
非球面磁性复合流体抛光路径误差分析与仿真
2019-02-21 09:32钱大兵姜晨姚磊彭涛张勇斌
光学仪器 2019年5期
钱大兵 姜晨 姚磊 彭涛 张勇斌


摘要:针对光学系统中对非球面元件的精度要求,设计了直线光栅式的抛光轨迹,并用磁性复合流体以这一抛光轨迹抛光非球面。根据抛光轨迹和非球面方程计算出每个抛光点的坐标;根据抛光点坐标和抛光头的抛光姿态计算出对应的抛光头中心点的坐标;建立相邻两抛光点的弓高误差模型,仿真出弓高误差模型并分析弓高误差的变化规律;根据弓高误差变化规律,用等弓高误差变步长控制算法实现弓高误差的一致性,提高加工质量。
关键词:磁性复合流体;非球面;等弓高误差;路径规划
中图分类号:TH161 文献标志码:A
引言
随着科学技术的快速发展,光学仪器的制造水平也越来越高,对光学元件的要求也不断提升。非球面具有成像质量好、质量轻、光能损失少、精度高、体积小等优点,广泛应用于变焦镜头、天文望远镜等之中。随着对非球面元件需求的增大,非球面元件的加工技术也逐步趋于完善。目前常用的加工技术有计算机控制表面成形、磁流变抛光、离子束加工、精密成型等,其中抛光作为非球面加工的最后一项关键技术,近年来也经历了快速的发展。
磁场辅助抛光作为一种新型的加工技术近年来受到美国、日本等发达国家的高度重视,并且广泛应用于光学元件、半导体等有较高表面精度的零件的加工中。日本的TAIA等研发了磁流体(MF)抛光技术,将松散的磨粒混合到磁流体中,通过磁场控制磨粒在磁流体中的机械运动和抛光,磨料颗粒的分散性较好,但粘度较低,从而使磨料颗粒的滞留量较小。美国Roch大学光学研究中心的Prokhorov等研发了磁流变加工技术,磁流变液(magnetorheololgical fluid,MRF)是通过均匀混合煤油、磨料粒子、纯铁粉得到的,通过其在磁场中的磁流变性进行光整加工,MRF粘度比较高、加工效率高,但是磨料的分布不是很均匀。日本的Shimada等提出了一种新型的磁性复合流体抛光液(MCF),MCF是MF和MRF的混合物,它结合了两者的优点,它的粘度和颗粒分布的稳定性都比较高,在磁场作用下产生较大的磁力,具有良好的抛光性能。
目前我国也开展了相关的研究:张健等提出了小磨头自适应抛光的方法,对铣削后中频误差较大的非球面进行预抛光,抑制中频误差;潘日等基于大口径轴对称光学非球面,设计制造了一套气囊抛光系统,并对其结构进行了仿真分析;王宏一研究了阿基米德螺旋线的线间距变化规律和重叠率规律,提出了一种等重叠率的螺旋线轨迹规划方法。由于现有的研究不涉及非球面的MCF抛光,本文采用线性光栅轨迹规划方法对弓高误差进行仿真分析,采用等弓高误差的变步长控制算法,通过仿真模拟分析了弓高误差和步长之间的规律,实现了弓高误差的可控性,为磁性复合流体抛光非球面的精度控制提供参考。
1抛光路径规划
1.1加工路径规划
在传统加工中:常用的规划方法有直线光栅式、螺旋线式、Hilbert曲线等;常用的行距确定方法有参数线法、截平面法、等残留高度法;常用的步长确定方法有等参数步长法、等弦长步长法、等弓高步长法,但这些方法主要应用于铣削和磨削加工中。
抛光加工是抛光头沿着设定好的抛光轨迹进行驻留抛光的过程。对不同的抛光轨迹,有不同的抛光方法,即使是同一种抛光轨迹抛光不同的工件,抛光的效果也不同,因此选择合适的抛光轨迹显得尤为重要。目前常用的抛光轨迹是直线光栅式和螺旋线式抛光轨迹,因为螺旋线式抛光轨迹在平面上投影的线距变化较大,导致轨迹间去除区域的接触面积变化较大,抛光效果不好,本文采用直线光栅式轨迹对非球面抛光进行研究。
1.2路径规划算法
主要有以下4步:
(1)建立非球面数学模型,非球面的方程可以表示为
2.2误差分析
根据上述建立好的MCF抛光误差模型,通过MATLAB仿真抛光轨迹、抛光头中心点轨迹和弓高误差。在仿真过程中设抛光头的圆弧半径为50mm,非球面方程的參数如表1所示。
根据直线光栅式的加工轨迹和抛光头中心点的计算方法,可以仿真出抛光轨迹和抛光头中心轨迹,如图3所示。
