
年产10万吨乙二醇装置富氢气提纯改造
2019-03-04 13:22毛金平朱干龙张健堂王昌济
安徽化工 2019年1期
毛金平,朱干龙,张健堂,王昌济
(淮化集团乙二醇厂,安徽淮南 234000)
淮化集团10万吨/年乙二醇装置自投产运行以来,乙二醇加氢压缩产生3 000 m3驰放气,驰放气含氢气、甲烷、一氧化碳、氮气、二氧化碳及甲醇等,目前直接排空,既造成环境污染,又造成资源浪费。经过技术论证和分析,决定对该驰放气进行回收利用,通过新增一套氢气变压吸附装置,进一步提纯氢气后送至加氢压缩机入口处,作为乙二醇反应原料。
1 技术方案
经过对目前氢气提纯技术的进一步论证,决定采取变压吸附(PSA)氢气提纯技术。
1.1 原料气条件
(1)来源:加氢压缩机出口。
(2)流量:3 000 Nm3/h。
(3)压力:2.3~2.6 MPa(G)。
(4)温度:30℃。
(5)原料气组成见表1。

表1 原料气组成
1.2 改造工艺示意图
来自加氢压缩机出口处富含氢气的驰放气经过PSA变压吸附提纯后,返回至加氢压缩机入口处,作为乙二醇反应原料参与反应。
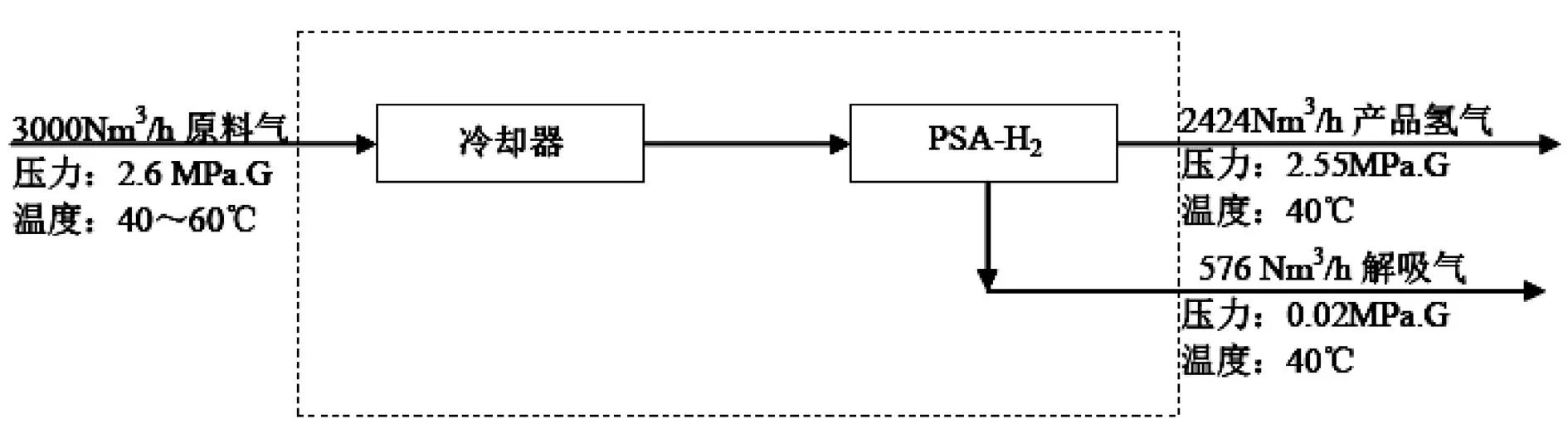
图1 改造工艺流程示意图
1.3 流程描述
变压吸附系统由1台冷却器、1台气液分离器、6台吸附塔、1台顺放气罐、1台解析气混合罐组成。
本装置变压吸附(PSA)工序采用6-1-3PSA工艺,即装置由6个吸附塔组成,其中一个吸附塔始终处于进料吸附状态,一个吸附塔处于冲洗再生状态;其工艺过程由吸附、三次均压降压、顺放、逆放、冲洗、三次均压升压和产品最终升压等步骤组成。
1.4 产品气设计指标
产品(氢)气组成见表2。

表2 产品(氢)气组成
产品(氢)气压力:2.55 MPa(G)
PSA氢气回收率:≥85%
解析气压力:0.02 MPa(G)
2 主要设备
(1)冷却器:规格尺寸30 m2,材质Q345R。
(2)气液分离器:规格尺寸Ф500,H=2 000,材质Q345R。
(3)PSA吸附器:规格尺寸Ф800,材质Q345R,数量6台。
(4)顺放气罐:规格尺寸Ф1 000,材质Q345R。
(5)解析气缓冲罐:规格尺寸Ф1 400,材质Q345R。
