
一种垫片式转轮静平衡试验工具
2018-12-29 06:23王聪
上海大中型电机 2018年4期
王 聪
(哈尔滨电机厂有限责任公司,黑龙江哈尔滨 150040)
0 引言
转轮是水轮机系统中最为重要的零部件之一,大型水轮机转轮在运行时的转速通常在100~375 r/min,转轮加工是否均匀直接决定着水轮机系统的稳定性和使用寿命,所以每台转轮在出厂前都需要做平衡试验,大中型转轮由于尺寸大并不适合上动平衡机做平衡试验,只能采用静平衡试验的方式。静平衡试验可以通过配重来确定转轮的不平衡矩,进而判断转轮的均匀性。转轮静平衡试验工具就是用来测量转轮不平衡矩的工艺装备。
1 传统转轮静平衡试验工具介绍
图1为传统转轮静平衡试验工具结构示意图。传统转轮静平衡试验工具为丝杠结构,是利用丝杠调节转轮重心与平衡球心之间的距离,使转轮重心位于平衡球心以下一定范围,从而调节整套工具系统的灵敏度,再进行静平衡的试验。它的优点是转轮重心调节范围比较大,对于不平衡矩较大的转轮,可以将工具调节到较好的灵敏度状态。但是由于丝杠结构中丝杠和过渡法兰之间采用的是梯形螺纹,梯形螺纹螺距较大,在制造上容易出现螺纹与丝杠中心线不垂直的现象;再累计平衡套筒与过渡法兰、过渡法兰与转轮之间的间隙,很容易使转轮重心不在丝杠中心线上导致试验产生误差;同时平衡球的加工也存在问题,平衡球在使用车床加工球面最高点时,机床的线速度为零,导致球面存在一个小平面,这个小平面直接导致该工具灵敏度低,就影响了转轮的平衡[1]。综合以上因素,传统转轮静平衡试验工具存在着加工困难、平衡精度低等缺点。

1.螺栓;2.过渡法兰;3.螺栓;4.平衡套筒;5.丝杠;6.调节螺母;7.调节板;8.平衡球;9.底座图1 传统转轮静平衡试验工具
2 垫片式转轮静平衡试验工具
垫片式转轮静平衡试验工具是通过调整垫片厚度改变转轮重心高度,进而调整工具灵敏度的静平衡试验工具。通过试验来计算转轮的不平衡矩大小,再在上冠外圆钻孔或再灌铅进行配重,反复进行试验和配重,直到转轮的不平衡矩能满足要求,从而制造出合格的转轮。
2.1 工具的典型结构
如图2所示,将项9过渡套安装到项8平衡套筒中,通过项7螺栓把合,将项10平衡球安装到项9过渡套中,将项12压板利用项11螺栓把合固定在项8平衡套筒上,从而使项12压板限制项10平衡球的轴向移动,利用项4双头螺柱和项5螺母将项8平衡套筒把合在项2过渡法兰上,项8平衡套筒和项2过渡法兰中间垫上等高度的项3U型垫片用于调整转轮重心高度,将项2过渡法兰通过项1螺栓把合在转轮上形成平衡机构,平衡机构整体通过项10平衡球放在项13底座上进行试验。
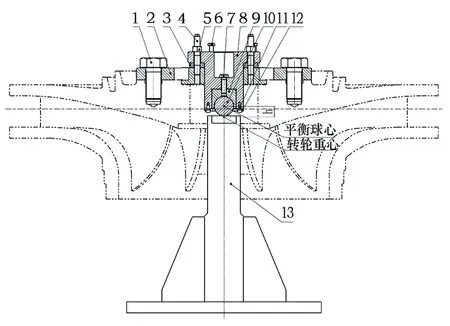
1.螺栓;2.过渡法兰;3.U型垫片;4.双头螺柱;5.螺母;6.顶起螺钉;7.螺栓;8.平衡套筒;9.过渡套;10.平衡球;11.螺栓;12.压板;13.底座图2 垫片式转轮静平衡试验工具
2.2 工具的工作原理和使用方法
与传统转轮静平衡试验工具一样,其原理是利用平衡球心与平衡物体的重心的相应位置,在保证一定灵敏度下获得平衡[2]。对于不同重量的平衡物体,平衡物体的总重量和平衡球心与平衡物体重心的距离h值(以下称h值)的关系,采用表1数值。

表1 h值与平衡物体总重量的关系
在平衡物体的总重量一定时,h值越大灵敏度越高,h值越小灵敏度越低,当h值采用表1中数值时,工具的灵敏度达到最佳状态。垫片式转轮静平衡试验工具h值调整通过调整项3U型垫片的厚度来实现,具体调整方法为:先松开项5螺母,使用项6顶起螺钉把项8套筒顶起,需要增加h值则增加项3垫片的厚度,需要降低h值则减少项3垫片的厚度,再将项5螺母把紧,根据表1中的h值调整好灵敏度后即可进行静平衡试验。
2.3 优点与缺点
垫片式转轮静平衡试验工具的优点是省去了丝杠,克服了梯形螺纹间螺距大、加工螺纹与丝杠中心线不垂直的缺点;同时平衡球直接使用轴承球,球的形状、表面粗糙度、硬度均好于自己加工的平衡球,克服了平衡球加工到最高点时线速度为零的缺点。
垫片式转轮静平衡试验工具的缺点是可调整的范围较小,通常在0~60 mm,若转轮的焊接和加工误差较大导致转轮的实际重心与理论计算重心偏差较大,很有可能无法将h值调整到最佳数值,从而影响到工具的灵敏度。但是由于现在的转轮设计越来越多的运用三维造型,理论重心计算的比较准确。同时随着加工技术的不断进步,转轮的实际重心也更接近理论重心,所以转轮重心的调节范围不需要太大,用垫片调节足可以满足大多数转轮静平衡试验的要求。
3 结语
垫片式转轮静平衡试验工具是通过调整垫片厚度改变转轮重心高度进而调整工具灵敏度的静平衡试验工具,转轮静平衡试验工具各零部件之间紧密配合,工具制造难度低,平衡精度高,特别适用于精度要求较高的抽水蓄能、水泵和高水头混流式水轮机转轮的静平衡试验。目前此种转轮静平衡试验工具已应用于我公司大华桥、丰满重建和小浪底引黄工程项目的转轮静平衡,取得了较好的效果。
猜你喜欢
——“AABC”和“无X无X”式词语
小学生学习指导(中年级)(2021年3期)2021-04-06
少儿美术(快乐历史地理)(2020年8期)2021-01-04
制造技术与机床(2019年11期)2019-12-04
制造技术与机床(2019年1期)2019-01-14
中国修船(2017年6期)2017-12-22
制造技术与机床(2017年8期)2017-11-27
兰台世界(2017年12期)2017-06-22
通信电源技术(2016年1期)2016-04-16
中国修船(2015年6期)2015-11-25
中国石油大学学报(自然科学版)(2015年2期)2015-11-10
