
高原铁路固定型组合辙叉的研制
2019-03-06 07:40孙立彬王世雄
山西建筑 2019年6期
孙立彬 王世雄 杜 平
(1.中铁宝桥集团有限公司,陕西 宝鸡 721006;2.中国铁路青藏集团有限公司,青海 西宁 810006)
0 引言
高原铁路具有自然条件恶劣、工程地址条件复杂、平均年气温低且日温差大、常年冻土区分布广泛等特点,其建设及养护维修条件极差。作为世界上海拔最高的高原铁路,青藏铁路所处的高原气候环境,对道岔扣件系统、结构关键部件用于跨区间无缝线路技术的适应性提出了严峻挑战。此外,青藏铁路途经多处环境恶劣地带甚至无人区,尤其是严寒缺氧所造成的人机工作效率下降,这对特殊环境下轨道结构少维修及长期服役性能提出了更高的要求。辙叉作为道岔中关键部件,直接影响整组道岔的使用寿命。本文以青藏铁路铺设最为广泛的60 kg/m钢轨12号单开道岔(图号:专线4249)为例,主要介绍固定型高锰钢组合辙叉的结构特点和制造过程,为青藏铁路、川藏铁路等高原铁路道岔产品提升提供技术参考。
1 辙叉设计原则及主要参数
1.1 设计原则
1)延长辙叉使用寿命、减少养护维修工作量,满足高原铁路运营条件。
2)与既有辙叉具有互换性,通过速度等指标与既有辙叉一致。
3)满足高原铁路无缝化适应性要求。
1.2 主要参数
1)几何尺寸见表1。

表1 辙叉主要参数 mm
2)通过速度(23 t轴重)。
直向通过速度:≤160 km/h;侧向通过速度:≤50 km/h。
2 固定型组合辙叉的主要结构特点
固定型高锰钢组合辙叉由不对称式高锰钢整铸叉心及长、短叉跟轨、翼轨、间隔铁等通过高强螺栓连接副拼装而成,见图1。

1)采用高锰钢叉心组合式结构,实现了辙叉最大冲击部位锰钢化。
2)叉心尾部与叉跟轨贴合为相错联接结构,避免了温度力集中至同一横向位置,改善了该部位受力状态,见图2。

3)叉心处间隔铁与叉心为高锰钢整铸一体式,组装后间隔铁下部支撑在翼轨轨肢上表面,上部支撑于轨头下颚,可保持竖向荷载的传递路径一致性,减少心轨与翼轨的垂直错位,增强结构的整体稳定性,防止心轨、翼轨随列车运行振动,引起心轨、翼轨高差变化。
4)翼轨、叉跟轨采用与线路相同材质的60 kg/m在线热处理钢轨制造,可适用于无缝线路的焊接要求。
5)辙叉间隔铁采用M30高强度螺栓副连接,保证了叉跟轨与心轨的连接强度,实现了温度力的传递。
6)防松装置。在螺母处增加防转结构,防止螺栓松动,减少养护维修工作量,见图3。

