
矿用铰接四驱车辆过桥结构可靠性提升方法研究
2019-02-19 13:01郝明锐
煤炭工程 2019年1期
郝明锐
(中国煤炭科工集团太原研究院有限公司,山西 太原 030006)
1 存在问题
防爆无轨胶轮车作为煤矿无轨辅助运输系统的主要设备,其在煤矿生产中的推广使用极大提高了生产效率,降低了事故发生率,在减人增效、提高安全等方面,取得了良好的经济效益和社会效益[1]。煤矿井下多粉尘、煤泥和积水,路面状况恶劣,对车辆的通过能力、转弯半径和附着能力要求较高,铰接四驱型防爆无轨胶轮车因路况适应能力强,整机稳定性好,转向灵活方便,转弯半径小等特点,被广泛使用。据统计,使用该类车型的矿井有500余处,总量超过4000辆[2-4]。
该车型的前后机架通过中央铰接装置连接,为实现铰接前后的动力传输,在中央铰接点附近设有传动过桥。常用的过桥结构对装配质量及安装精度要求较高,且在车辆行驶过程中有时会发生过桥轴承损毁,过桥轴损坏的现象,如图1所示。确定过桥轴承损坏原因,提高过桥结构可靠性对降低车辆维护成本,延长车辆使用寿命具有重要意义。
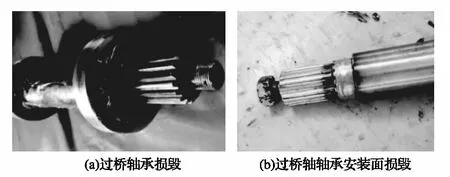
图1 过桥结构的常见损毁情况
2 车辆过桥的组成结构
铰接型四驱防爆胶轮车由前后两部分机架组成,通过中央铰接装置连接。防爆柴油机产生的动力经过变矩器到达变速箱后再分别传递给前、后驱动桥,动力在通过铰接位置时需经过桥轴传递,如图2所示。为适应煤矿井下的恶劣路况,铰接四驱防爆车辆在中央铰接位置靠近后机架处安装了回转铰接机构,以适应车辆在行驶过程中的左右摆动[5-10]。
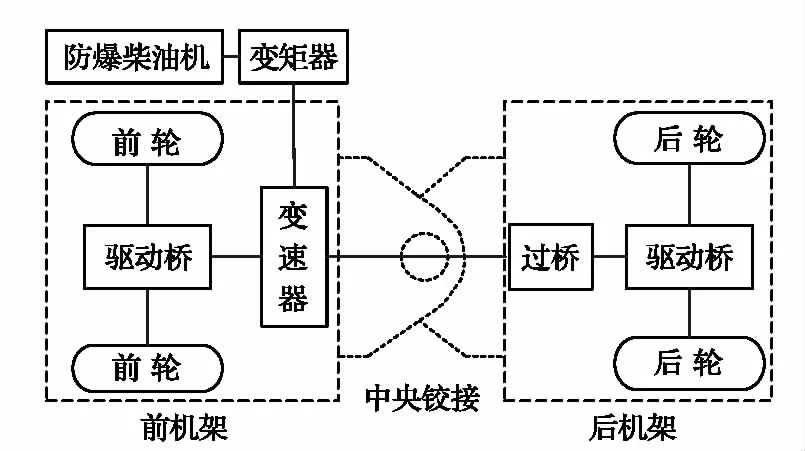
图2 铰接四驱车型传动结构框图

1—回转铰接座;2—调整垫片;3—过桥轴承;4—过桥轴;5—回转轴承;6—后机架图3 回转铰接机构布置图
回转铰接机构的基本结构如图3所示,过桥组件通过螺栓固定在回转铰接座上,过桥轴从回转铰接座中心穿过。该布置形式结构紧凑,左右摆动灵活,路况适应性好,在矿用铰接四驱型防爆车辆中普遍采用。但由于过桥组件整个包裹在回转铰接座中,装配完成后加工精度及装配质量难以检验,使用过程中轻微故障很难发现,常因处理不及时导致过桥轴和轴承损毁,需更换整个过桥组件,严重时会导致整个回转铰接机构的损坏。
3 过桥故障原因分析
3.1 车辆台架运行实验
通过进行车辆台架运行实验,利用热成像仪可记录在不同车速下过桥处的温度变化情况,为判断故障原因提供实验依据。选取10台安装上述过桥结构的车辆进行台架实验,分别以不同档位的车速运行,实验车辆台架运行相关参数见表1,观察并记录过桥处的温升情况。

表1 实验车辆台架运行相关参数
选取故障情况比较严重的车辆数据进行分析,其过桥处温度变化曲线如图4所示。实验数据表明:当车辆在低速档运行时,过桥组件温升较为平缓,运行20min后温度趋于平稳;而当车辆在高速档位连续运行时,过桥组件温升剧烈,其温度短时间内超过100℃,且没有缓和趋势,继续运行甚至超过200℃。此时过桥处密封已经失效,润滑油脂溢出蒸发,如图5所示。继续运行,过桥轴承损毁。

