正己烷-乙酸乙酯共沸物萃取精馏工艺模拟研究
2019-02-21 09:29克良
山东化工 2019年2期
, , ,克良,
(1.中国石油工程建设有限公司华北分公司,河北 任丘 062552;2.六盘水师范学院化学与材料工程学院,贵州 六盘水 553004)
1 引言
乙酸乙酯作为调香剂组份成为香精等香料的主要原料[1-3],在医药等许多领域,它与正己烷均作为优良的有机溶剂,两者常压下会形成最低共沸物[4-5],温度为65.18℃,n(正己烷)∶n(乙酸乙酯)= 0.6687∶0.3313,而在生产中,这两个溶剂必须完全脱除并且达到回收再利用。该二元共沸物不能用普通精馏法分开,本文采用萃取精馏的方法分离[6-7],近几年来,在雷志刚、崔现宝等人[8-11]的研究下萃取精馏工艺研究有很大的发展,本文利用 Aspen Plus 软件对正己烷-乙酸乙酯萃取精馏工艺进行了研究,以糠醛为溶剂,优化得到萃取精馏塔和萃取剂再生塔的最优工艺参数和最佳的分离结果。
2 萃取剂的选择
糠醛是优良的溶剂,具有毒性小、安全、性质稳定等特点,本文将其选为分离正己烷-乙酸乙酯共沸体系的萃取剂,通过化工过程模拟软件Aspen Plus中的Analysis模块进行模拟分析,考察糠醛对正己烷-乙酸乙酯体系的全部浓度范围内(物质的量分数)相对挥发度和选择性的影响,物性方法选用NRTL方程。
从表1可以看出,正己烷的相对挥发度的数值均大于3,糠醛的引入不仅能够消除正己烷-乙酸乙酯体系的共沸点,而且还表现出了优良萃取剂的特性。
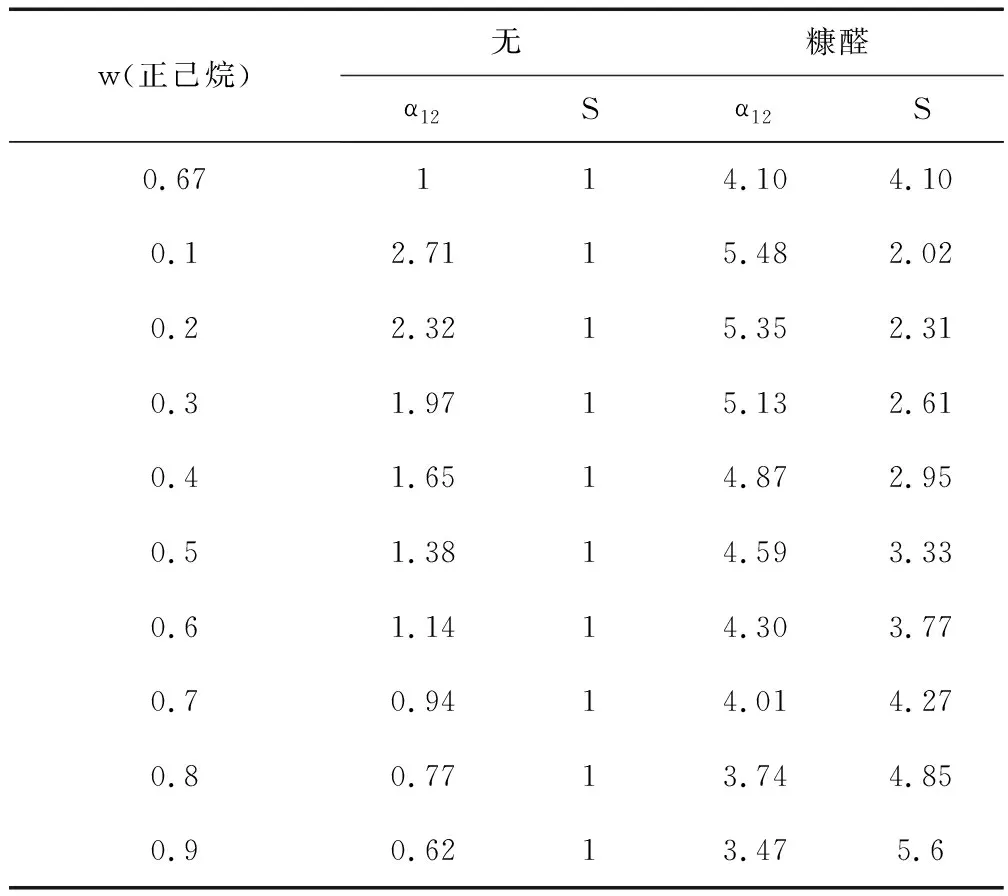
表1 糠醛对正己烷-乙酸乙酯相对挥发度和选择性的影响
3 工艺流程优化
3.1 工艺流程
正己烷-乙酸乙酯体系萃取精馏工艺流程如图1所示。
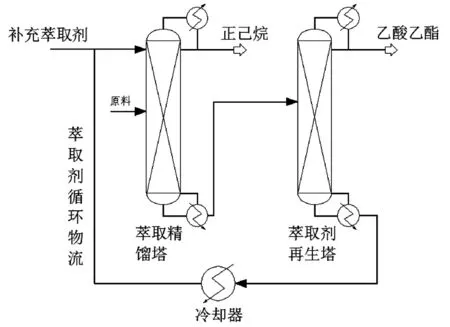
图1 正己烷-乙酸乙酯体系萃取精馏工艺流程
