
薄壁碳纤维筒精密磨削技术
2019-01-02 06:53李虎朱文
机械 2018年12期
李虎,朱文
薄壁碳纤维筒精密磨削技术
李虎,朱文
(中国工程物理研究院 机械制造工艺研究所,四川 绵阳 621900)
薄壁套类零件由于其弱刚性、易变形,一直是精密加工领域的难题。尤其碳纤维筒类薄壁件,存在显著各向异性,更增加精密加工的难度。在传统装夹工艺基础上,创新设计微锥芯轴胀紧装夹工装,实现碳纤维筒的精密磨削加工,加工效率高,适应性好。
磨削;碳纤维;薄壁套
碳纤维是一种轻质高强度的新兴材料,近年来广泛用于机械工程领域。某碳纤维薄壁套零件(图1)壁厚仅1.5 mm,具有较高的尺寸及形位精度,加工装夹易变形。同时由于碳纤维材料制造过程中的绕制工艺导致其存在明显的各向异性,对加工过程的稳定性造成不良影响。王青成[1]设计了用于磨削薄壁套的锥度芯轴,但没有说明锥度的计算方法。杨久书等[2]设计了基于轴向压装方式的工装,避免了径向装夹变形。本文参考文献[3-4]的工艺参数,通过长期的工艺试验,获得了优化的工艺参数和装夹方式,取得较好的加工效果,对同类薄壁套类零件的精密加工具有很好的借鉴意义。
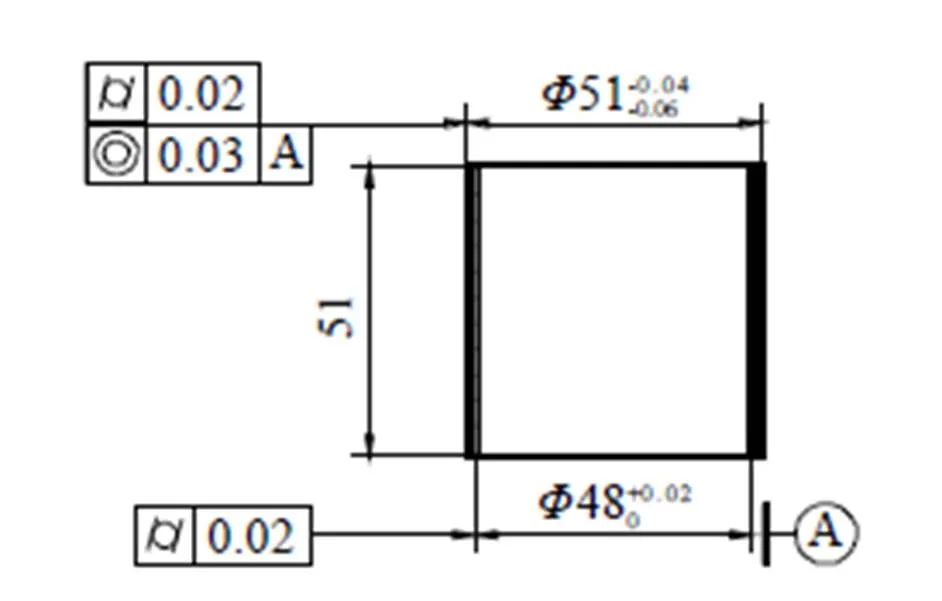
图1 碳纤维薄壁套零件简图
1 碳纤维薄壁套精密磨削加工
最初,该碳纤维薄壁套采用车削完成。但车削中的刀尖与零件形成点接触,极易导致材料分层和脱丝。最终选择磨削加工。
1.1 内孔磨削
基于轴向高刚度装夹原理,设计了鼓筒内孔磨削胎具(图2),以鼓筒端面为基准,外圆粗定位,使用螺帽备紧,能够充分利用鼓筒轴向上的高刚度减小装夹变形。同时设计莫氏锥度芯轴与磨床主轴直接连接,除提高装夹刚度外,还减小重复装夹的定位误差,显著提高装夹找正效率。
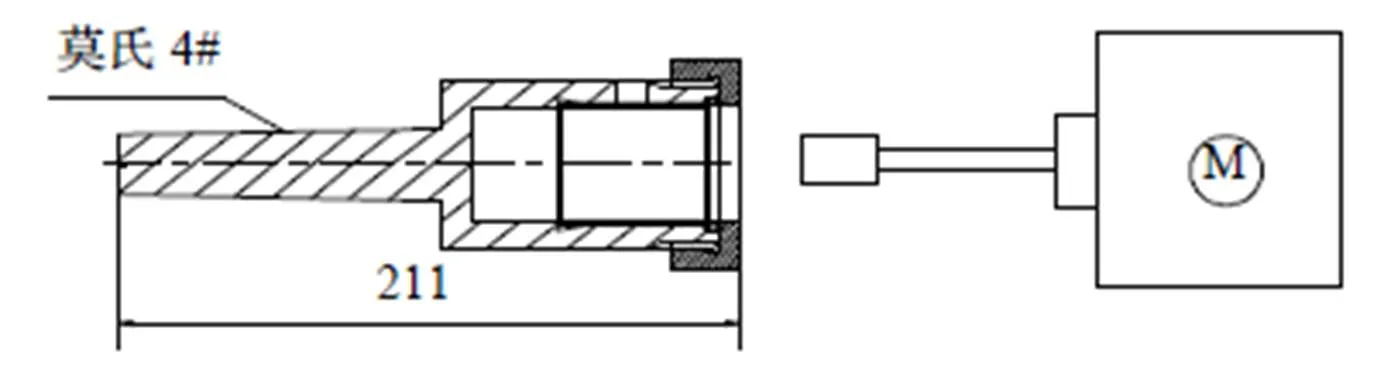
图2 内孔磨削装夹示意图
1.2 外圆磨削
常规工艺流程是在完成内孔精密加工后,与内孔配磨芯轴外圆,上螺帽备紧装夹磨外圆(图3)。由于内孔精加工后的尺寸一致性很难保证,导致同一根芯轴装夹不同零件时配合间隙大小不一,直接影响了外圆与内孔的同轴度。同时由于径向配合间隙不均匀导致外圆精磨时去量不均匀,影响外圆圆柱度误差。
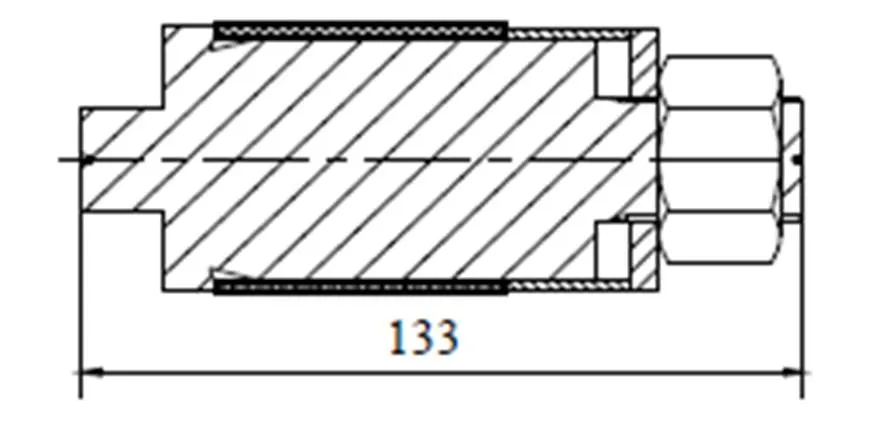
图3 外圆磨削装夹示意图