图4 过桥温度随车速的变化曲线
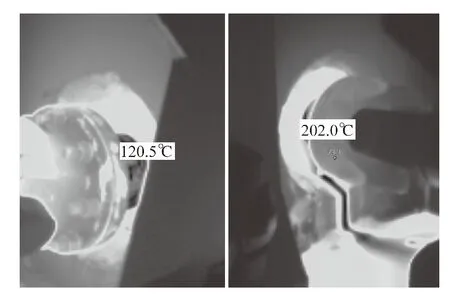
图5 过桥在高速转动时的热成像图
3.2 故障原因分析
根据实验结果,结合过桥结构的特点分析可得:因过桥组件包含在回转铰接座中,散热条件差,当车辆在高速档位运行时,过桥轴高速转动,若在装配时过桥组件安装过紧,轴承安装间隙不足,或润滑油脂加注不当,当轴承发热后膨胀量超过预留间隙,会发生胀死现象,其内圈和过桥轴轴承安装面发生相对滑动,导致发热加剧,温度剧烈升高。当温升超过过桥组件中密封件可承受温度,过桥处密封失效,润滑油脂溢出蒸发,润滑失效,持续高速运行则会导致过桥轴承损毁,过桥组件故障。
4 改进方法及效果验证
回转铰接机构和过桥组件的机械结构紧凑,加工精度要求较高,若更改机械结构,则需对现有组件进行重新加工,改造周期长、成本高。通过增大过桥轴向安装间隙以及更换大游隙轴承的方法对过桥结构进行修改,可在避免修改机加件的同时有效提升过桥结构的可靠性。
4.1 增大过桥轴向安装间隙
实验车辆的过桥组件结构如图6所示,该结构中预留的轴承轴向窜动间隙可通过改变调整垫片(序号2)的厚度来实现。原本结构中的调整垫片厚度为0.8mm,为验证是否因轴承轴向间隙不足而导致其受热膨胀后涨紧而产生故障,实验通过增加调整垫片的数量,由1片增加到3片,使预留的轴向间隙增加到2.4mm。

1—安装法兰;2—调整垫片;3—过桥轴承;4—过桥轴;5—轴承端盖;6—骨架密封图6 实验车辆过桥组成结构(mm)
增大轴承轴向安装间隙后对车辆进行台架运行实验。过桥温升情况虽然稍有改善,但持续高速运行时过桥处温度依旧过高,运行中仍然发生轴承损坏的故障。继续增大轴向间隙,过桥温升没有好转,且间隙过大会增加轴承轴向窜动量,扩大其振动和磨损。实验结果表明:过桥轴承预留的轴向窜动间隙不足不是产生故障的主要原因。
4.2 更换大游隙组轴承
该过桥结构中轴承的径向安装间隙无法调整,由轴承本身的径向游隙所决定。为验证故障是否由轴承径向间隙不足引起,需对轴承进行更换。过桥组件中原轴承为6312型深沟球轴承(GB/T 276—1994)。根据滚动轴承径向游隙标准GB/T 4604—1993,可通过选用同型大游隙组轴承来实现增大其径向游隙的目的,同时因轴承安装尺寸保持不变,避免了对过桥轴进行再加工。原结构中采用CN标准组(0组游隙)6312轴承,其游隙值为8~28μm,其同型C3(第3组),C4(第4组)轴承径向游隙值相应增大,见表2。

表2 圆柱型内孔深沟球轴承游隙(轴承内径为50~65mm)
将实验车辆的过桥轴承更换为6312-C3(GB/T 276—1994)第3组游隙轴承后,进行台架实验,其过桥温升变化曲线如图7所示。实验结果表明:同更换轴承前相比,使用第3组游隙6312轴承的车辆在运行过程中过桥温升情况得到显著改善,尤其在高速档位运行时,过桥处温升过程平缓,能够较长时间稳定在轴承及密封件正常工作允许的范围内,没有发生损坏现象。过桥在高速转动时温度分布较之前均匀,润滑油脂无溢出现象,同时车辆运行时的噪声、振动等指标也有明显改善,如图8所示。

图7 改进后过桥温度变化曲线
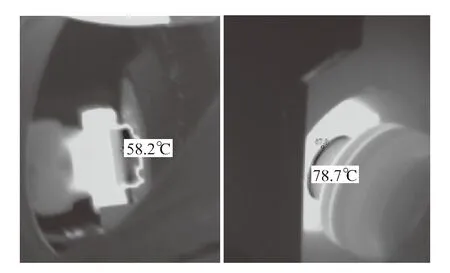
图8 改进后高速运行时过桥热成像图
5 结 语
铰接四驱型防爆无轨胶轮车作为煤矿辅助运输的重要车型,市场保有量较大,其过桥结构在矿方使用过程中故障率高,可靠性低的情况较为突出。本文提出了通过增大过桥轴向安装间隙和更换大游隙组轴承来对过桥结构进行改进的方法。该方法无需更改回转铰接机构和过桥组件的原有结构,无需对原有机加件进行再加工,改造成本低、速度快,改造后过桥在高速运行时的温升情况得到明显改善,提高了过桥结构的可靠性,延长了使用寿命,同时降低了过桥结构对装配精度的要求,消除了潜在的安全隐患,可在生产及维修过程中进行推广。
猜你喜欢
防爆电机(2022年4期)2022-08-17
防爆电机(2022年4期)2022-08-17
防爆电机(2022年1期)2022-02-16
小资CHIC!ELEGANCE(2022年2期)2022-01-11
航空发动机(2020年3期)2020-07-24
电子制作(2018年2期)2018-04-18
延河(2017年7期)2017-07-19
阳光(2017年7期)2017-07-18
文理导航·趣味课堂(2017年1期)2017-05-27
小猕猴智力画刊(2016年12期)2017-01-05