图4(a)所示,根据直线光栅式的抛光轨迹,当步长变大其y-z平面内的弓高误差也变大,当步长变小其y-z平面内的弓高误差也变小。MATLAB仿真结果表明:当y的值从-180到0时,弓高误差d先减小后增大,当y的值从0到180时,弓高误差先减小再增大;在同一时刻,x轴方向上的后一条轨迹的弓高误差的减小趋势比前一条减小的趋势更大;如图4(b)所示,在y等于0附近时,误差达到最高,在y等于120和-120附近时,误差达到最小值。
2.3等弓高误差变步长控制算法
复杂曲面常用的计算步长方法有等参数法、等截面法、等弓高误差法,为了获得满足弓高误差的最大步长,本文采用等弓高误差法来计算步长。先对弓高误差的模型进行简化,简化后的模型如图5所示。
根据简化后的误差模型来计算步长,步长可表示为
式中:L相邻两抛光点之间的距离;R为非球面的局部曲率半径;h为设定的弓高误差;r为抛光头半径。
由于此误差模型是简化后的误差模型,用此误差模型计算出的步长所对应的弓高误差不一定在弓高误差的控制范围之内。当计算出的步长所对应的弓高误差不在弓高误差的控制范围之内时,需要用步长搜索法来确定满足弓高误差的最大步长。步长搜索法的原理是,当误差需要控制在ε1≤d≤ε2(ε1为弓高误差下限、ε2为弓高误差上限)时,如果弓高误差小于ε1需要增大步长,直到误差在想要控制的范围之内,如果误差大于ε2,需要减小步长,直到误差在控制的范围之内。等弓高误差变步长控制算法的具体实现方法如下。
(1)初始化y1、z1。
(2)根据初始y1、z1用式(12)计算出步长L。
(3)根据计算出的步长确定出y2、z2。
(4)根据式(11)求出弓高误差d。
(5)如果ε1≤d≤ε2,令y1=y2,Z1=Z2,然后转第2步。如果d不在弓高误差的控制范围之内:当d<ε1时,确定增大搜索步长hi,在原y2的基础上增大搜索步长hi,计算出对应弓高误差,直到弓高误差在想要控制的范围之内;当d>ε2时,确定减小步长hd,在原y2的基础上减小搜索步长hd计算出对应的弓高误差,直到弓高误差在想要控制的范围之内,令y1=Y2,Z1=Z2,然后转第2步。
用等弓高误差变步长控制算法对非球面的弓高误差进行控制,所用的控制参数如表2所示。
图6为用等弓高误差变步长控制算法得到的结果,在弓高误差偏高区域,步长偏密集,在弓高误差偏低区域,步长偏稀疏。当误差控制范围在[2.8,3.0]时,需要39个抛光点,当误差控制在[3.0,3.2]时,需要38个抛光点,当误差控制范围在[3.2,3.4]时,需要37个抛光点,由此可知,误差控制的范围越接近原始误差时,抛光点的数量越少,误差控制范围下降,抛光点数增加。
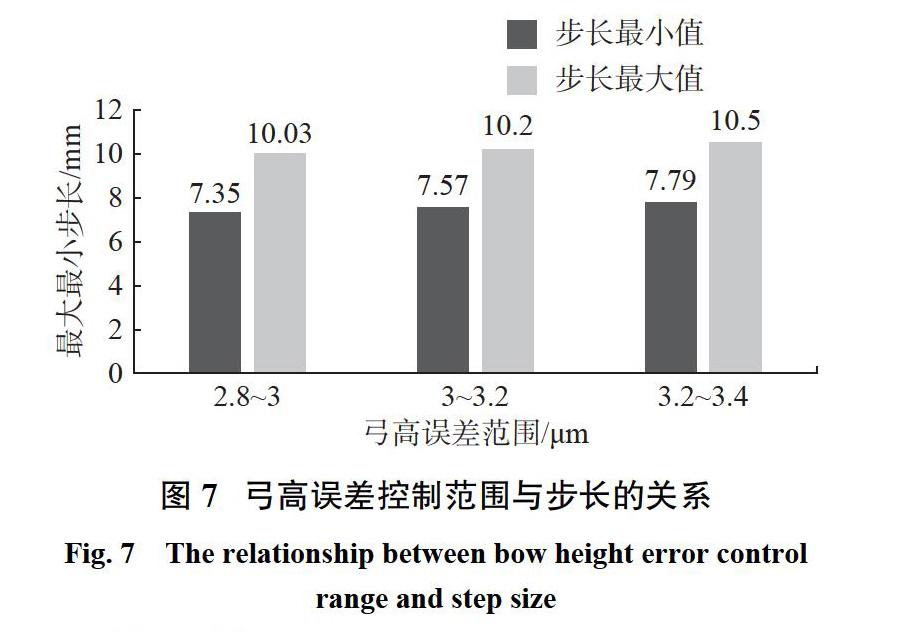
图7是弓高误差的控制范围与最大和最小步长的关系,当弓高误差的控制范围为【2.8,3.0】、【3.0,3.2】、【3.2,3.4】时最大步长分别为10.03、10.20、10.50,最小步长分别为7.35、7.57、7.79。由此不难看出,弓高误差控制范围上升,最大步长和最小步长都在增大,弓高误差控制范围下降,最大步长和最小步长都在减小。用此控制算法可以把弓高误差控制在需要的范围之内,可以获得满足弓高误差的最大步长,提高了加工精度和加工效率。
3结论
(1)对非球面采用直线光栅式的加工轨迹进行表面加工,针对MCF抛光的特性,设计轨迹规划算法并且建立误差模型,仿真出非球面的弓高误差分布,对非球面的弓高误差分布进行分析。
(2)根据仿真结果可知:当弓高误差控制范围上升,最大步长和最小步长都在增大,抛光点数量在减少,当弓高误差控制范围下降,最大步长和最小步长都在减小,抛光点数量在增多。
(3)这一运动控制算法可以在CNC抛光设备上得以应用,只需把算法生成的数据导入CNC抛光台,抛光设备按算法生成的数据点进行抛光,就可以实现弓高误差的一致性。
猜你喜欢
中国新通信(2016年22期)2017-01-13
电脑知识与技术(2016年28期)2016-12-21
电子技术与软件工程(2016年20期)2016-12-21
科技视界(2016年26期)2016-12-17
电脑知识与技术(2016年26期)2016-11-25
科技视界(2016年20期)2016-09-29
中国塑料(2016年3期)2016-06-15
航天制造技术(2016年6期)2016-05-09
中国塑料(2015年9期)2015-10-14
组合机床与自动化加工技术(2014年12期)2014-03-01
