甲醇精馏工艺自动控制系统的应用
2019-01-25 09:47刘芸
山西化工 2018年6期
刘 芸
(同煤广发化学工业有限公司,山西 大同 037000)
引 言
粗甲醇的一般由水、甲醇、其他有机杂质组成,而对粗甲醇提纯的基础主要为待提纯粗甲醇、温度、湿度等的稳定的平衡状态,只有这三项处于稳定的平衡状态才能保证粗甲醇提纯工作的顺利完成,以求用最经济的条件获得最多量的精甲醇。而在实际生产过程中,一般都难以控制其他两项,都是用粗甲醇来调节提纯系统的平衡状态,在进行这种操作的同时还要保证其他两相条件保持不变,由此可见难度之大。
1 自动控制系统概述
某公司主要以生产保险粉(Na2S2O4)为主,其中保险粉的不合格母液主要成分即为粗甲醇,为达到降低生产成本,同时减少环境污染的目的,该公司对不合格母液(粗甲醇)进行提纯操作,得到精甲醇用以重复生产使用。但限于公司原有生产线上的自动控制机械数量不足,不能对新增加的粗甲醇提纯工作进行监测,于是对国内现在有的粗甲醇提纯工作监测手段进行调查。调查发现目前国内对粗甲醇提纯工艺过程的控制手段主要有两种。一种为常规型,即对生产过程中的甲醇精馏工艺各种仪表信息进行及时掌控跟踪,属于人工型,主要为手动操作,耗费人工量大,对一些生产规模较小的单位和生产线较为适用;还有一种对粗甲醇提纯工艺过程的控制手段为DCS监控系统[1]。
两种控制手段各有利弊,第一种控制手段的缺点主要为利用人工量多,由于监控点分散,需要使用的仪器众多,因此出现故障的概率也较大,而由于为人工操作,因此连动能力有限,导致处理问题的效率有待提高且人工费用较大,不利于业主的投资控制;第二种控制手段的缺点主要是一次性投入过多,且DCS 监控系统对能源的耗费量大,对相关的所有硬件要求都很高,同时由于是高科技系统、专业性强,对相关操作人员的素质要求也非常高,只有专业的人员才能进行更好的操作,使仪器的利用率达到最大。DCS 监控系统引入国内已久,最早始于20世纪七八十年代,随着科技的不断进步与发展,DCS 监控系统也在不断进步。经过调查比对,一种以PLC为主的监制系统控制方式以其特有的优势而被应用到生产中来。
2 自动控制系统的工作原理
甲醇在精馏过程中会因为各种各样的原因导致其对监控技术监控的空白,为尽量避免这种问题的出现,企业要做到将PLC、HMI进行有机结合,以求用较低的成本获得最大的利用效果,另外通过将PLC、HMI进行有机结合,可获得常规DCS 监控系统,使DCS 监控系统在监控方面发挥正常作用,甚至能够发挥超出现在逻辑水平的作用[2]。
2.1 控制反应器温度
