
纱线造成布面横档的原因与控制
2018-12-18 01:39:00王学元
纺织器材 2018年6期
王学元
(中国纱线网,杭州 311203)
0 引言
造成布面横档的原因有很多,原料选配、纺纱、织造及染整等过程都有可能:当使用色泽、成熟度、线密度、白度或残硫量等指标不同的原料生产出来的纱线混织到同一块面料上时;当织造过程中出现喂纱张力不一致、排纱次序错误、纱号用错、不同厂家纱线混织、同厂家不同批号的纱线混织、针脚磨损、织针三角磨损、沉降片磨损、沉降片三角磨损、织物牵拉力不规则和针筒与针盘不同轴等问题时;当染整时染料配伍不当、染色工艺不合理、压浆压力不一致、烘箱内温度不均匀、染色机运行速度不稳定、染色过程中坯布有褶皱、染料选择不当、染色前坯布回潮率不均匀等时,都可能使布面产生横档。因此,当纺纱企业收到客户投诉时,首先要初步判断布面横档产生的原因,如与本公司纱线无关,则应出示确切证据并向客户解释以免遭受经济损失;如确定是因本公司纱线造成,就要查找原因并针对性解决以免问题再次发生。
1 初步判断布面横档与纱线的相关性
采用标准光源对色灯箱对比法或色差仪检测法,初步判断布面横档与本公司纱线的关系。具体如下:① 如果是规律性的,可将布面横档较为明显的一个循环的纱线拆下来;如果无规律,则挑选一处横档较为明显的地方,将正常处和横档处连续拆下一组相邻纱线,一般应不少于30根;② 将拆下的纱线(如果是和其它公司或其它品种的纱线、长丝交织的,只需处理本公司的即可)依次逐根绕在一张纸板上,要求缠绕紧密、厚薄均匀、表面平整;③ 将缠绕好的纸板放入标准光源对色灯箱中,在对色灯光下进行比对,如果纸板上的纱线相互间无明显色差,可以肯定不是纱线原因造成的横档;如果有色差,说明纱线染色不匀或色光不一致,则布面横档可能与纱线有关,这时需要对布面横档与本公司纱线的相关性进行确认;也可分别用色差仪检测各纸板上纱线之间的△E值(色差),从而根据△E值进行判断。
2 布面横档与纱线相关性确认
2.1 造成布面横档的因素分析
如果纸板上的纱线经检测存在色差,也无法确定布面横档就是纱线原因造成的。虽然纱线本身的质(重)量不匀率、混纺比、纤维混合均匀度、捻度、条干或毛羽差异等都会影响纱线的染色效果,从而造成布面横档,但原料吸色性能、印染过程中着色效果差异同样会造成纱线色差,应对产生布面横档的因素进行进一步确认。
确认造成布面横档的原因有两种思路:一是从最大可能性因素入手;二是从最容易检验和排除的因素入手。前者有的放矢,针对性强、用时短、效率高,但要求检验人员实践经验丰富,能够迅速排除各种干扰因素、判断产生横档的最大可能性因素;后者先易后难、逐条排除,适用于对横档分析经验较少的检验人员,但针对性差、耗时长、效率较低。我们以最容易检验和排除的因素为例说明确认过程。
2.2 物理试验法
采用物理试验法检测纱线质(重)量、条干、捻度、毛羽等指标有无差异,以验证布面横档是否因纱线造成。
2.2.1 由于针织物布面具有每根纱线单独成圈、相互串套的结构,纱线线密度对布面纹路影响较大,如相邻两根纱线粗、细节的线密度差异大于20%时,可认定是粗、细节造成针织物布面稀密不匀或云斑[1];如横条部分布面与正常布面拆下来的纱线,经测试线密度的平均偏差大于8%时,可认定是纱线的质(重)量偏差造成布面横档[2]。
