
FIDIA双计数位置反馈系统调试方法
2019-01-10 08:01:08昌河飞机工业集团有限责任公司江西景德镇333002林超青
金属加工(冷加工) 2018年12期
■昌河飞机工业(集团)有限责任公司 (江西景德镇 333002) 林超青
1.机床在安装调试中出现的故障现象
一台FIDIA 2212龙门机床在完成机械安装后进行电气测试,发现机床无法上电,并出现以下报警:XG GANTRY LOOP ERROR(50169)> 2ND tolerance(5000),在进行初始化并将龙门同步设置好后,可以上电,但是无法移动机床,移动机床就急停,并出现上述报警。
2.机床无法上电原因分析
该机床采用位置测量反馈的双计数系统,但是上电没有按位置测量反馈的双计数系统进行参数设置和调试,导致机床报警。
机床的位置数值(计数)同时采用电动机编码器和光栅尺两种反馈计数方式,叫双计数系统。这种计数方式一般用于以下几种情况:①必须比较电动机编码器与光栅尺的位置,以检测可能存在的位置误差。②在机床上电回零前,数控系统读取电动机编码器位置;回零后数控系统读取光栅尺位置。
在FIDIA系统中,两者的偏差在参数AXSCNTDIF中显示。在FIDIA系统中,带ENDAT编码器的叫做ENDAT双计数系统。
3.系统双计数机床的调试
机床采用双计数反馈系统电动机编码器采用的是ENDAT编码器(即绝对位置编码),光栅尺采用的是带距离编码的光栅尺,调试这种机床的时候要遵循相应的规则,否则机床将无法上电运行。
调试ENDAT双计数系统的步骤如下所述。
(1)开机,进入FIDIA系统,不要打开急停上电。
(2)把ENDAT轴改为半闭环的步骤。
(3)在BRUCO中把feedback由0改为1。
(4)在FDD CNC.INI文件中把参数FDUABSOTHER参数改为OF。
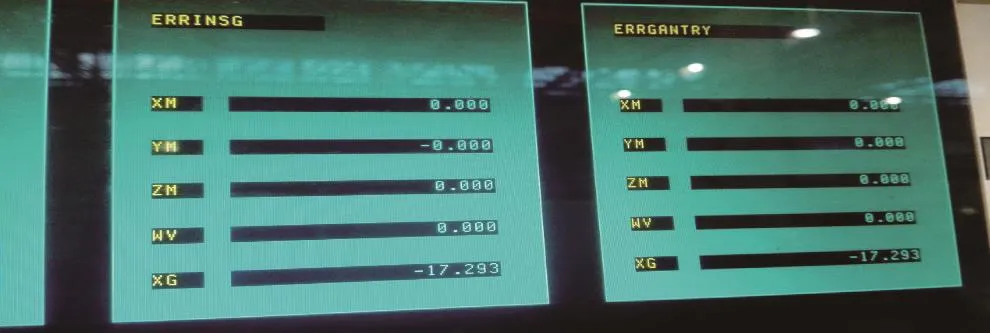
图1
(5)在INIPAR.SET文件中将参数AXSCNT2改为OF。
(6)打开SERVICE界面,进入MAINT PARAMETER界面中的MAINT GANTRY,打开MAINT GANTRY,观察以下中XM和XG的数值差别,并把差值在INIPAR.SET文件中的AXVENDATZPR XG进行修改(加减差值),保存并进行初始化,使差值小于0.02mm,如图1、图2所示。如果差值过大,机床(系统)将无法上电。
(7)在上电前首先将AXVENDATZPR中XM、XG的差值变小到要求范围内容,此时步骤就是让机床在半闭环时龙门同步。
(8)机械调整X、Y轴的垂直度并检查,如果误差较大,松开所有滑块螺栓。将AXGOPEN XG设置成ON,使龙门开环,这时移动X轴,只有XG轴移动。通过移动单边龙门调整X、Y轴的垂直。垂直调好后,急停,将所有滑块螺栓拧紧。