2 微锥芯轴设计
为解决外圆精密磨削难题,提出微锥芯轴装夹工艺。利用微锥芯轴的微小锥度胀紧工件内孔实现装夹(图4),关键在于使芯轴锥度足够小,避免薄壁套零件出现一端已胀紧、另一端还残余较大间隙,导致磨削过程失稳。在保证微小的锥度的同时,还必须兼顾在有限长度范围内所有工件都能顺利装夹。
为保证同轴度和圆柱度要求,设计在薄壁套长度范围内单边晃动量不超过0.01 mm、即直径差不超过0.02 mm、锥度不超过0.02:51(1:2550)。由于内孔公差为48+0.02 0 mm,为保证鼓筒能顺利装进微锥芯轴,要求芯轴小端距离小端面51 mm尺寸处直径小于孔径下差,设计为48-0.01 -0.03 mm,为保证碳纤维薄壁筒顺利胀紧、不会由大端脱开,要求芯轴大端直径大于孔径上偏差,因此设计芯轴大端直径48+0.05 +0.03 mm。微锥芯轴大、小端直径最大差值0.08,根据锥度1:2550推算得到芯轴长度为(0.08/1)×2550+51=255 mm,最终设计微锥芯轴长度为260 mm,锥度1:2550,大端直径48+0.05 +0.03 mm。
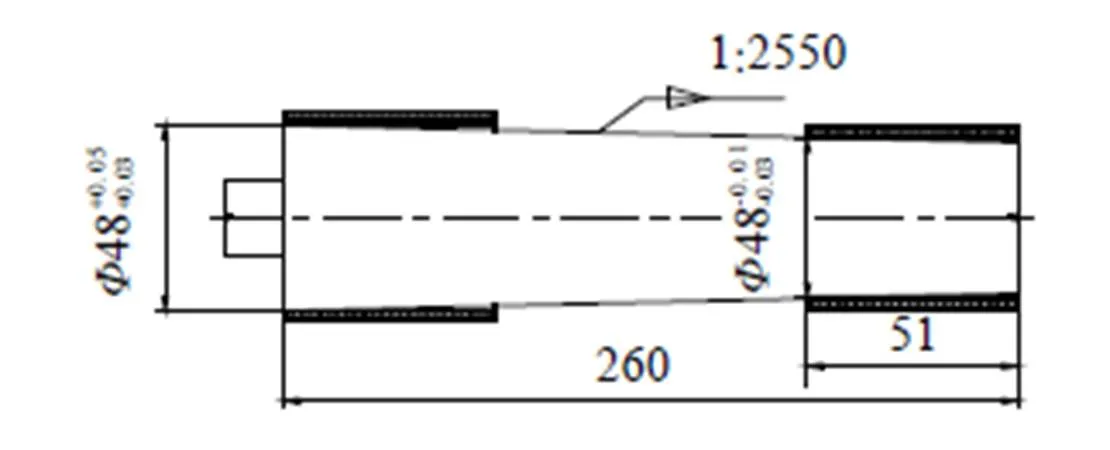
图4 微锥芯轴设计原理
3 结论
经过几个批次鼓筒加工证实:装夹方式合理可行,加工效果稳定,合格率有了较大提升(表1)。而且装夹快速可靠,缩短了加工辅助时间,提高了产品加工效率。

表1 鼓筒内孔外圆加工改进前后的效果对比
[1]王青成. 一种薄壁衬套加工及其夹具设计[J]. 制造技术与机床,2001(5):97-98.
[2]杨久书,李大新,等. 薄壁轴套加工工艺及工装分析[J]. 新技术新工艺,2013(5):18-19.
[3]徐倩,星建民. 磨削参数对航空炭纤维复合材料磨削力的影响[J]. 机械工程材料,2013,37(6):52-54,60.
[4]李伟,张超,等. 碳纤维树脂复合材料磨削温度的实验研究[J].现代商贸工业,2012(6):187-188.
[5]王大伟. 薄壁轴套的加工方法探讨[J]. 科技创新导报,2009(6):53.
Thin-Walled Carbon Fiber Drum Precision Grinding Technology
LI Hu,ZHU Wen