3.2 溶剂比对正己烷纯度的影响
表2列举溶剂比对分离效果的影响,其中XD表示塔顶正己烷的质量分数(%),XW表示塔底正己烷的质量分数(%)。
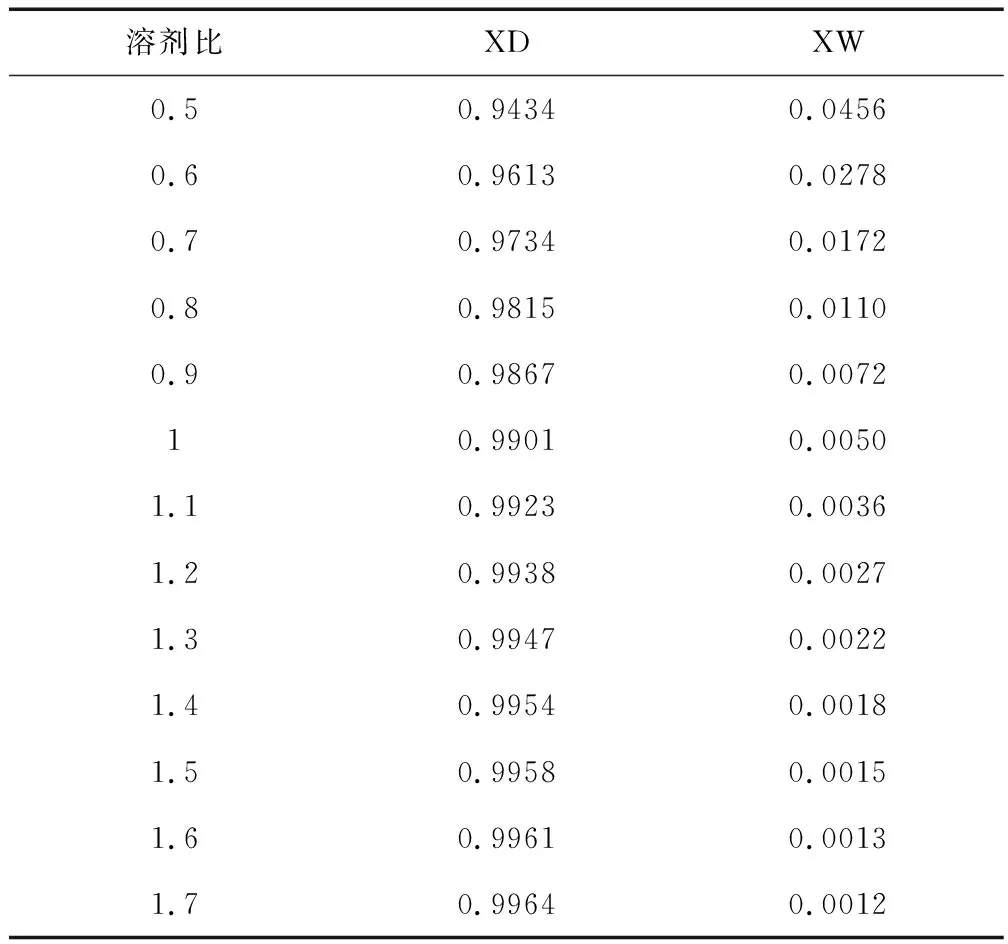
表2 溶剂比的影响
正己烷的质量分数随溶剂比的增加而增大,当溶剂比为1.4时,正己烷的纯度已达到99.54%,本文溶剂比选为1.4。
3.3 全塔理论板数对正己烷纯度的影响
全塔理论板数的影响见表3。
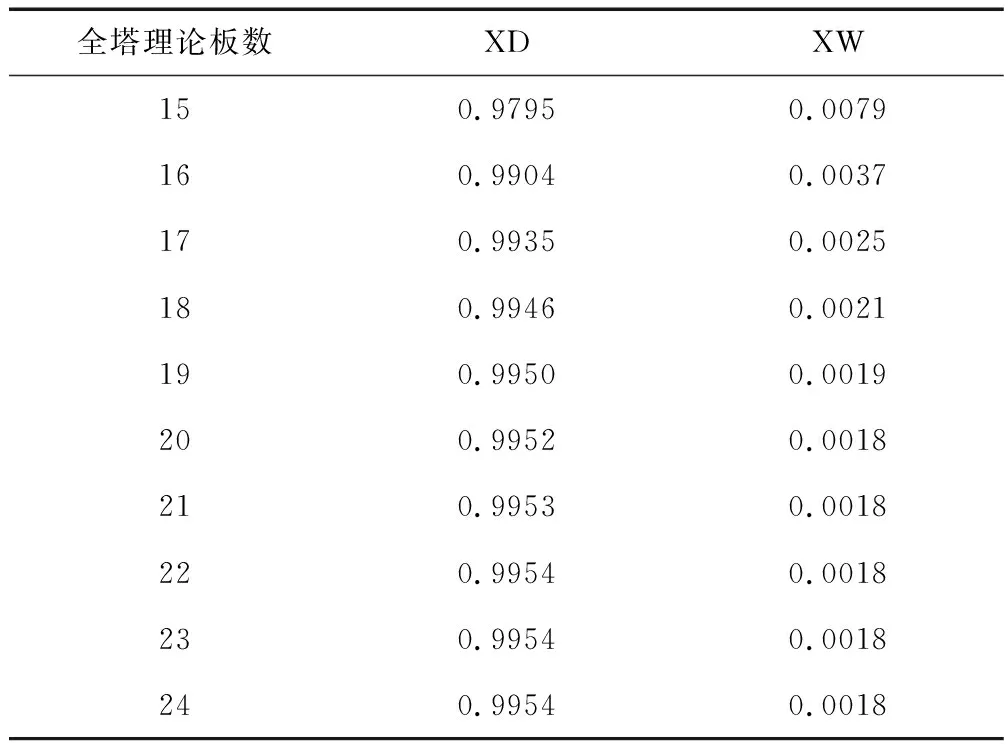
表3 全塔理论板数的影响
正己烷的纯度随塔板数的增加而提高,当塔板数大于22时,达到最大值。全塔的理论板数选为22块较为合理。
3.4 回流比(物质的量)对正己烷纯度的影响
回流比的影响见表4。
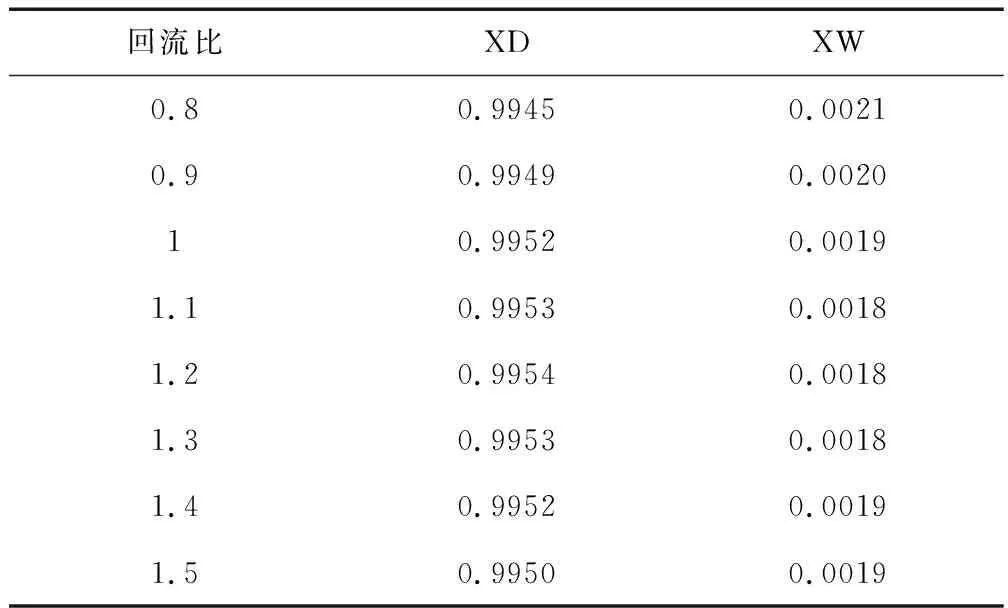
表4 回流比的影响
