刘家峡排沙洞扩机工程母线温升问题分析及处理
2019-02-13 03:53:36
水利建设与管理 2019年1期
(中国水利水电第六工程局有限公司,辽宁 沈阳 110179)
1 概 述
刘家峡洮河口排沙洞及扩机工程位于刘家峡水电站左岸,为保持排沙洞进口“门前清”,确保排沙洞安全运行,拟结合排沙洞扩机发电。扩机电站装机2台单机容量为150MW的混流式水轮机,总装机容量300MW,工程属Ⅱ等大(2)型工程,电站以两回110kV电压等级接入电力系统。发电机主引出线经发电机出口断路器至主变压器低压侧,发电机中性点引出线至中性点设备均采用FM(427)-24/8000-Z型全连式三相离相封闭母线连接,主母线共分12段,外壳直径800mm,导体直径300mm,发电机电压母线至励磁变、厂高变、电压互感器柜、电压互感器及避雷器柜均采用FM(427)-24/630-Z分支母线连接,分支母线共分3段,外壳直径600mm,导体直径100mm。
2 母线外壳烧红处理方案
2.1 问题的出现
机组升流及短路特性试验是通过对发电机、母线等一次设备升流,检查发电机主回路CT二次接线的正确性,检查相关保护、测量、录波、励磁、调速器和机组LCU电流回路的正确性,检查发电机保护装置动作的准确性,衡量机组正常运行的重要指标。
刘家峡扩机工程在2017年12月4日8号机组进行的短路升流试验中,110kV出线侧短路点K3点(110kV出线侧)已可靠接地,并采取切实措施确保升流过程中回路不致开路。投入发电机继电保护、水力机械保护装置和主变压器冷却器及其控制信号回路。一切就绪后开始进行升流,在对一次电压回路巡检过程中,发现主变低压侧母线支撑件与抱箍连接处出现烧红现象(见图1),发电机中性点、发电机出口封闭母线等其余部位抱瓦短时间温升超过《金属封闭母线》(GB/T 8349—2000)中金属封闭母线各部位的允许温度和温升的相关值,试验被迫停止。试验中各部位温度异常见表1。
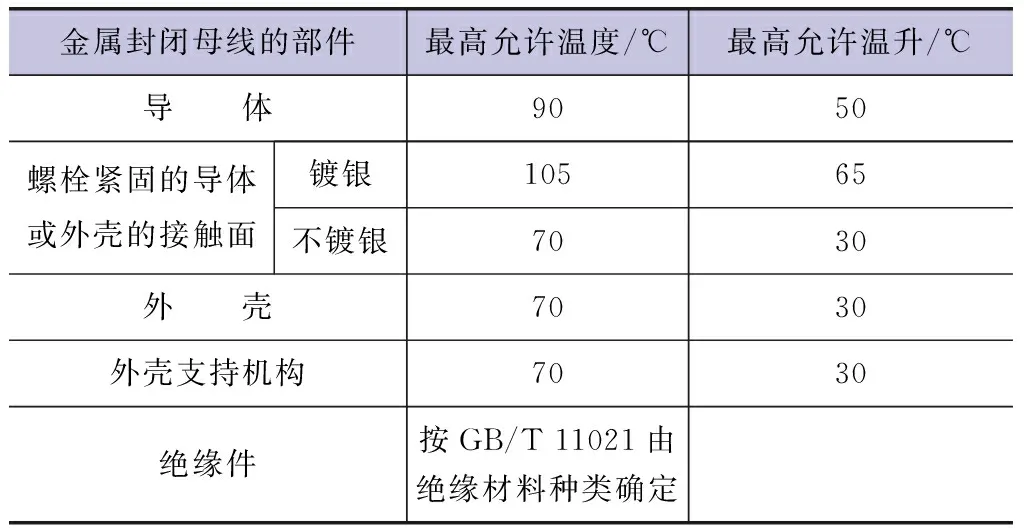
表1 试验中各部位温度异常统计
注金属封闭母线用螺栓紧固的导体或外壳的接触面不应用不同的金属或金属镀层构成。
2.2 问题部位统计及热像仪成像状况
试验结束后,对温度异常部位进行了统计,发热烧红较明显部位共有两处:分别为主变低压侧母线支吊架处、发电机中性点短路板处,其余母线支吊架横担部位存在超温现象。为了利于分析原因,下面主要以主变低压侧抱箍烧红部位热像仪照片进行说明,具体见图1。
