燃煤电厂脱硫主塔氧化风完全失去的影响和预控措施
2019-02-13 00:47:44杨俊强杨晓飞
综合智慧能源 2019年12期
杨俊强,杨晓飞
(国电驻马店热电有限公司,河南 驻马店 463000)
1 机组概况
某热电厂为2×330 MW亚临界燃煤供热机组,每台机组各配置1套脱硫装置,采用单塔双循环石灰石-石膏湿法烟气脱硫工艺。脱硫装置的烟气处理能力为相应锅炉设计最大连续蒸发量(BMCR)工况下的100%烟气量,石灰石制浆系统、石膏脱水系统为2套脱硫装置公用。在进行单塔双循环超净排放改造后,吸收塔有4台浆液循环泵,吸收区加料槽(AFT)塔有2台浆液循环泵,吸收塔和AFT塔均采用2台氧化风机(1运1备),加快吸收塔内的氧化反应[1],达到高效脱硫的目的,保证燃煤机组出口烟气SO2质量浓度达标。
2 工艺简介
烟气经布袋除尘器处理后通过引风机进入烟气脱硫(FGD)装置中的吸收塔逆流向上,与喷淋下来的浆液充分接触,烟气被浆液冷却并达到饱和,烟气中的 SO2,SO3,HCl,HF 等酸性成分被吸收。烟气进入吸收塔首先与下循环喷淋出的浆液接触,经洗涤冷却后去除一部分 SO2,反应后的烟气经过收集碗导流叶片进入上级循环区进一步反应,SO2几乎全部去除,最后再连续流经3层(1层平板式、2级屋脊式)除雾器除去所含雾滴排入烟囱。整个脱硫过程分2级完成,收集碗将脱硫区分为上下2个循环回路,下循环为吸收塔、下循环泵、喷淋层,上循环分为收集碗(集液斗)、AFT、上循环泵、喷淋管。
该工艺系统特点如下[2-5]。
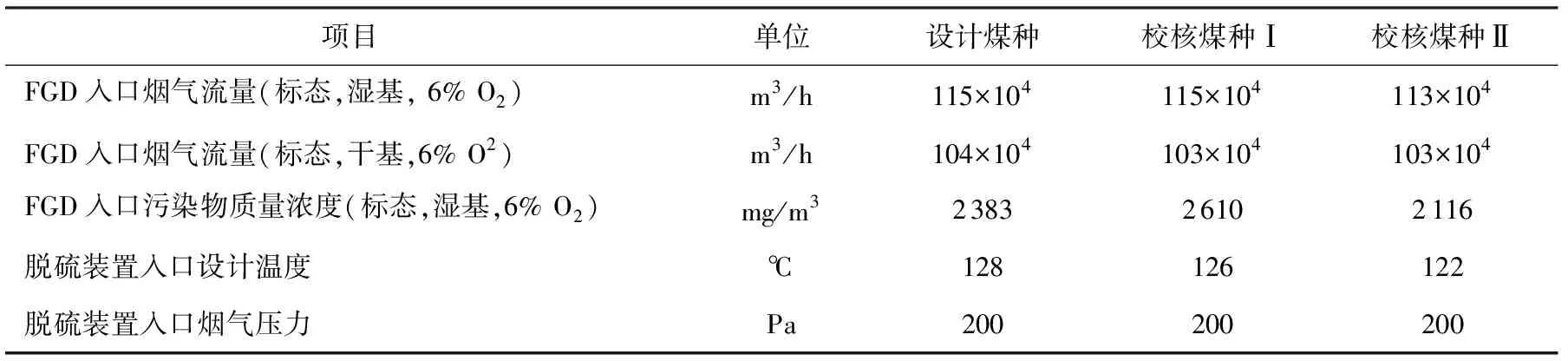
表1 脱硫装置主要设计参数Tab.1 Main design parameters of the desulfurization device
(1)FGD烟气入口与烟囱之间未设置旁路烟道。
(2)SO2吸收系统包括原吸收塔4层喷淋装置、AFT塔2层喷淋装置和1套二级除雾器,每层喷淋装置对应1台浆液循环泵。
(3)石灰石浆液制备系统主要是将石灰石粉溶解成固体物质量分数为20%左右的石灰石浆液,然后送往吸收塔及AFT塔。通过调节进入吸收塔的石灰石浆液量或吸收塔排出浆液的质量浓度,控制吸收塔浆池的pH值(吸收塔pH值为4.60~5.20,AFT塔pH值为5.60~6.00),以保证石灰石的溶解及SO2的吸收。
(4)当浆液通过喷嘴雾化喷入吸收塔后,浆液分散成细小的液滴并覆盖吸收塔的整个断面,这些液滴与逆流而上的烟气接触时发生吸收反应,生成物在向下流动过程中与浆液、送入系统的氧化空气充分接触,发生氧化和中和反应。烟气脱硫装置在利用石灰石浆液吸附原烟气中SO2的同时,为了使亚硫酸钙浆液充分氧化成硫酸钙,特在机组的吸收塔(AFT塔)设置脱硫氧化风机,将空气导入吸收塔(AFT塔),吸收塔与AFT塔之间有联络门,可提供充足的氧气。
3 煤质设计参数及脱硫装置主要参数
FGD入口SO2质量浓度为3 800 mg/m3(标态,下同),脱硫效率>99.2%,SO2排放质量浓度全负荷全时段不高于35 mg/m3,脱硫装置钙硫比≤1.03,每套烟气脱硫装置的出力在锅炉BMCR工况的基础上设计,与锅炉全程运行相适应。脱硫装置主要设计参数见表1,设计煤种参数见表2。
4 脱硫主塔氧化风完全失去的经过
2017年6月9日16:00至次日01:00,#1机组负荷200 MW,FGD入口SO2质量浓度为3 850 mg/m3。#1吸收塔#1氧化风机出口温度偏高,达114 ℃,经检查是#1氧化风机内杨絮及灰尘积累堵塞滤网引起的,需要停运#1氧化风机清理滤网,启启动备用#2氧化风机。启动#2氧化风机后,就地运行监护人员发现因#1氧化风机出口逆止门关闭不严,#2氧化风机往#1氧化风机串气,导致#1氧化风机倒转严重,及时联系运行监盘人员停运#2氧化风机。检修人员加紧清理#1氧化风机滤网后,联系启动#1氧化风机。18:32,#1氧化风机启动时出现电气故障。此时,因#1氧化风机倒转严重,#2氧化风机不能备用;同时,#1吸收塔与AFT塔氧化风联络门也因倒转而不能打开。汇报值长并联系电气检修人员和机务检修人员到场配合处理,电气检修人员检查后回复,#1氧化风机框架断路器机构烧毁,需要更换。

表2 设计煤种参数Tab.2 Design coal parameters
