
完全3D打印技术制作MRI质量控制体模
2018-12-21 01:42张福全徐龙春邱建峰
中国医学影像技术 2018年12期
张福全,张 涛,徐龙春,陈 迢,鲁 雯,邱建峰*
(1.泰山医学院医学工程技术研究中心,山东 泰安 271016;2.山东省泰安市技术监督局医学室,山东 泰安 271016;3.泰山医学院附属医院放射科,山东 泰安 271016)
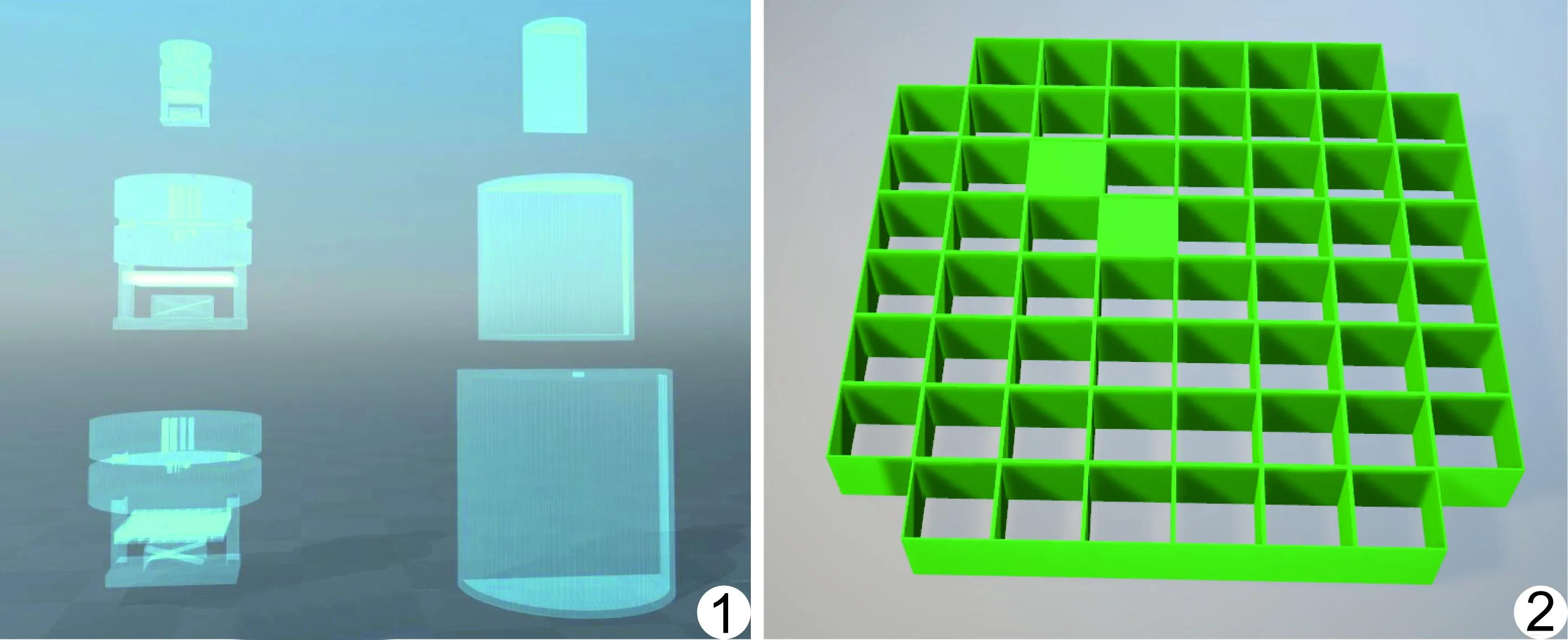
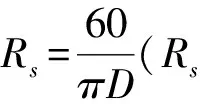
图1 下底直径分别为6、12、20 cm的一体化设计模型 图2 几何畸变测试模块
医学成像与放射物理的质量控制(以下简称质控)为保证图像质量的基础,是保障医疗安全的重要工作[1-3]。作为常用的大型成像仪器设备,MR扫描仪的图像质量直接影响诊断结果。相对于欧美国家相对完善的质控工作和规范程度,我国质控研究工作起步较晚,进口体模占据市场很大份额,其专利垄断和昂贵的价格在一定程度上对医院开展质控工作形成了阻碍[4-6]。既往制造常规MRI质控体模多采用机械加工和模具加工技术,产品缺乏灵活性,无法实现快速制造和个性化定制。3D打印技术的出现和发展,使质控体模得以跳过机械加工过程,简单快速地设计制造各种类型的质控体模使质控工作低成本化成为可能[7-9]。本研究采用3D打印技术,通过对MRI质控体模的研究和改进,旨在通过数字化建模和一体打印制出符合我国卫生行业标准的体模。
1 材料与方法
1.1体模设计 体模设计模块包括星形测试模块、几何畸变测试模块、层厚测试模块,用于测试MR扫描仪的高对比度分辨率、低对比度分辨率、层厚、空间定位、弛豫值、几何畸变、流体测量、层厚偏差及调制传递函数(modulation transfer function, MTF)等指标[10-11];设计过程中可对各测试模块进行任意组合。以无水硫酸铜+氯化钠+纯水或氯化镍+氯化钠+纯水溶液作为体模配液,使溶液充满整个体模[12]。
1.23D模型设计 采用设计制图软件Pro/Engineer,按照图纸设计3D模型(文件格式为STL)。3D打印模型可实现个性化设计,根据不同需求,在设计阶段调整体模大小、外形等。在一体化打印中,分别设计出下底直径为6、12、20 cm的3种规格,以适应不同的MR扫描系统,见图1。

外壳和各个测试模块支架材料为聚甲基丙烯酸甲酯(polymethyl methacrylate, PMMA)有机玻璃,通过螺栓、套筒进行组装固定,见图3。