7)辙叉跟部间隔铁与钢轨轨腰之间均采用胶接,提高辙叉整体强度,进一步增强辙叉满足无缝化线路,抵御温度力的能力。
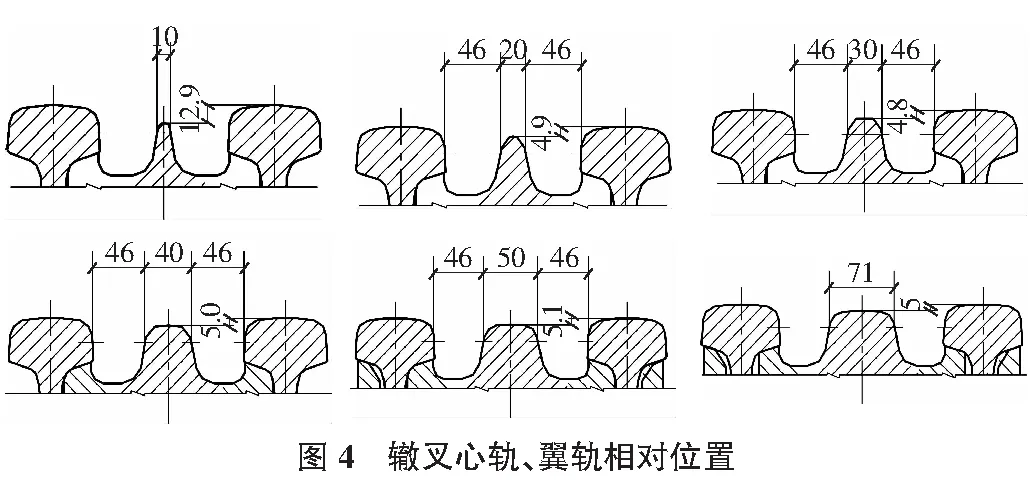
8)本次设计对高锰钢组合辙叉的心轨、翼轨相对位置关系进行了优化(见图4),提高了过岔平顺性,改善了列车通过辙叉时的运行条件,减轻了车轮对心轨的冲击与磨耗。
3 主要零部件的制造过程
辙叉制造过程中,立足公司已有组合辙叉成熟的制造经验基础上,结合本辙叉结构特点及生产能力对工艺进行了优化,严格执行图纸、标准及工艺文件要求,高质量、高精度地完成了制造任务。
1)不对称式高锰钢叉心铸造工艺流程。编制铸造工艺文件→设计制作模板→模样制作→模型检验→冶炼/造型→合箱浇筑→落砂→热处理→溶解→调直→毛坯修整→毛坯检验→机加工。
2)不对称式高锰钢叉心的加工工艺流程。一次调直划线→铣轨底→铣端头→二次调直划线→粗铣轨顶平面→铣工作边→铣翼轨轮廓及上下斜面→钻孔→铣降低值→铣底面台阶→精铣轨顶面→铣工作边圆弧→铣过渡段→成品打磨→检验→组装。
3)叉跟轨。叉跟轨采用在线热处理钢轨加工,其工艺流程如下:
下料→钻孔→顶弯→铣削→打磨棱角→扭转→精调→检验→人字尖组装。
4)翼轨。翼轨采用在线热处理钢轨加工,其工艺流程如下:
下料→钻孔→顶弯→铣削→打磨棱角→扭转→精调→检验→辙叉组装。
5)高锰钢组合辙叉的组装。高锰钢叉心、长心轨、短心轨、翼轨经检验合格后方可进行辙叉组装。辙叉组装时,检查辙叉开口、轮缘槽宽度、深度、趾长、跟长、工作边直线度、辙叉平面度等项点,主要采用专用检测样板、量具等,通过配装等方式保证组装精度。辙叉组装的关键是叉心和钢轨间配合面的组装、心翼轨高差控制、辙叉工作边直线度的控制等。
4 上道使用效果
高原气候环境下60 kg/m钢轨12号单开道岔固定型高锰钢组合辙叉于2018年5月在青藏铁路格尔木工务段玉珠峰站上道铺设,目前使用状态良好。该组合辙叉减少了道岔养护维修工作量,满足青藏铁路道岔无缝化适应性要求。
5 结语
固定型高锰钢组合辙叉研制过程中,汲取了高速铁路、重载铁路等先进道岔设计理念,运用了新技术、新结构、新材料,制定了科学合理的工艺流程,开发出满足青藏铁路特有高原气候的新型辙叉, 取得了一定的创新性成果,为今后高原铁路固定型辙叉的设计、制造、铺设积累了更多的经验。
猜你喜欢
燕山大学学报(2020年5期)2020-10-22
西藏文学(2020年3期)2020-06-05
铁道建筑(2020年4期)2020-05-11
铁道通信信号(2018年11期)2019-01-19
铁道通信信号(2018年7期)2018-08-29
铁道通信信号(2016年3期)2016-06-01
中国锰业(2016年5期)2016-02-04
铁道建筑(2015年2期)2015-12-26
中国铁道科学(2014年1期)2014-06-21
铁道标准设计(2014年8期)2014-06-07
