前悬总成外倾角线上检测系统的设计与研究
2019-01-10 06:57王莉莉覃京翎曾庆文郑志明韦理颢
科技视界 2019年35期
王莉莉 覃京翎 曾庆文 郑志明 韦理颢
【摘 要】前悬外倾角是前悬总成的一个重要参数,在前悬总成装配线上自动检测前悬外倾角能够保证前悬总成的合格率。本文通过对前悬总成外倾角的检测原理分析,开发设计一套前悬总成外倾角线上检测系统。
【关键词】前悬总成;外倾角;线上;检测系统
中图分类号: TP29 文献标识码: A 文章编号: 2095-2457(2019)35-0016-003
DOI:10.19694/j.cnki.issn2095-2457.2019.35.007
Design and Research of Front Suspension Assembly Camber Angle Online Detection System
WANG Li-li1 QIN Jing-ling1 ZENG Qing-wen2 ZHENG Zhi-ming2 WEI Li-hao2
(1.Liuzhou city vocational college,Liuzhou Guangxi 545036,China;
2.Guangxi Automobile Group Co.,Ltd,Liuzhou Guangxi 545007,China)
【Abstract】Front suspension camber is an important parameter of front suspension assembly.Automatic detection of camber on assembly line of front suspension assembly can ensure the qualified rate of front suspension assembly.Based on the analysis of the detection principle of the front suspension assembly camber,this paper develops and designs a set of front suspension assembly camber online detection system.
【Key words】Front suspension assembly;Camber angle;Online;Detection system
汽车的车轮外倾角对汽车的四轮定位及行驶跑偏有很大影响,前悬外倾角是前悬总成一个重要参数,同时是影响车辆行驶性能的重要参数[1]。前悬减震支柱与制动角总成的连接螺栓孔,无精确定位,存在配合间隙,装配一致性差,前悬产品装配后无法保证前悬外倾角的绝对准确性。如果在整车上再检测外倾角,不合格品会造成制造成本上升,返修操作复杂,所以在前悬装配线上设计测量外倾角检测系统能够对前悬外倾角进行线上100%检测意义重大。
1 检测原理
图1 前悬外倾角示意图
前悬外倾角是前悬减震支柱与前悬制动角总成的安装端面的夹角,如图1所示。检测前,检测机构的两个测量头在同一水平线上,检测过程中,检测机构下降直至两个测量头都接触前悬,由传感器测量出h1和h2的值,两个测量头的安装间距L值固定由系统给出。则由公式1得出前悬外倾角,如图2所示。
θ=arctan(■)公式1
圖2 检测原理示意图
2 线上检测系统
在前悬总成的装配线上设置一个前悬外倾角的检测工位,工位是自动检测的,能够对前悬外倾角实现100%的检测,保证前悬总成的质量,同时能够提高检测效率。前悬总成装配线(如图3所示)主要包括前悬旋转装配台、装配线支架、外倾角线上检测机构等。
1-前悬旋转装配台;2-装配线支架;
3-外倾角线上检测机构;4-前悬总成
图3 前悬总成装配线
2.1 前悬外倾角线上检测机构
1-固定架;2-水平调整机构;3-测量机构;
4-定位机构;5-顶升机构;6-前悬总成;7-压紧机构
图4 线上检测机构
前悬外倾角的线上检测机构(如图4所示)主要由固定架、水平调整机构、测量机构、定位机构、顶升机构、压紧机构等构成。
2.1.1 测量机构
301-气缸;302-压轴;303-连接块;304-固定板;
305-导柱;306-导套;307-连接板;308-弹簧;
309-测量轴;310-轴套;311-测量板;312-测量头;
313-传感器1;314-传感器2;315-传感器
图5 测量机构