1.33D打印 一体化打印前,以制图软件Pro,选择模块间的连接方式,根据具体需要调整各个模块及外壳大小后,将STL格式文件导入3D光敏成型打印机(LITE600HD)进行打印[13-14]。将模块与外壳分开打印,以便清除支撑材料。打印完成后进行组装,即可投入使用,见图4~7。
打印体模时,可根据要求选择2种不同模式:第1种为组装式体模,每层模块单独打印,再使用机械加工的方式进行组装;第2种为一体化体模,将选择好的模块设计为一个整体,使用打印的外壳进行密封。
1.4体模测试 体模制作完成后,采用GE Signa HDE 1.5T MR成像系统进行扫描,将获得的图像数据导入Mimics软件,进行图像数据分析,测试图像相位编码方向和频率编码方向的极限分辨率、几何畸变率、层厚偏差和纵横比。
2 结果
2.1星形测试模块分析 在MR系统下测得极限分辨率和频率编码方向的空间分辨率。采用Mimics软件中的测量工具,测得体模相位编码方向模糊带直径为2.91 cm,频率编码方向模糊带直径为4.55 cm。经计算获得相位编码方向极限分辨率为6.55 LP/cm,频率编码方向为4.19 LP/cm,见图8。
采用Mimics软件分析灰度值变化,绘制灰度值变化曲线,见图9。本研究采用的3D打印机的打印精度为16 μm,误差2 μm,高于机械加工的2.5 μm。对星形测试模块以MR测得的图像采用标准3点测量法获取MTF线对数据,获得角度实测值为2.7°~3.0°,线对实测值见表1(共测量6次)。
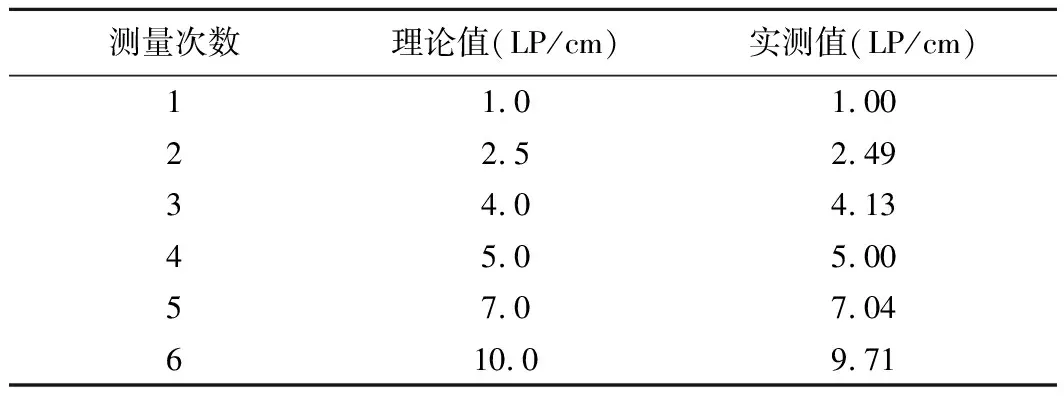
表1 星形测试模块线对理论值与实测值对比
2.2几何畸变测试模块分析 以MR系统测量图像几何畸变。测量方格间的对角线长度为10 cm,根据公式计算,获得图像畸变率为9.94%,见图10。
2.3层厚测试模块分析 以MR系统测量各个亮带和暗带长度,图像扫描层厚为5 mm,实际计算层厚为5.63~6.51 mm,偏差为+1.51 mm,图像纵横比为0.984,见图11。
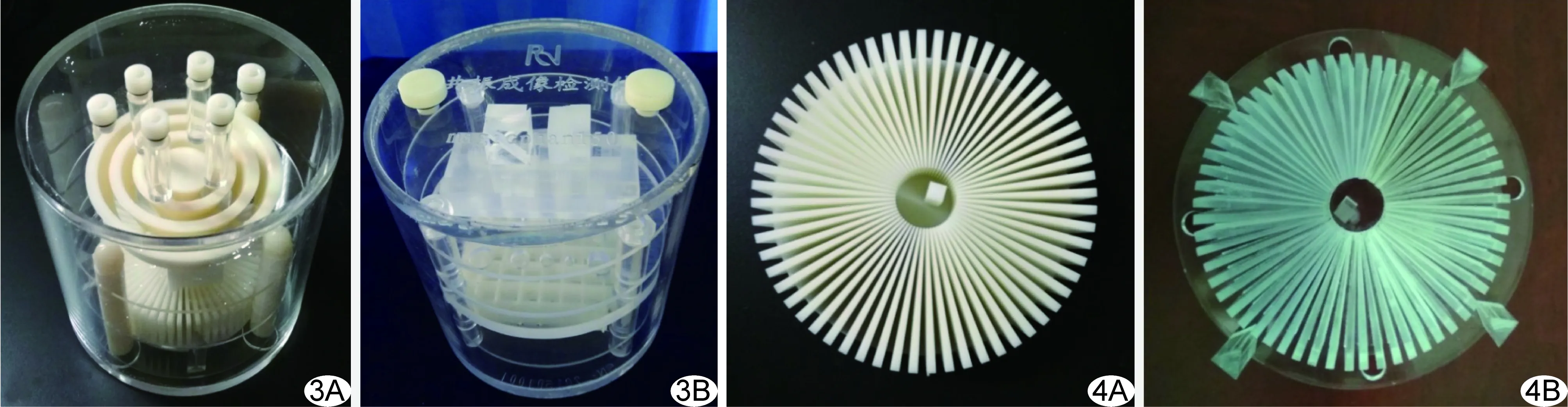
图3 组装式3D打印体模(A)与同类基于机械加工的体模(B)对比 图4 3D打印星形测试模块(A)精度高于机械加工水玻璃制成的星形测试模块(B)
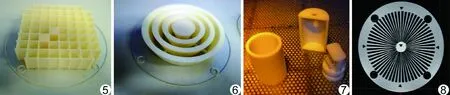
图5 3D打印的几何畸变测试模块 图6 3D打印的层厚测试模块 图7 一体化打印体模打印效果 图8 相位编码方向极限分辨率为6.55 LP/cm,频率编码方向为4.19 LP/cm