本套PSA吸附装置合计投资300万元。
3 吸附剂选择
经过技术交流及工业实际应用分析比较,选择四川省某吸附剂公司,其规格见表3。
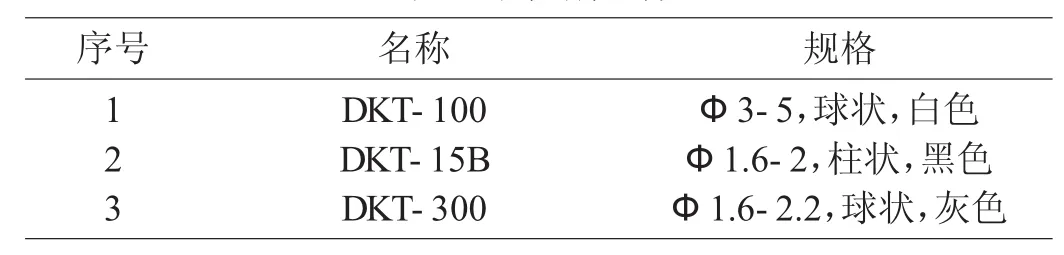
表3 吸附剂选择
4 控制系统
根据变压吸附的工艺特点,本装置控制系统设计和软件将在满足要求的前提下,既考虑技术的先进性、操作简便和直观,又兼顾到运行可靠稳定。
(1)顺序控制
本装置全部按照工艺给定条件进行顺序控制和模拟调节,使装置正常工作。顺序控制和模拟有机结合,并且对于多种切塔和恢复,能实现多种不同的控制程序。所有的程控开关阀均带检测、显示和报警功能。
(2)程序控制调节
这是由开关信号和模拟信号组合运行的复杂控制,分三个步骤:首先是顺序开关信号启动,然后进入自适应随动控制,最后由顺序开关信号关断或开启。
该功能用于保证各关键压力变换能和理想曲线基本完全吻合,从而保证了变压吸附工况的稳定和优化。
(3)参数优化控制
依据原料气量的变化和产品纯度自动地计算出最佳吸附循环时间,优化装置运行状况,使装置在保证产品质量的前提下,还可以自动地获得最高回收率、最佳的经济运行效益。
(4)连锁控制
包括工艺参数联动调节、工艺参数安全联锁、产品质量联锁控制等。
5 经济效益测算
原系统弛放氢气2 424 Nm3/h,经PSA吸附提纯后多回收氢气2 000 Nm3/h,弛放氢气424 Nm3/h。按照乙二醇设计有效工艺气单耗,则每小时多生产乙二醇0.75吨,每年生产乙二醇(按7 200小时计算)5 400吨,按照目前乙二醇含税价7 500元/吨计算,营业收入合计4 050万元,经济效益非常可观。□
猜你喜欢
当代化工研究(2022年3期)2023-01-18
石油石化绿色低碳(2022年4期)2023-01-06
电气技术(2022年4期)2022-04-28
冰雪运动(2021年2期)2021-08-14
广州化工(2020年5期)2020-04-01
化工设计通讯(2020年1期)2020-03-04
中国盐业(2018年23期)2018-03-30
化工设计通讯(2017年6期)2017-03-02
中国塑料(2015年5期)2015-10-14
医学研究杂志(2015年12期)2015-06-10