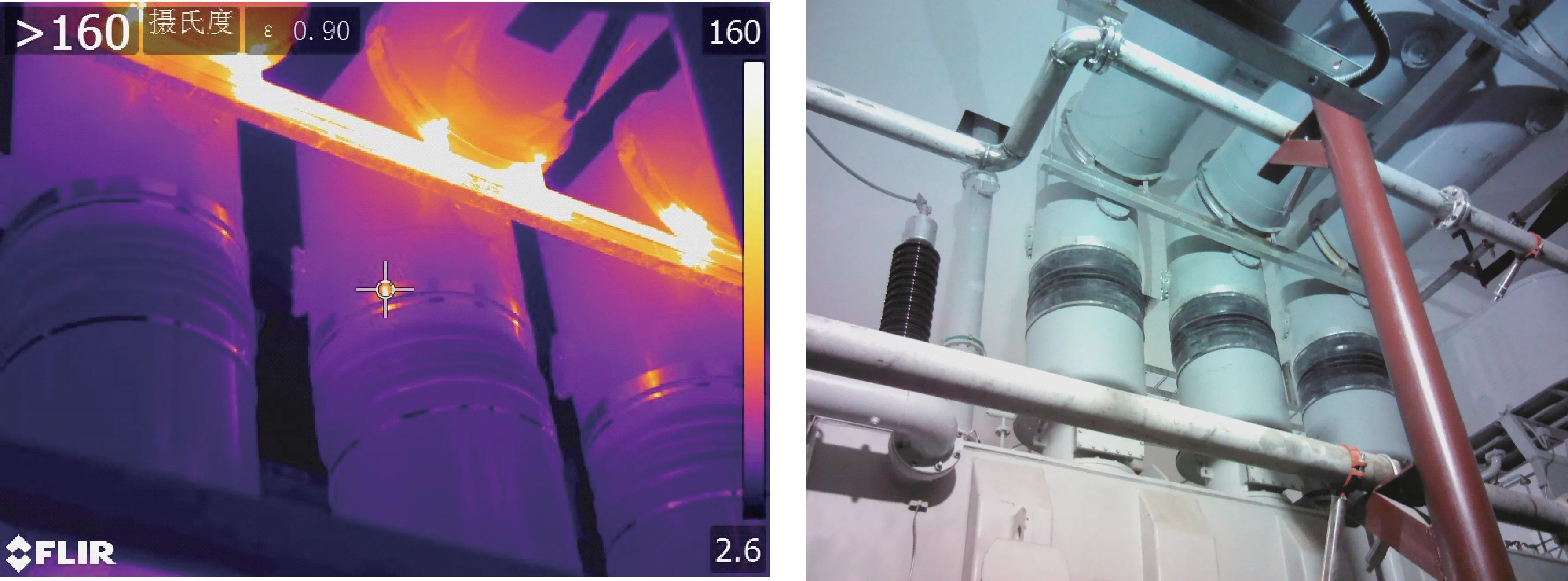
图1 主变低压侧抱箍烧红部位热像仪照片
2.3 发热的原因分析
经现场查看,母线外壳抱瓦利用螺栓将半圆形抱箍连接在一起,因为连接螺栓为镀锌螺栓,使得抱箍类似于一个互感器,从而使得抱箍产生感应电流。根据电磁学相关理论,运行中的母线交流电流在其周围空间内产生呈正弦规律变化的磁场,该磁场在母线外壳上产生感应电势,该感应电流的大小与所产生的磁场能抵消母线上的交流电流所产生磁场,即感应电流与发电机负荷电流相等。对于母线外壳及局部地区支撑构件而言,该部位发热量与其电阻大小、流过此处的电流成正比。
结合以上问题得出下列几点是造成外壳抱箍处温度增高的直接原因:
a.主变低压侧发生烧红现象的原因是主变低压侧图纸中无外壳短路板。
b.封闭母线所有支撑结构件未可靠接地(接地紧靠两个吊杆与前期预埋的基础板连接,未与主接地网可靠连接)。
c.封闭母线外壳抱箍采用环形构件以落实连接,形成一个闭合回路,且抱箍与支撑槽钢连接处为销轴连接,电阻大,通过电流时产生发热高于其他地方。
d.母线温度测量装置布局不合理,测点少等因素也是造成未能第一时间发现烧红的原因。
3 初步处理方案
升流过程中在母线外壳产生感应电流,以反抗磁通的变化,这种电流以磁通的轴线为中心呈涡旋形态,故称涡流。
随着电流的上升,磁场变化加快,电动势越大,涡流越强,结合电流的热效应涡流能使导体发热。经过现场检查及查阅图纸得知:ⓐ利用镀锌扁钢将封闭母线所有支撑结构件连接起来,并在不同的两点与主接地网连接;ⓑ主变低压侧母线外壳未安装短路板,加装短路板;ⓒ对母线外壳及所有结构件连接螺栓进行紧固。上述所有工作完成后,再次进行温升试验,所有部位温度达到稳定值并满足规范要求。
4 现场处理及试验分析
针对两处烧红较严重部位以及支吊架横担普遍存在的超温现象,结合前文所提出的初步处理方案,对各部位采用排除法进行处理。
4.1 主变低压侧问题处理
在主变低压侧相应位置增加短路板。主变低压侧母线外壳短路板焊接示意见图2。
观察组患者提供围手术期优质护理血糖指标显著低于对照组,差异有统计学意义(P<0.05),血糖控制较好。见表2。