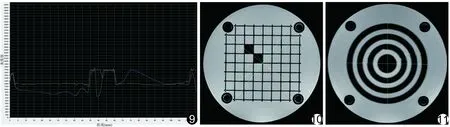
图9 相位编码方向和频率编码方向灰度值变化曲线 图10 几何畸变测试模块测得图像畸变率为9.94 图11 以层厚测量模块计算实际层厚及纵横比
3 讨论
3D打印质控体模成型速度快、成本低,且制作精度高于普通体模。利用3D打印技术有望实现普及质控,为医用教学、临床实验、适型放疗提供精密的质控体模。
3D打印MR综合测试体模的空间分辨率测试精度元高于传统体模,随3D打印机的精度不同而有不同的高对比度分辨率:打印精度高的3D打印机打印出的模块的高对比度分辨率测试精度与传统体模相似;而打印精度偏低的3D打印机,受限于打印材料、打印方式和打印机喷头类型,其所打印的高对比度分辨率模块往往达不到要求精度。几何畸变、层厚等其他参数的测试精度与此相似。
相对于传统质控体模,3D打印体模具有以下优点:①适用性强,可根据不同MR扫描仪对应制作不同的体模,实现个性化设计,做到根据机器需求定制体模类型;②质控体模的制作成本大幅度低于传统质控体模,且因为其适用性强,可以广泛应用于医用教学、临床实验、质控工作等方面,尤其有利于MRI质控工作的普及与发展。
目前3D打印技术已经用于临床多个领域。Kamomae等[15]采用3D打印制作患者的个性化体模,以保证放射治疗的质量。Yea等[16]以3D打印制作用于头部的放射治疗体模;Kim等[17]以3D打印制作脊柱的放射治疗体模;Cox等[18]以3D打印制作填充性的PET体模;Grice等[19]以3D打印制作多普勒超声常规测试的体模。体模已由简单的2D逐渐发展为3D形态,但如果用于机器性能参数检测,2D体模能更直观地显示对比数据、调试机器性能。
随着3D打印技术的不断进步及质控工作的重要性获得认识,3D打印质控体模可作为更加优质的选择,为国家质控工作的标准化、规范化作出贡献。
猜你喜欢
辐射防护通讯(2022年1期)2022-11-23
辐射防护通讯(2022年1期)2022-11-23
网络安全与数据管理(2022年1期)2022-08-29
金属热处理(2022年3期)2022-04-09
中国医疗设备(2022年3期)2022-04-01
东南大学学报(自然科学版)(2020年1期)2020-01-16
家庭影院技术(2018年9期)2018-11-02
中国现代医生(2018年16期)2018-10-20
摄影之友(影像视觉)(2017年10期)2017-11-07
燃气涡轮试验与研究(2011年1期)2011-04-16