由纱线线密度差异或粗、细节造成的横档,如果透光观察布面,就会发现有明显的厚薄、稀密不匀,有的地方透光性强,有的地方透光性弱;如果将布面平铺在桌面上观察有横档,而透光观察却看不出横档,或透光性差异的部位与平铺时观察到的横档位置不对应,一般可以判定不是纱线线密度差异或粗、细节造成的横档。
2.2.2 纱线捻度直接影响纱线紧密程度,从而影响染色时吸收染料的速率和能力。一般而言,当纱线捻度差异大于10%时,易造成染色横档[3]。
另外,当捻度差异较大的纱线混织时,由于不同捻度的纱线“回扭力矩”不同,往往会造成针织物布面的“扭斜”。
2.2.3 纱线毛羽数量、长短及其分布的均匀性都会对布面质量造成一定的影响。如果布面不同位置纱线毛羽的分布状态不同,就会造成反光程度的差异和吸色性能的差异,从而严重影响织物外观质量,甚至会造成布面横档。根据试验可知,当毛羽指数H相差1以上的纱线混织时,织物染色后就容易出现色差横档[4]。
2.3 化学溶解法
当纱线质(重)量不匀率、捻度、条干或毛羽等物理指标都无问题时,就需进一步确认纱线的混纺比及纤维混合均匀度等指标,因其会影响纱线吸色性能的一致性,故需采用化学溶解法分析和确认。
近年来,纺织面料中使用的纤维种类越来越多,很多面料采用多纤维混纺纱线或纱线与长丝混织而成。在FZ/T 01057.4—2007《纺织纤维鉴别试验方法 第4部分:溶解法》中,根据纤维的不同特性,详细规定了采用溶解法鉴别32种纤维应选用的试剂和操作要求。
2.3.1混纺纱线织造的面料
分别剪裁面料中一定面积的横档部分和正常部分,烘干称重后选用适宜的溶剂依次溶解混纺纱线中的某种纤维,根据溶掉纤维的质量和留下的各种纤维质量,分别计算横档部分和正常部分的混纺比,以判断是否因混纺比差异而造成的横档。
一般而言,混纺纱线中各种纤维的混纺比差异应控制在±1.5%;否则,易使织物染色不匀而形成染色横档[5]。
2.3.2纱线与长丝混织面料
从布面剪下2块含有横档的样布,一块溶解纱线,另一块溶解长丝,对溶解后的样布状态进行对比分析,从而确认造成布面横档的原因。
a) 如果溶解后2块样布均存在横档,且横档形态与溶解前面料横档形态基本相似,则面料横档可能是因织造或排纱错误、纱号用错等原因造成的;
b) 如果溶解后2块样布均无横档,或长丝样布上无横档而纱线样布上的横档变轻或形态发生变化,那么面料横档可能是由印染原因造成的;
c) 如果长丝样布上无横档而纱线样布上的横档依然存在且形态未变化,那么面料横档基本可以确认与长丝无关,可能是由于纱线的混纺比差异、纤维混合不匀、纤维特性差异等原因造成的;
d) 如果纱线样布上无横档或横档变轻了,而长丝样布上的横档依然存在且形态未变化,那么面料横档基本可以确认与纱线、染色工艺和纤维染色性能无较大关系,可能是织造过程中长丝张力不稳定、弹性差异和粗细差异等原因造成的。
2.4 还原法
确认横档是纤维或印染因素的影响,可以采用还原法来进行。
2.4.1纤维还原法