GB/T 8349—2000中6.5.2规定:“全连式离相封闭母线的外壳可采用一点或多点通过短路板接地。一点接地时,必须在其中某一处短路板上设置一个可靠的接地点;多点接地时,可在每处但至少在其中一处短路板上设置一个可靠的接地点。”本项目采用两点接地扁钢与主接地网可靠连接后,三相之间外壳及抱箍上的感应电流不再经过抱箍流经支撑钢构件,产生的感应电流最终经接地扁钢相互抵消流入大地,之前烧红部位不再有电流通过,所以温度不再上升。
再次试验时发现增加短路板位置温度仍高于其他部位(主变低压侧增加短路板后热像仪照片见图3),经检查后发现焊接部位局部存在虚焊现象,依据GB/T 8349—2000中7.10.3所述“焊缝不允许有裂纹、烧穿、焊坑、焊瘤等,未焊透长度不得超过焊缝长度的10%,深度不超过被焊金属厚度的5%”,最终造成这两处三相母线外壳所产生的电流无法抵消,电流经过母线外壳抱箍连接处汇集于支撑槽钢构件上,形成的局部回路电流无法正常抵消,导致烧红现象的产生。
经过对局部焊缝进行补焊,对接地扁钢连接部位进行抛光打磨处理,使螺栓把合面的氧化层和漆层完全去除,然后再将螺栓紧固好。
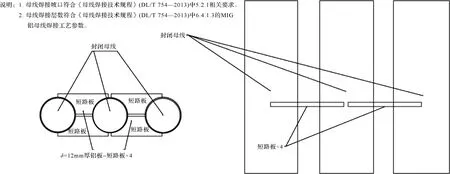
图2 主变低压侧母线外壳短路板焊接示意图

图3 主变低压侧增加短路板后热像仪照片
4.2 发电机中性点问题处理
针对发电机中性点部位温升过高问题,现场停机后安排人员利用升降机对发电机中性点共箱母线及出口母线进行了检查,结合图纸发现此处短路板安装位置与图纸不一致。经过业主与厂家现场确认后,明确安装位置错误,因短路板位置与风洞封堵板位置接近,安装人员在对厂家图纸与设计图纸没有仔细审核吃透的情况下,误将短路板当作封堵板安装在风洞口,导致最新的三项之间涡流无法抵消而出现烧红,随后对错误的短路板进行了拆除并安装至设计相应位置,安装焊接完成后进行试验,温度达到正常。
4.3 支吊架普遍问题处理
依据GB/T 8349—2000中7.11.2所述“外壳支持钢构件均应涂漆或热浸锌处理”,在重新紧固所有支撑构件把合螺栓时将其他材质的螺栓全部更换为镀锌螺栓,并利用扁钢将所有支撑构件全部连接起来(见图4),所有问题处理完,后续试验中温度达到标准值。
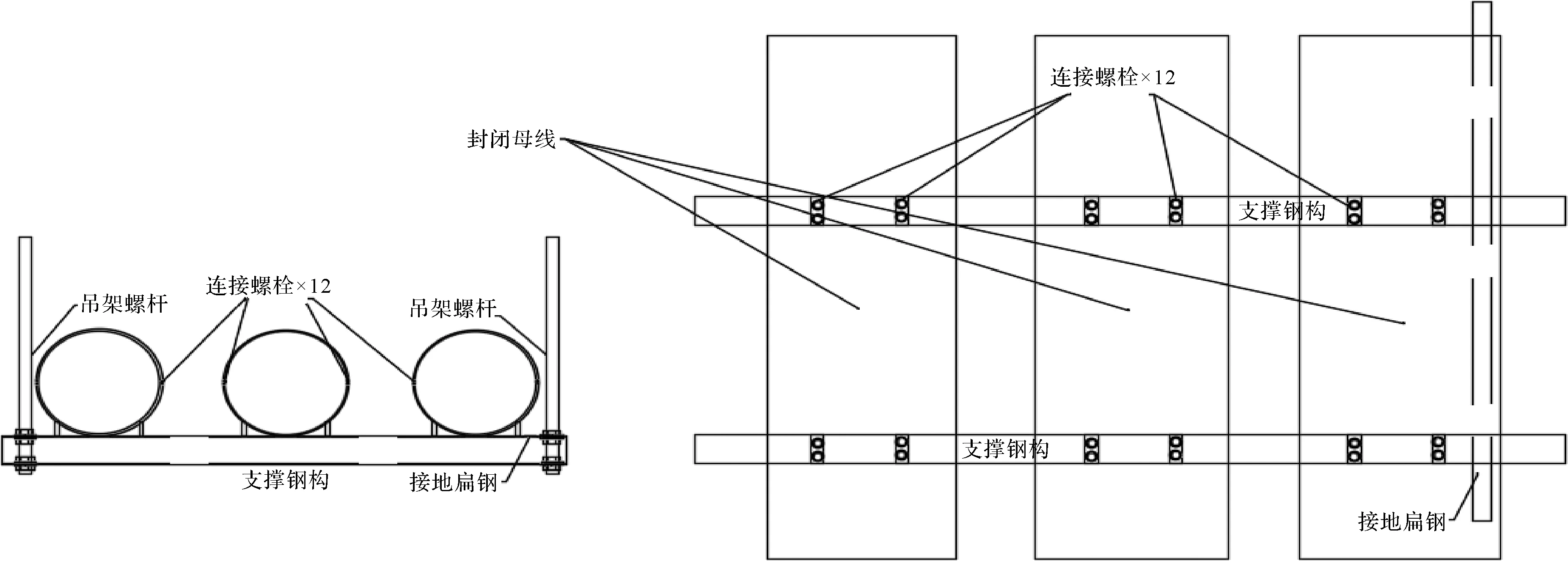
图4 母线支撑构件增加接地扁钢示意图
上述几种因素均排除后再次进行试验,并结合厂家技术将各部位实时监控起来,使得现地温度可以温升及各类数据均达到规范要求,部分温度回落大于处理前期望值。证明相关处理正确,满足机组安全运行标准。
5 详细处理方法
5.1 第一次处理过程及方案