( Institute of Machinery Manufacturing Technology, CAEP, Mianyang 621900, China )
Because of its weak rigidity and easy deformation, thin-walled sleeve parts have always been a problem in the field of precision machining. Especially for thin-walled parts such as carbon fiber cartridges, there is significant anisotropy, which increases the difficulty of precision machining. This article based on the traditional clamping process, innovative design of the micro-cone core expansion clamping fixture tooling, to achieve a precision grinding of carbon fiber tube, high processing efficiency, good adaptability.
grinding;carbon fiber;thin wall sleeve
TG58
A
10.3969/j.issn.1006-0316.2018.12.021
1006-0316 (2018) 12-0079-02
2018-05-02
李虎(1976-),男,四川绵阳人,高级技师,主要从事精密磨削工作。
猜你喜欢
上海金属(2020年5期)2020-09-26
制造技术与机床(2019年12期)2020-01-06
制造技术与机床(2019年11期)2019-12-04
制造技术与机床(2019年9期)2019-09-10
制造技术与机床(2019年7期)2019-07-22
制造技术与机床(2019年6期)2019-06-25
铁道学报(2018年11期)2018-12-13
制造技术与机床(2018年11期)2018-11-23
中国铁路(2017年12期)2018-01-04
装备制造技术(2015年7期)2015-02-20