反应器作为控制工艺的关键部分,生产水平直接影响生产安全与产品质量,压力控制和工艺参数直接取决于产品质量。从现实反馈的信息来看,确保反应温度的平稳性一直是重点,运行期间,若不能迅速逸出反应热,很可能因为内部正反馈,让反应温度迅速升高,甚至难以控制。从图1反应器控制系统流程图可以看出。进料系统流量控制的平稳性直接影响着反应温度,所以需要通过椭圆齿轮、质量流量与流量定值进行控制,然后自动控制反应物料,以此保障反应温度的稳定性。对于工艺特点,从控制角度的方面分成过渡、温度升压、恒压恒温。运行期间,对精度要求最大的是恒压恒温,并且是整个反应的重点。为减少因为温场带来的误差,使用A级别的WZPK测温,它具有质量稳定、衡量精确、反应迅速、周期长等特点。Ptl00信号针对的是蒸汽调节阀,4 mA~20 mA针对的是循环水调节阀。
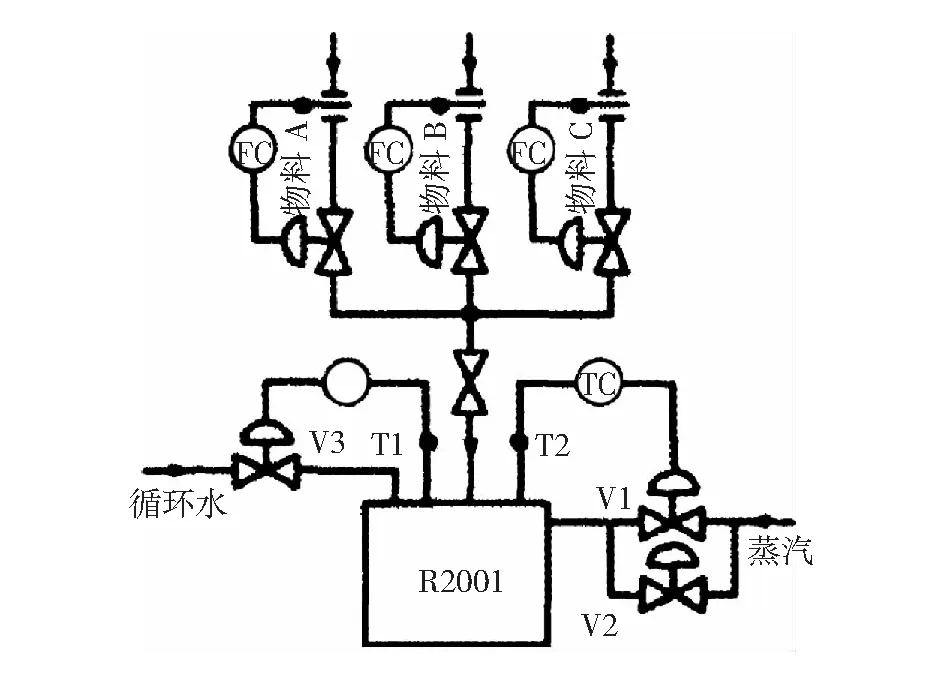
图1 反应器控制系统
针对该项目中的反应器,因为容量大、热效应强等优势,很容易影响传热效果,利用内温一夹套温度与单回路控制很难满足要求,如果使用DCS进行控制很好地克服了该问题,改善了控制精度。
为此,要进行合理的配置。该项技术的技术主控器为PLC,对甲醇精馏过程进行监控,由技术主控器PLC进行方案与过程的控制,同时执行数据相关的操作,包括数据处理、数据记录、数据分析、数据发送等,通信、逻辑联锁等操作也均交由PLC执行,而所有数据的显示、操作过程、各种参数值的设定及警报系统等的相关显示工作均由显示器完成,而所有想要进行输出的工作,由打印机完成。
3 自动控制系统的工作流程
自动控制系统的实施旨在为人们的生产和生活提供方便与快捷,对甲醇精馏工艺的自动控制操作系统在实施过程中的主要功能如下。
1) 要做好甲醇精馏工艺的操作首先要保证甲醇精馏工艺的顺利进行,而对粗甲醇提纯的基础主要为待提纯粗甲醇、温度、湿度等的稳定的平衡状态,只有这三项处于稳定的平衡状态才能保证粗甲醇提纯工作的顺利完成。因此,自动控制系统的首要任务就是对生产过程中的各种温度、湿度、压力、流量、PH等众多参数进行采集工作,同时利用PLC系统中的显示器对所有需要进行显示的数据进行显示,并由计算机保留所采集到的各种参数数值至少28 d的时间,作为历史比对数据进行长期的数据积累分析。
如图2 DCS液位串级控制示意图所示,T001与T002是化学反应的展现,两个搭间,进料与出料一直有关联作用,以此达到串联控制的要求。连锁控制则是为了保护设施,避免设备故障和其他损害[3]。事实上,连锁控制更多的是通过运算逻辑达成。就更改调节阀、切断电磁的角度来看,操作人员必须及时切除报警装置,以确保正常应用。
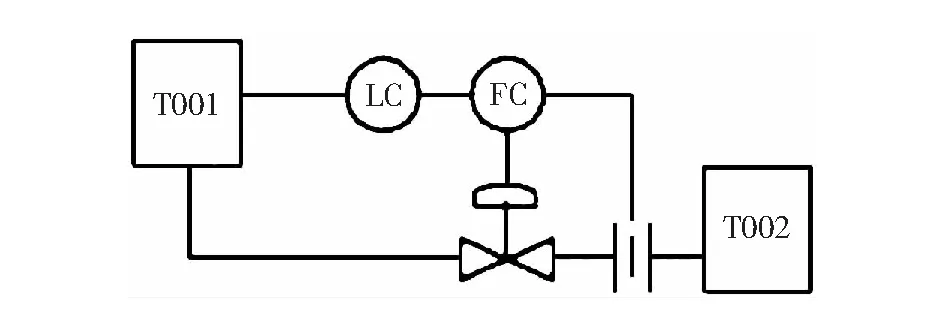
图2 DCS液位串级控制示意图
2) 在自动控制系统中添加手动控制。手动操作系统中有手动操作的优势,虽然比较耗费人力,且对问题的监控存在弊端,但是手动操作系统中也有很多自动控制系统中没有的优势,如:在进行手动操作的过程中,相关技术人员可以充分利用自己的经验,对各类仪器进行调试,对各种参数进行设置,也能够对各种突发问题做出本能的解决方法,在最短的时间内提出可行的解决方案。在自动控制系统中添加手动控制,能够弥补各自系统中的不足之处,二者相辅相承,以PDI过程参数进行辅助,使提纯粗甲醇、温度、湿度等三项系统处于稳定的平衡状态,保证生产过程[4]。