从布面正常部位和横档部位各拆出几根纱线,将纱线解捻分离出适量的纤维置于载玻片上,加上适量透明剂(如甘油、无水乙醇等,注意不要带入气泡),盖上盖玻片,用放大倍数为100~500的显微镜观察载物台上纱线中各纤维的纵面形态;或采用哈氏切片器切制纤维横截面切片,将切好的纤维横截面切片置于载玻片上,加一滴透明剂(注意不要带入气泡)后盖上盖玻片,用放大倍数为100~500的显微镜观察载物台上纤维横截面的形态,与FZ/T 01057.3—2007《纺织纤维鉴别试验方法 第3部分:显微镜法》附录B、附录C中各种纤维的纵面和横截面形态进行对照,确认正常部位和横档部位纱线中的纤维成分、混用比例是否有差异,或者纤维的成熟度、线密度等特性是否不同。
2.4.2剥色还原法
剥色还原法是通过还原剥色剂或氧化剥色剂,破坏布面上染料分子的发色体系,使布面褪色或消色,从而进一步确认产生横档的原因。常用的还原剥色剂有保险粉(连二亚硫酸钠)和雕白粉(次硫酸氢钠甲醛);常用的氧化剥色剂有双氧水和次氯酸钠。
a) 如果面料通过剥色处理后横档消失或明显变淡,表明布面横档可能是由于染色不良或纤维的吸色性能差异等问题造成的。此时可以将剥色后的布面进行复染,如果复染后的布面不存在横档或横档与原布面横档形态不一致,基本可以确认与纤维和纱线本身的吸色性能没有问题,原布面横档主要是染色问题造成的;如果复染后的布面横档依然明显存在且与原有形态一致,基本可以确认布面正常部位与横档部位的纤维吸色性能存在差异。
b) 如果横档面料通过剥色处理后横档依然存在,表明布面横档不是染色处理不当造成的,可能是由于纤维本身的特性差异(如吸色性能、色度、白度差异)等问题造成的。
3 纱线造成织物横档的常见因素及预防措施
如果确认布面横档与纱线有关,就要有针对性地对确认的原因采取相应措施进行控制。
3.1 原料混配控制
纤维的色度、白度、吸色性能、成熟度、线密度指标,直接影响纱线的染色性能,这些指标差异较大、纺纱过程中又混合不均匀,不同特性纤维在不同根纱线或同根纱线的不同截面内分布不均匀,可能就会造成纱线染色性能差异,这样的纱线混织在一起就会形成布面横档。
3.1.1加强原料特性的检验与控制
由于纤维的色泽特征和吸色特性决定了纱线的色泽特征和吸色特性,而纱线的色泽特征和吸色特性决定了布面的色泽特征及染色效果;因此,预防布面横档要求同批纱线使用的原料尽可能做到色泽特征和吸色特性稳定,特别是原料接批过程中一定要检验前后两批原料的特性差异,特性差异较大的原料接批时慎重使用,必要时可对要接批的原料进行染色试验(最好染桔红、咖啡、浅兰等敏感色),如果两个批号的原料染色后的色泽特征不存在颜色差异,才能进行正常的配料使用。
一般,在光线较好的条件下,若两批原料的色差(△E值)在0.3以上,人们视觉就可感知,故两批纱线所使用混合原料的色差(△E值)应控制在0.4以内。色差(△E值)与人的视觉差别关系见表1[6]。
表1色差(△E值)与人的视觉差别关系
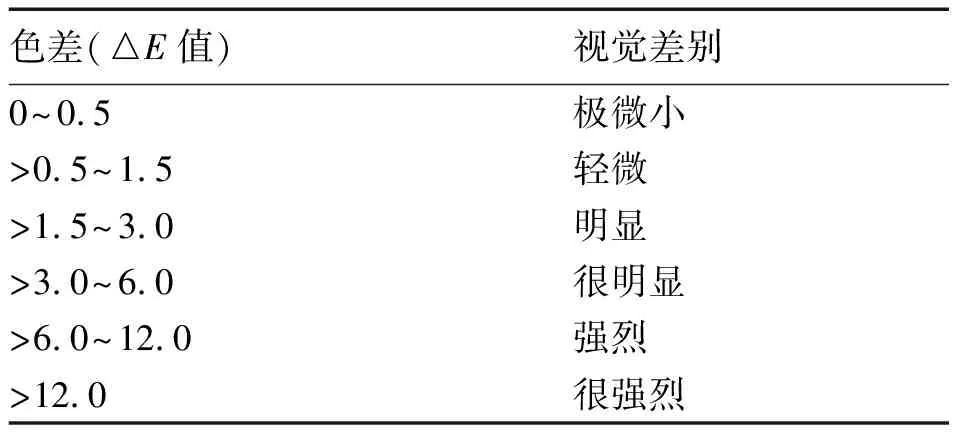
色差(△E值)视觉差别0~0.5极微小>0.5~1.5轻微>1.5~3.0明显>3.0~6.0很明显>6.0~12.0强烈>12.0很强烈
3.1.2加强原料混配质量的控制
