STS负压控制方法的研究与实现
2019-02-22 02:35许旭李虹
中国设备工程 2019年2期
许旭,李虹
(河北白沙烟草有限责任公司保定卷烟厂,河北 保定 071000)
目前行业内部分厂家采用STS(梗丝增温增湿机)对梗丝进行膨胀处理,蒸汽与物料分离后,多余蒸汽被排潮风机排出室外。由于排潮风门为手动调整,精确性差,造成STS出口蒸汽外溢或冷气倒吸,出口振槽易凝结蒸汽,产生冷凝水,导致输送过程中出现物料粘附现象,严重影响下道工序的产品质量(如图1)。

图1 设备结构图
1 设备原理及存在问题
1.1 设备原理
STS安装有负压系统,主要由风机、排潮管道、手动风门和排潮罩等组成。生产过程中的作用是排除物料蒸发产生的水蒸汽及多余的蒸汽、潮气、灰尘和杂气等,并在设备出口处形成微负压,保证物料加工过程中通道内温湿度的稳定。其控制方式以人眼观察、手动调整风门为主,当生产过程的控制参数发生变化后,不能及时跟进,或没有调整余量,将导致负压发生变化(如图2)。

图2 原负压系统结构示意图
1.2 存在问题
现阶段的负压系统调整主要是通过人眼观察排潮罩的周围是否有潮气排除,不同季节观察到的潮气排出量不同,经常出现调整不到位的现象,一是负压过小,二是负压过大。
(1)负压过小产生的问题。
①造成筒类设备出口蒸汽外溢,导致生产环境温度升高,外溢的蒸汽冷凝在排潮罩内部形成潮湿层,造成物料在这些部位粘附。粘附的物料不能随着槽体的振动而脱离设备,并且还会越粘越厚。达到一定的厚度后,这些粘附的物料会成块的脱落,形成潮团或湿团,严重影响烟丝的品质。
②负压过小时,排潮罩下方的振槽表面也粘附物料,在设备保养或换牌时才能被清洁下来。这部分物料的水分高达40~50%,形成水泽烟,不能再继续使用,造成生产过程消耗增大。
(2)负压过大产生的问题。
①外界低温空气被吸入筒内,造成物料出口温度达不到工艺要求,影响产品质量。
②负压越大,排潮罩内的风速越大,当风速超过小块物料的悬浮速度时,这部分小块物料被吸入排潮管道中。
2 改进方法
行业内部分厂家采用自动敲击振槽的方式解决物料粘附问题,即在振槽运行时,敲击体借助振槽的振动力及弹簧的弹力有节奏的敲击槽体的底部,通过敲击将粘附在槽体表面的物料振动下来,从而减少槽体表面粘料量。这一装置安装简单,但存在不能减少烘丝后湿团,不能解决蒸汽外溢对环境温湿度的影响;增加生产现场噪音污染;改变振槽配重,缩短振槽使用寿命等诸多局限性。因此,需研制一种专门用于STS负压调控的装置,根据负压自动调节来实现全自动精准控制,在相应措施下减少物料粘附,从而提高设备保养效率,营造一个温湿度稳定的局部环境(如图3)。