3) 自动控制系统的PID自动控制的实现,主要依赖于各种操作参数的输入设置。相关技术人员要根据工艺特点、仪器特点等,结合自身丰富的工作经验与相关实测数据,将操作参数进行输入设置,输入各项参数后,自动控制系统便会自动进行PID自动控制,包括精馏塔底温度的控制、原料流入量的控制等等[5]。
4) 甲醇在精馏的工作过程中要求提纯粗甲醇、温度、湿度等三项系统处于稳定的平衡状态,而在精馏塔内蒸汽的存在会对精馏塔内的温度产生很大的影响。为了使蒸汽对精馏塔内的温度的影响最小,通常采用的调节方法是将温度与流量进行串级回路的方式。在这种调节回路系统中,通常以温度调节器为主,流量调节器为辅,将温度调节器确定后的输出值作为流量调节器输入的确定值,两个调节器共同工作,保证工作的顺利完成。这此种串级回路调节系统当中,系统调节结果的准确性有赖于工程的整体性,大多数情况下,时间常数大小不同,一般流量副环的时间常数要比流量副环以外的时间常数大,对于滞后时间也是一样,流量副环的滞后时间要比流量副环以外的滞后时间大。不仅如此,波动频率在主环与副环中的大小也不同,且差距还比较大,对于这种状况,首先要断开主环,即放开主调节器,重新设定副调节参数。这就使调节系统从自动系统变换到手动系统中来,而副调节器却仍然能够保证进行独立工作。
5) 自动控制模式系统与手动控制模式系统中,系统的共性之一就是都会对安全性能要求高的对象进行联锁控制,在甲醇在精馏的工作过程中,系统会通过压力设定指标而自动调节蒸气注入量;通过控制残液的排出而调节塔底的温度设定。在这一阶段,为保证仪器生产的正常进行,系统会拒绝接受人工输入的参数,只有在恢复正常后,人工的输入参数才能起到相应的命令作用。
4 结语
粗甲醇提纯的基础条件为待提纯粗甲醇、温度、湿度等处于稳定的平衡状态,只有这三相处于稳定的平衡状态才能保证粗甲醇提纯工作的顺利完成,操作要求较强,本文通过对甲醇精馏工艺自动控制系统的应用问题进行了分析与阐述,以期能够为今后的甲醇精馏生产工作提供一定的借鉴与参考。
猜你喜欢
化工管理(2022年14期)2022-12-02
中国化肥信息(2022年3期)2022-05-05
学生天地(2020年5期)2020-08-25
石油石化绿色低碳(2019年6期)2019-02-13
小学生导刊(2017年17期)2017-05-17
小天使·一年级语数英综合(2017年3期)2017-04-25
莫愁(2017年9期)2017-04-07
汽车博览(2016年9期)2016-10-18
世界汽车(2016年8期)2016-09-28
世界汽车(2016年8期)2016-09-28