生产纯棉或棉混纺纱线时,原棉应按照“分类排队,逐步接替,多包混和,交叉抵补”的原则进行混棉,主要采取以下措施。
a) 突出原棉的主体颜色级,保证主体颜色级不小于65%;其它颜色级最好与主体颜色级相邻,同一配棉成分中的颜色类跨度最好不大于3个,颜色级跨度最好不大于4个。
b) 每次接批原料的比例应不大于15%,主体颜色级下降大于20%时,纱线要更换批号,防止出现色差。
c) 纤维成熟度差异大或不成熟纤维比例过大是造成布面染色横档的重要因素之一。由于成熟度差的纤维染色性能较差,因此混棉成分中不成熟纤维的比例应不大于2%,接批原料不成熟纤维含量的差异应不大于0.5%。
d) 各批原料的马克隆值差异不能过大,混棉成分的马克隆值的CV值应不大于10%,接批原料的马克隆值差异应控制为±0.5,接批前后混棉成分的平均马克隆值差异控制为±0.2。
e) 各批原棉的品级差异应控制在不大于2级,长度差异控制在不大于4 mm,纤维线密度差异控制在不大于0.2 dtex。
f) 回花使用量不大于5%,染色要求较高的品种最好不使用回花。
g) 接批原棉与原批号原棉的黄度(+b)、反射率(Rd)等指标不能相差太大,原则上应用同类型、同级别的原料进行接批。
h) 混棉中各批原料的黄度(+b)变异系数应控制在不大于8.0%,反射率(Rd)变异系数应控制在不大于6.0%。
生产化纤产品时,应根据纤维的生产厂家、型号、规格、批号、色度、白度、回潮率及残硫量等相关技术指标,进行合理安排使用。白度指标应控制在不大于±2,色差(△E值)控制在不大于0.4,线密度差异可控制在不大于0.3 dtex。
3.1.3加强原料混合管理
由于纤维在纱线中混合时其本身的色泽不能“相溶”,即每根纤维仍保留自身原有颜色;因此,在使用不同品种、不同色泽或不同吸色性能纤维混合生产的纱线中,若各种纤维成分混合不均匀则易出现色差进而染色后会出现横档。为确保纺纱过程中各种纤维混合的均匀性和一致性,应采取以下措施。
a) 根据产品特点和质量要求合理选择混棉方式,必要时可以选择两遍清花或两道以上的并条进行混合。
b) 合理排包,保证抓棉机能够在一个工作循环中按设定比例均衡地抓取到各原料成分。
c) 尽可能提高清花工序各单机的生产效率,一般抓包机械效率不小于90%,混棉机械效率不小于95%;清梳联要保证连续喂棉,棉流稳定。
d) 条混时,既保证生条的质(重)量不匀率,又保证成纱中纤维混纺比准确和一致。
e) 纤维通道光洁使须条运行顺畅,减少粘、缠、堵、挂等问题,防止纤维在牵伸过程中集束或变速。
3.2 成纱质(重)量CV值控制措施
a) 清梳工序棉流输送应稳定,充分发挥清花、梳棉自调匀整功能。
b) 清花工序供应棉卷时可采取平铺直取的方法,清花挡车工在棉卷台上横向摆放棉卷,推卷工推卷时纵向取卷,以保证梳棉机上使用的棉卷包含清花不同时段生产的棉卷,降低盘头、盘中、盘尾棉卷米重差异对生条质(重)量不匀率的影响。
c) 清花、梳棉、精梳各单机的落棉率应稳定,及时清掏落棉箱以防止因落棉箱堆满而造成落棉率的波动;梳棉机、精梳机各机台落棉率应尽量保持一致,台间总落棉率的差异不大于1%。