图3 新型负压自动控制系统结构示意图
(1)排潮罩顶端连通排潮管道,排潮管道的另一端安装风机。风机工作将排潮罩内的排除物料蒸发出的水蒸汽、多余的蒸汽、潮气、灰尘及杂气排出到室外。在排潮罩上的负压传感器用于检测排潮罩内的压力值。负压传感器安装在排潮罩的下端,靠近制丝生产设备的工作端,检测的压力值更为接近工作值。负压传感器通过线路连接PC控制器,将测得的压力值传输到PLC控制器中进行分析。PLC控制器通过线路连接变频器来控制风机的转速,从而改变排潮罩中的压力值(如图4)。
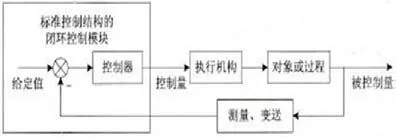
图4 负压控制流程图
(2)排潮罩内部靠近排潮管道位置架设有筛网,可以焊接到该位置。筛网的网孔直径为3m,用于防止较大杂物进入风机,造成风机损坏。
(3)排潮罩上靠近排潮管道位置安装有风速传感器,用于检测排潮罩中气流进入排潮管道的风速。风速传感器通过线路与PLC控制器连接,将测得的风速参数传输到PC控制器中进行分析。
(4)负压传感器的型号:伊莱克ELM110;风速传感器的型号:华裕WS-100B;风机的型号:京丰SR900;PLC控制器的型号:西门子S7-3006ES7350-1AH020AE0;变频器的型号:伦茨E82EV22-4C。根据生产过程实际数据测试,负压传感器输出的4~20mA电信号对应压力0~15mBr,风速传感器输出的4~20mA电信号对应风速0~25m/s,在风速超过25m/s时,直径小于3m的物料会被吸附到筛网上。由于筛网的网孔直径为3mm,导致筛网堵塞。在本次改进过程中,经过测算,当风机的电机频率达到44Hz时,风速达到25ms,因此,风机的上限频率设定为44Hz。在生产开始或试车阶段,当变频器输出频率达到44Hz时,风速传感器测得的风速达不到25m/s±1,则证明筛网堵塞或排潮管道堵塞,PLC控制器输出报警信号,I/0箱上的报警灯闪烁。
(5)根据生产实际情况及工艺要求,设定负压值为-6±1mBr,风速值为20±2m/s。负压传感器、风速传感器采集的电流信号输入PLC,经过PID运算后,控制信号输出到变频器,变频器控制风机转速,负压传感器时刻监测负压值,经过划算后与设定值对比。当检测值与设定值的差值在土5%范围内,风机停止调整,以当前设定频率运转(如图5)。
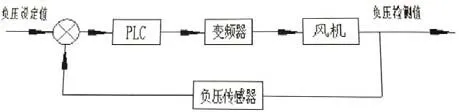
图5 控制逻辑流程图
(6)在排潮罩顶端安装有清洁管路,清洁管路的风力出口朝向筛网,用于向筛网喷出高压气体,清洁筛网。电磁阀用于控制清洁管路的启闭,通过电线与PLC控制器连接。生产结束后,PLC输出控制信号,停止风机,接通清洗管路的电磁阀,压缩空气进入排潮罩,清洁筛网,吹落粘附在筛网上的杂物,保证筛网网孔的畅通性(图6)。
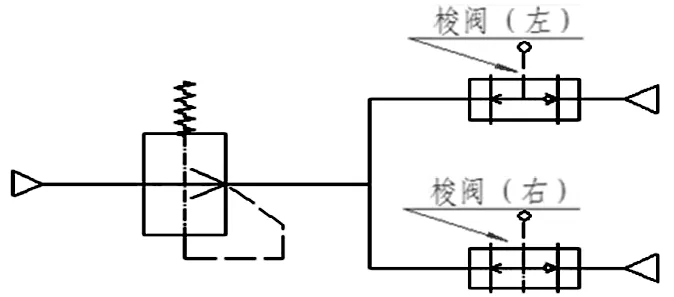
图6 喷吹系统原理图
(7)通过负压传感器来获取排潮罩内的压力值,传输给PLC控制器进行分析,发出控制信号改变变频器的输出频率,最终控制风机的转速,来达到控制排潮罩内负压值的目的,实现自动控制;消除筒类设备出口蒸汽外溢现象或倒吸冷风问题,保证生产环境的稳定,实现产品质量的稳定。
3 改进效果
保养物料重量降低到2.62kg/天,烘后梗丝湿团问题已基本杜绝。STS堵料次数由4.4次/月,降低到0.3次/月。实现排潮系统负压的自动控制。消除筒类设备出口蒸汽外溢现象或倒吸冷风问题,保证了生产环境的稳定。
猜你喜欢
消费电子(2022年6期)2022-08-25
建材发展导向(2022年10期)2022-07-28
橡塑技术与装备(2022年6期)2022-06-02
现代仪器与医疗(2021年5期)2021-12-02
感染、炎症、修复(2021年1期)2021-07-28
化工管理(2021年6期)2021-03-24
防爆电机(2020年3期)2020-11-06
矿业工程(2020年6期)2020-02-01
活力(2019年22期)2019-03-16
电子制作(2017年7期)2017-06-05