#1吸收塔2台氧化风机完全失去备用,吸收塔与AFT塔联络门也不能打开,吸收塔完全失去氧化风。此时,#1吸收塔浆液pH值由原来的5.67降至5.11(见表3),#1机组净烟气出口SO2质量浓度由原来的17 mg/m3上涨至31 mg/m3。运行监盘人员及时联系就地运行监护人员,启动单塔双循环中AFT塔备用的#1浆液循环泵,适当加大#1塔石灰石供浆量以提升#1吸收塔浆液pH值,调整#1机组脱硫系统参数至正常值,保证#1机组环保指标正常。
更换#1氧化风机框架断路器机构后,#1氧化风机启动正常。检修人员更换#1氧化风机逆止门后,启动#2氧化风机,#1氧化风机不再倒转。保持#2氧化风机运行,#1氧化风机投备用。

表3 氧化风完全失去后脱硫系统各参数变化Tab.3 Changes of various parameters of the desulfurization system after the total loss of oxidizing air
5 脱硫主塔氧化风完全失去的预控措施
在吸收塔2台氧化风机完全失去备用且吸收塔与AFT塔联络门不能打开的情况下,若不及时调整运行方式并进行检修处理,吸收塔浆液pH值将迅速下降,脱硫效果变差,最终会导致机组环保指标超限。pH值迅速下降至4.40左右时,很容易导致吸收塔浆液恶化,最终导致机组系统瘫痪,同时也将影响机组接带高负荷,影响发电量。
2017年6月10日,该公司组织技术人员召开了现场专题会议,针对#1脱硫系统吸收塔氧化风机完全失去备用,导致氧化风完全失去的异常情况 ,提出了现场预控措施[6-8]。
(1)#1氧化风机逆止门需要检修,且#2氧化风机启动后#1氧化风机倒转,为保证检修顺利进行,应同时停运#1,#2氧化风机并关闭#1吸收塔与AFT塔氧化风联络门,完全隔断吸收塔氧化风。
(2)检修开始前,运行值班人员通过增加供浆量的方式保持吸收塔浆液pH值在4.65以上,最高不超过5.20,在遇到机组加负荷时应提前30 min调整供浆量,吸收塔的供浆量应逐步缓慢增加。
(3)运行监盘人员应密切监视吸收塔pH计的自动冲洗(每小时冲洗1次),如pH计冲洗不彻底或冲洗没反应,应及时联系检修人员进行处理,确保pH计的实时准确性;pH计异常期间,运行人员利用pH试纸或便携式pH计对浆液进行测量,并将测量结果记录在交接班日志上。
(4)运行人员应保持吸收塔浆液质量浓度在1 120~1 160 kg/m3,湿磨机制浆质量浓度在1 200~1 260 kg/m3,吸收塔浆液质量浓度过低时务必停止脱水。
(5)正常运行期间,保持主塔2台浆液循环泵及AFT塔2台浆液循环泵运行,需要启动吸收塔浆液循环泵时,必须提前将主塔浆液pH值提高至4.80以上。
(6)机组高负荷运行时,将吸收塔液位提高至9.0 m以上,增大氧化空间,防止吸收塔浆液出现石灰石屏蔽现象。
(7)检修过程中,当脱硫入口含硫量持续升高时,运行人员应及时汇报值长,采取增加供浆量以及启动备用浆液循环泵等措施,增大脱硫系统出力,保证脱硫出口达标排放。若采取措施后仍不能满足出口达标排放,值长应采取降负荷、调整煤种等措施,保证脱硫系统各项指标恢复正常。
6 结束语
本文通过对电厂出现的氧化风完全失去的异常进行全面诊断,提出了现场预控措施。采取预控措施后,该热电厂#1脱硫氧化风机正常运行,吸收塔浆液pH值以及各项环保指标趋于正常。结合运行人员现场的处置全过程以及生产经验,提出了合理的、适合生产运行的调整措施,对保障燃煤电厂脱硫系统设备可靠、经济运行以及系统缺陷的快速处理都有深远的意义。
猜你喜欢
水泵技术(2022年2期)2022-06-16 07:08:02
昆钢科技(2022年1期)2022-04-19 11:36:14
水泵技术(2021年5期)2021-12-31 05:26:52
水泵技术(2021年3期)2021-08-14 02:09:24
煤气与热力(2021年2期)2021-03-19 08:55:50
山东冶金(2019年3期)2019-07-10 00:54:04
山东化工(2019年8期)2019-05-13 09:44:20
电子测试(2018年9期)2018-06-26 06:46:20
环境保护与循环经济(2017年4期)2018-01-22 03:27:12
石油化工建设(2017年4期)2017-12-23 06:35:13