急停状态下,将AXGOPEN XG参数改回OF,这时可以看到ERRGANTRY里的误差值。通过修改AXVENDATZPR使龙门误差为0,之后上电移动X轴,看两边电动机电流是否相差较大,如果电流相差较大(10%以上),需要调整电动机与齿条的间隙。调整完成后即可改为全闭环,调整光栅尺回零预设值。
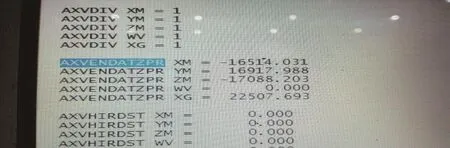
图2

图3
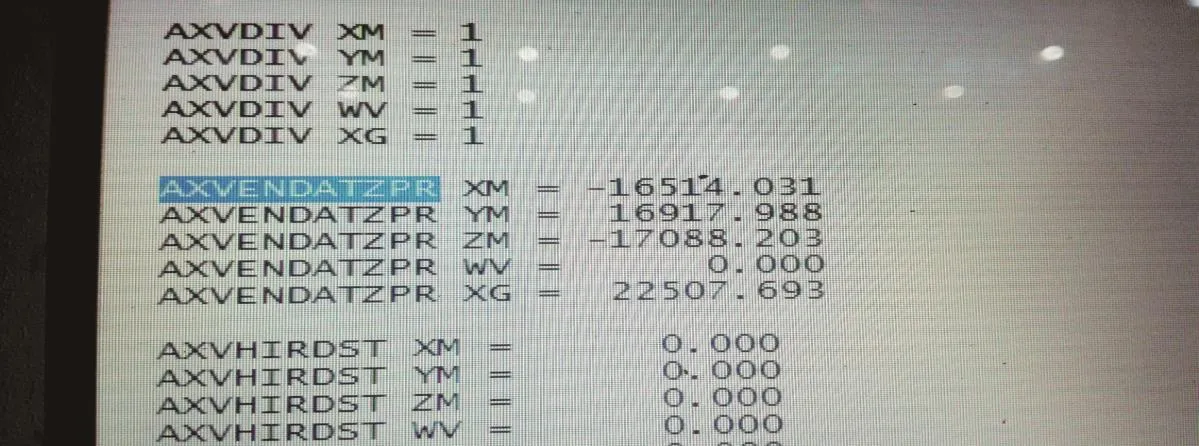
图4
(9)在半闭环的同步与零点预设完成后,就可以进行全闭环的龙门调试。启动机床,选择“SERVICE”、“MAINT PARAMETER”、“MAINT GANTRY”、“AXSINST/AXSCOARSE”。将参数“AXSINST XG”由OF改成ON,在这种方式下,执行龙门轴回零,回零结束后,在LOGFILE中,会显示如下信息:“ICN155 DISTANCE BETWEEN INDEX IS(值)”。
这个信息包含了主动轴和从动轴零点之间存在的距离。将该值输入至从动轴的回零预设值参数AXVZPR中。再将参数AXVINST*G设回OF,重新回零,确认两个轴的零点正确。至此,龙门轴已经建立起同步关系,能够正常运行。界面如图3所示。
(10)以上讲的是龙门机床的ENDAT编码器双计数调试,对于非龙门轴,比如Z轴或Y轴,如果装拆过电动机也要进行半闭环零点预设。步骤如下:把机床移到整数位置,比如1000,1500等等,然后急停,观察显示界面的数值是否是原来的数值。如果有差值,在INIPAR.SET参数中对相应的AXVENDATZPR进行修改。差值在允许范围内后,机床此项调试就完成了。界面如图4所示。
4.结语
在机床安装调试过程中,要注意机床位置反馈系统的计数类型,并根据类型进行设置和调试,如果类型和参数设置不匹配,机床将无法上电和正常运行。对于其他数控系统的双计数系统,调试的技术和方法基本一致,只是各数控系统的参数定义名称不同而已。
猜你喜欢
牡丹(2022年21期)2022-12-09 09:28:02
工程与试验(2022年2期)2022-08-08 12:37:30
河北书画研究(2020年1期)2021-01-18 03:07:06
商品与质量(2020年53期)2020-11-27 03:07:42
高师理科学刊(2020年2期)2020-11-26 06:01:32
文苑(2019年24期)2020-01-06 12:06:50
精密制造与自动化(2018年1期)2018-04-12 07:42:52
中成药(2017年6期)2017-06-13 07:30:35
棋艺(2016年6期)2016-11-14 05:14:06
安徽工业大学学报(自然科学版)(2014年4期)2014-07-11 01:45:54