a.发电机中性点安装位置不合适的短路板进行拆除,重新处理后进行焊接并按照《母线焊接技术规程》(DL/T 754—2013)中相关条款进行。
c.将所有母线支持钢构件利用接地扁钢可靠连接,并在不同两点与主接地网进行连接。
d.所有构件螺栓全部进行紧度,并按照厂家要求进行力矩检测。
e.所有问题处理完后,现场恢复至转机条件后再次进行试验,发现主变低压侧短路板处温度在65~80℃之间,不符合规范要求。
5.2 第二次处理及试验过程
a.经过分析,发现短路板铝板平面不平,与接地扁钢搭接面存在虚接情况,局部焊接部位因空间问题焊接不符合要求。
b.对接地扁钢与短路板接合面进行校直处理,打磨掉表面氧化层;焊接部位不合适的刨开重新进行焊接,并注意焊缝满足技术规范相关条款要求。
c.经过第二次处理后,温升试验中所有部位温度均符合规范要求,对比见表2。

表2 第二次处理后温度对比(环境温度为-5℃)
6 结 论
本文对离相封闭母线在机组温升试验中出现的异常情况作了简要分析,通过排除法对产生局部温升的部位进行了处理,暴露出施工过程中经验不足与管理松懈。
经过总结得出以下结论:
a.在厂家设计图纸不全的情况下,未对到货设备进行仔细核对,现场质量管控未落实到位。
b.设计接地网未与支撑性钢构件可靠连接,对设计图纸存在审核不到位情况。
c.试验前对电气设备的检查不到位。
d.利用后来建成的温度遥测网络将各部位温度实时进行比对,并建立异常数据预警机制。
本文案例反映出现阶段施工过程中技术力量薄弱、现场质量管控不到位等普遍现象。希望在今后的工程施工过程中严格执行质量管控措施,及时对不确定问题进行协调,加强施工一线人员质量意识。
猜你喜欢
湖北电力(2021年5期)2022-01-21 14:42:42
新疆钢铁(2021年1期)2021-10-14 08:45:38
燕山大学学报(2021年4期)2021-07-29 09:51:40
装备制造技术(2019年12期)2019-12-25 03:07:36
模具制造(2019年7期)2019-09-25 07:30:00
模具制造(2019年3期)2019-06-06 02:11:04
山东工业技术(2016年15期)2016-12-01 05:30:54
水电站机电技术(2014年5期)2014-09-26 12:02:30
河南科技(2014年11期)2014-02-27 14:17:14
电力工程技术(2013年6期)2013-03-11 16:51:10