回流比的影响呈现出先升后降的趋势,当回流比为1.2时,其正己烷的纯度可达到最大。回流比选为1.2。
3.5 原料进料位置对正己烷纯度的影响
原料进料位置的影响见表5。
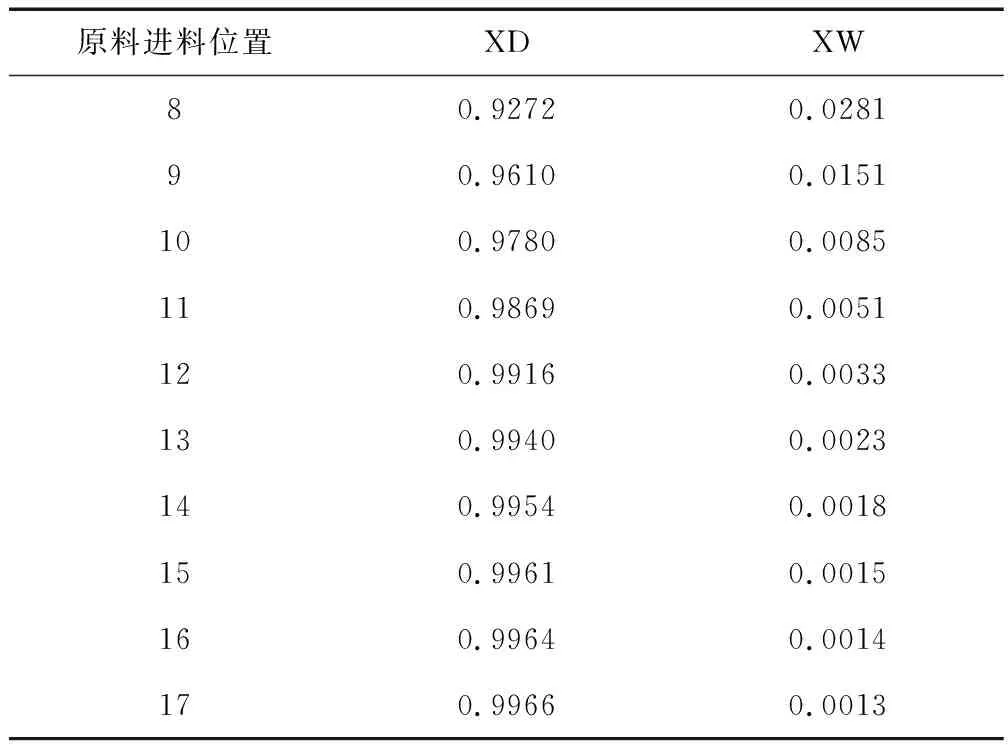
表5 原料进料位置的影响
原料液在第14块塔板进料时,正己烷的质量分数达到99.54%,本文原料进料位置选第14块。
3.6 萃取剂进料位置对正己烷纯度的影响
萃取剂进料位置的影响见表6。
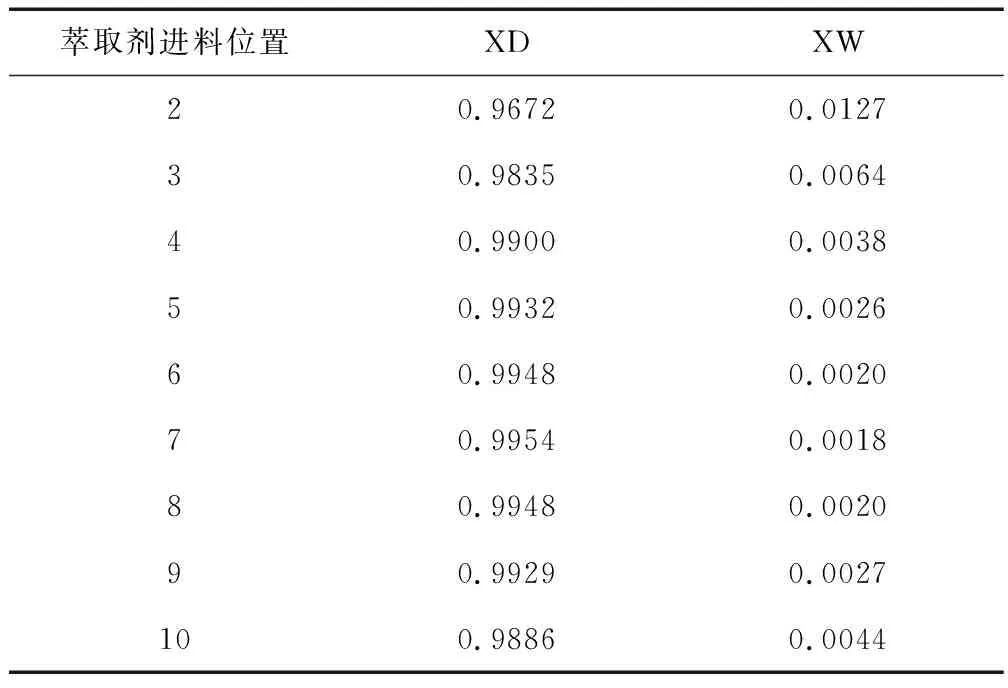
表6 萃取剂进料位置的影响
萃取剂在第7块塔板进料时,其正己烷的质量分数达到最高,为99.54%,萃取剂进料位置选为第7块。
3.7 萃取剂再生塔的模拟条件与结果及全流程的模拟结果
通过灵敏度分析工具对萃取剂再生塔进行了考察研究,并确定了其中的最佳工艺参数,详见表7。
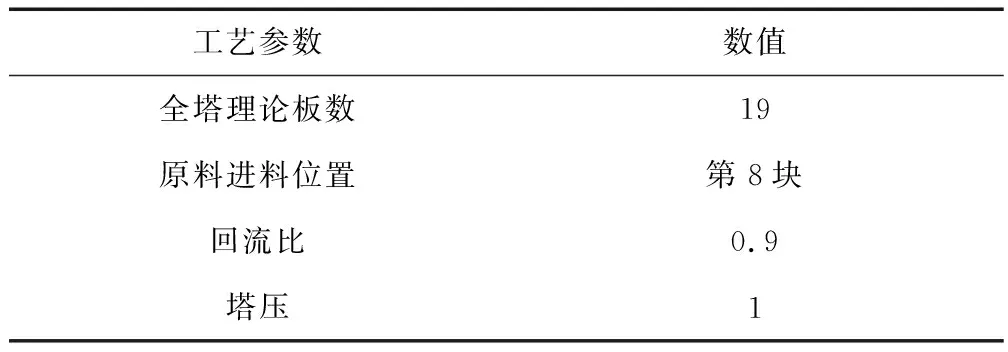
表7 萃取剂再生塔的最佳工艺参数
在上述优化的工艺条件下,全流程的模拟结果为:正己烷的质量分数为99.5%,乙酸乙酯的质量分数为99.1%。
4 结论
本文以糠醛为萃取剂,运用灵敏度分析工具所得到最佳工艺和操作条件,在该条件下,其中正己烷的分离效果达到99.5%,乙酸乙酯的质量分数可以达到99.1%。
猜你喜欢
化工设计(2022年4期)2023-01-02
精细石油化工(2022年5期)2022-09-21
氯碱工业(2022年5期)2022-08-01
石油炼制与化工(2022年2期)2022-02-15
石油沥青(2021年6期)2021-02-10
安徽化工(2020年5期)2020-10-16
化工管理(2020年26期)2020-10-09
化工管理(2020年19期)2020-07-28
化工技术与开发(2020年6期)2020-06-24
太原理工大学学报(2019年4期)2019-08-05