面积的基础上降低微尖结构对阳极之间空间电场的屏蔽作用, 将阴极表面微尖结构设计为锥形阵列结构, 如图11所示. 锥形阵列结构表面的电势分布如图12所示, 微尖顶端附近位置电势变化幅度最大, 相对应的电场强度最大. 自微尖顶端向下,微尖侧面的电势变化幅度逐渐减小, 相应地电场强度也在逐渐减小, 但是其特定高度位置处的电场强度高于椭球型微尖阵列表面阴极相同位置处的电场强度.
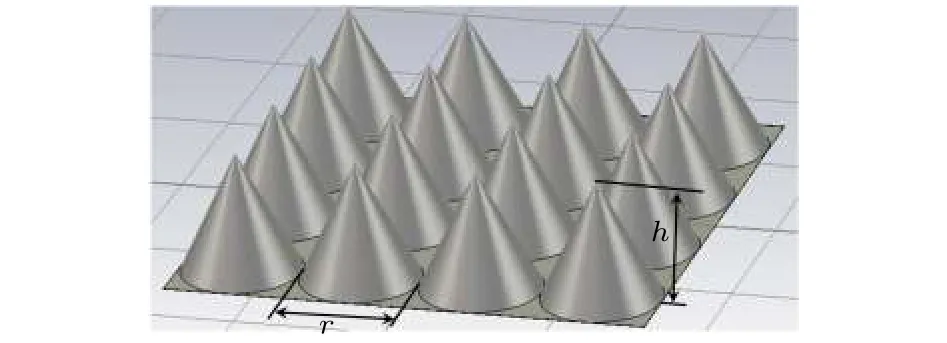
图11 4 × 4 阵列结构阴极表面理想结构模型Fig.11. Ideal structural model of cathode surface with array 4 × 4.

图12 锥形微尖阵列结构中阴极电势分布Fig.12. Potential distribution of cathode at the tapered micro-tip array structure.
上述计算模型中微尖底部直径和高度的比值为1 ∶ 1, 为了深入研究阴极表面微尖结构对阴极电子发射特性的影响, 在上述计算模型的基础上建立了不同参数的阵列结构. 第一步固定微尖结构的高度不变, 改变微尖底部直径的大小; 第二步固定微尖底部直径不变, 改变微尖高度, 分别计算上述两种模型中阴极的发射电流密度.
为了便于对比阴极结构参数对阴极电子发射性能的影响, 引入了微尖底部直径与高度比值(r/h)这一常数. 图13所示为r/h值对阴极发射电流密度的影响, 当r/h值大于10时, 由于微尖高度较低, 微尖顶端对底部电场的屏蔽作用较小, 阴极表面发射电子的有效区域面积变化不大, 所以此时阴极发射电流密度与平面型阴极的发射电流密度相差不大. 但是当r/h值小于10时, 随r/h值逐渐减小, 微尖顶端对底部电场的屏蔽作用逐渐增大, 微尖底部的电子发射能力逐渐减弱, 但此时微尖尖端附近位置的电场却在逐渐增强, 由强电场作用在微尖尖端附近位置引起的场助发射现象也逐渐增强.此时尖端位置的发射电流逐渐超过微尖侧面的发射电流, 成为阴极发射电子的主力. 另外, 当阴极与阳极之间极间电压增加时, 微尖尖端的电场强度同样会增大, 有利于提高阴极发射电流密度, 如上述实验中样品4阴阳极间距为0.1 mm时所测得的阴极发射电流密度特性(图6所示), 随极间电压增大, 阴极发射电流密度曲线在双对数坐标中依然呈现向上翘的变化趋势, 所以改善阴极表面形貌是一种有效改善阴极电子发射性能的措施.

图13 微尖结构r/h值对阴极发射电流密度的影响Fig.13. Effect of r/h value of micro-tip structure on emission current density of cathode.
4 结 论
通过飞秒激光微纳加工技术制备了不同表面结构的热阴极材料, 使用相同排气与激活工艺对阴极进行处理, 测试了不同工作温度下阴极的V-I特性. 结果显示拥有正交双向条纹结构的阴极具有更大的电子发射能力, 其中1100 ℃工作温度条件下, 正交双向条纹结构的覆膜浸渍扩散阴极的零场发射电流密度达到63.5 A/cm2, 钪酸盐阴极的零场发射电流密度达到133 A/cm2, 高于单项条纹结构阴极的电子发射能力. 根据激光加工后阴极的表面形貌, 建立了不同结构的阴极表面模型, 获得了阴极表面发射电子的均匀性, 以及阴极表面微尖阵列结构变化时阴极的发射电流密度, 分析了不同表面结构的电子发射机理, 研究结果可为研制大电流密度阴极提供参考.
猜你喜欢
有色设备(2022年2期)2022-08-06
蓄电池(2022年1期)2022-02-25
军民两用技术与产品(2021年10期)2021-03-16
小福尔摩斯(2019年2期)2019-09-10
小学生必读(低年级版)(2019年9期)2019-04-13
小学生必读(低年级版)(2019年10期)2019-04-13
电子制作(2018年12期)2018-08-01
中国有色冶金(2016年3期)2016-02-11
科技资讯(2015年8期)2015-07-02