测量机构是整个外倾角线上检测机构的核心部件,主要通过它来测量前悬外倾角。测量机构主要由气缸、压轴、连接板、测量头、测量板、弹簧、传感器等组成,如图5所示。测量前,两个测量头处于同一水平面上,测量过程中,气缸通过压轴把连接板往下推,下降到一定高度,直到两个测量头都接触到前悬总成,激光传感器通过测量传感器和测量板之间的距离,并把相关数据传给PLC,由PLC根据相关参数计算前悬外倾角。测量完成后,气缸复位,测量头通过弹簧复位。
2.1.2 压紧机构
701-压紧气缸;702-固定板;703-支撑座;
704-压紧轴;705-轴套;706-压头;707-橡胶垫
图6 压紧机构
测量前,压紧机构先将前悬总成压紧。压紧机构主要由压紧气缸、压紧轴、压头、橡胶垫等组成,如图6所示。工作时,压紧气缸下降,通过压紧轴将压头把前悬制动角总成压紧再测量,保证测量的准确性。
2.1.3 顶升机构
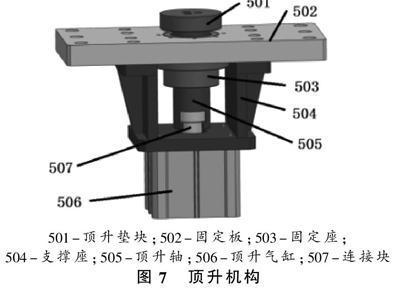
501-顶升垫块;502-固定板;503-固定座;
504-支撑座;505-顶升轴;506-顶升气缸;507-连接块
图7 顶升机构
顶升机构主要由顶升气缸、顶升轴、顶升垫块组成,如图7所示。在压紧机构压紧前悬总成后,顶升气缸通过顶升轴将顶升垫块顶起,从而接触定位机构的定位块将前悬总成顶起,保证测量的准确性。
2.1.4 水平调整机构
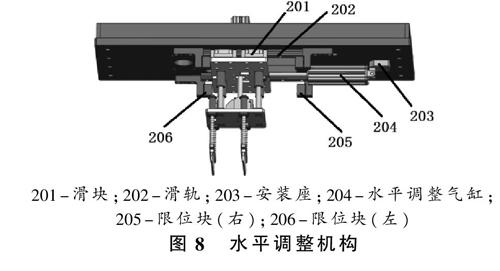
201-滑块;202-滑轨;203-安装座;204-水平调整气缸;205-限位块(右);206-限位块(左)
图8 水平调整机构
水平调整机构主要是调整测量机构的水平位置,可以根据不同的产品调整合适的测量位置。水平机构主要由气缸、滑块、滑轨、限位块等组成,如图8所示。
2.1.5 定位机构
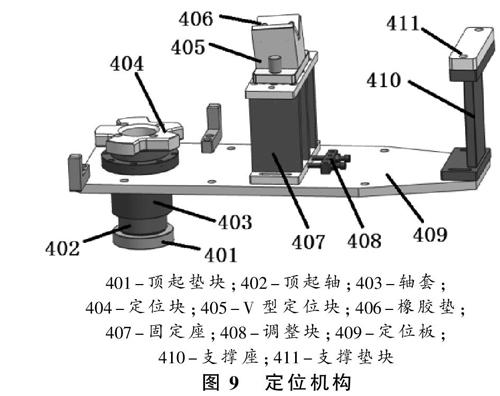
401-顶起垫块;402-顶起轴;403-轴套;
404-定位块;405-V型定位块;406-橡胶垫;
407-固定座;408-调整块;409-定位板;
410-支撑座;411-支撑垫块
图9 定位机构
定位机构主要是定位前悬总成,主要由顶起垫块、定位块、V型定位块、支撑座、调整块等组成,如图9所示。其中定位块定位前悬总成的水平位置,前制动角总成定位块和减震器V型定位块可以根据不同的前悬总成产品更换,装配线兼容多种产品,实现柔性化生产。
2.2 检测过程
当前悬装配台旋转到外倾角检测工位时,系统检测零件到位,系统自动控制装配台停止转动。检测开始,首先压紧机构推动压紧轴下压将前悬总成压紧,然后顶升机构将前悬总成顶起,接着检测机构下降到一定高度,直到测量头都接触到前悬总成,激光传感器测量它距离测量板的高度。PLC读取传感器的数值,计算传感器1和传感器2的高度值的平均值h1,传感器3的高度值为h2,并计算h1和h2这两个值的差值。两个测量头的间距L为固定值提前输入了系统,可以由上述计算公式1得到外倾角数值,检测系统自动采集数据并存储到追溯系统上。最后,测量机构抬起复位,顶升机构下降复位,前悬总成下降落回工装板上,压紧机构上升复位,检测结束(如图10所示)。若检测外倾角在标准值允许的范围内,则产品合格,前悬装配台继续旋转至下一个工位;若检测外倾角不在标准值允许的范围内,则产品不合格,系统报警,不合格品下线。
(a)检测前 (b)检测中
图10 检测过程
2.3 电气设计
为实现乘用车前悬外倾角的快速、自动在线检测,设计了乘用车前悬外倾角在线检测系统,其构成如图11所示。整个系统以PLC作为主控制器,将激光位移传感器检测到的高度值读取回来计算,并将结果实时显示在人机交互界面上(如图12所示),为便于装配线的智能化管理及操作人员对产品信息的查询,本系统还设计了一个数据追溯系统(如图13所示)[2]。
图11 检测系统图
图12 人机交互界面
图13 数据追溯系统
3 实施效果
汽车前悬外倾角线上检测系统投放市场后取得良好的效果。前悬外倾角检测系统(如14图所示),能够有效保证产品的合格率。检测系统具有自动控制检测过程,自动采集检测数据等功能,使检测诊断过程更快捷、更准确,且运行自动化程度高,极大了减轻了检验员的工作强度,提高检验工作效率。设备设计柔性化,可以兼容多个产品的检测。
图14 前悬总成线上检测机构实物图
4 总结
本文通过对前悬总成外倾角的检测原理分析,设计了一套前悬总成装配线上的外倾角检测系统,能够在装配过程中对前悬产品进行外倾角自动检测,保证产品质量的同时,提供检测效率。检测数据能够实时显示和自动存储,后后续产品设计提供数据支持。
【参考文献】
[1]王之恒,聂尔来,刘新,叶爱萍,管宇.某汽车前悬总成装配线四轮参数检测系统设计[J].制造业自动化,2014,36(18):8-12.
[2]勞淞,黄小林,谭克京,蓝健华,宋良辉.插管式后桥壳总成数字化压装专机的开发设计[J].金属加工(冷加工),2017(13):51-54.