d) 各道并条机机后条子可采用“大交叉”喂入方式。在梳棉机台数不少于头道并条机并合数的情况下,头道并条机机后喂入的条子应来自不同梳棉机;在同品种并条开2条以上生产线的情况下,二道并条机机后喂入的条子应尽可能是来自于头并不同眼生产的条子。
e) 粗纱伸长率和各单锭机大、中、小纱伸长率的差异应小,粗纱伸长率过大会恶化成纱条干均匀度,过小会影响粗纱的卷绕密度和断头率;粗纱伸长率差异直接影响成纱的质(重)量CV值,粗纱伸长率一般不大于1.5%,在保证粗纱卷绕成型良好、生产正常的情况下应偏小控制,粗纱伸长率差异应不大于1.0%。
f) 细纱工序同品种机台尽量保证牵伸工艺和牵伸器材的一致性,从而保证牵伸效率的一致性。
3.3 成纱条干CV值和CVb值控制措施
纱线条干CV值大、一致性差,粗细节过多,是造成布面横档的常见因素,其控制应采取以下措施。
a) 保证半成品质量的稳定性、粗纱内纤维的排列结构(纤维分离度、伸直度和定向度)良好,为细纱牵伸提供良好的条件,要求清花、梳棉、精梳各工序减少纤维损伤、降低须条中的短绒率;精梳、并条、粗纱工序应提高纤维的伸直度,以改善须条中的纤维排列结构为质量控制核心。
b) 细纱工序以强化纤维变速点为质量控制核心,保证纤维变速点尽可能靠近并集中在前牵伸钳口部位。
c) 各工序工艺设计应保证牵伸效率在98%以上,牵伸效率低则须条在牵伸区内的溜滑大,必然会影响纤维变速点的集中和前移。
d) 各工序器材、专件运行状态良好,规格型号一致。
3.4 成纱捻度不匀率控制措施
纱线捻度与前罗拉输出速度和钢丝圈运行速度有关,可从以下两方面控制成纱捻度不匀率。
a) 正常生产过程中细纱机前罗拉输出速度应是稳定的,当罗拉、胶辊出现问题(如:罗拉缠花、弯曲偏心、运行打顿,胶辊中凹,牵伸力过大等)时则会影响纱线输出的稳定性,所以应保证细纱机输出钳口具有良好的运行状态。
b) 钢丝圈的运行速度应稳定,在锭子转速不变的情况下钢丝圈运行速度随管纱卷绕直径变化而变化,会造成管纱上纱线捻度的短片段不匀并在管纱退绕时得到弥补;影响钢丝圈运行速度稳定性的主要因素有:锭子转速不稳定、锭间差异,锭带长度、张力差异,锭带磨损、跑偏,锭子与筒管配套不良、跳管,锭带轮运转不灵活,钢领衰退变形。
3.5 成纱毛羽控制措施
纱线毛羽过多、分布不均匀(毛羽CV值大),也是针织物起横的主要原因,因此生产中应做到:
a) 合理配棉,减少原料中的短绒含量;
b) 优化清花、梳棉、精梳各工序的工艺参数,减少纤维损伤;
c) 做好须条在存储和运输过程中的防护工作,减少毛条、毛粗纱问题;
d) 优化细纱工艺参数,采用新型器材、专件,提高细纱牵伸区对纤维的控制能力;
e) 保证导纱钩、钢领、钢丝圈等器材、专件工作状态良好,减少对纱线表面的刮擦;
f) 集聚纺纱应优选网格圈和工艺负压,保证纤维的凝聚效果;
g) 优化胶辊前冲量,减小加捻三角区;
h) 优化络筒速度、卷绕张力、筒子压力、气圈控制环(破裂器、跟踪器)位置等工艺参数,降低毛羽增加率;
i) 控制车间温湿度,降低毛羽产生的概率。
4 结语
采用标准光源对色灯箱对比法或色差仪检测法初步判断布面横档产生的原因;采用物理试验法检测纱线的质(重)量、条干、捻度、毛羽等指标有无差异以验证布面横档是否由纱线原因造成;采用化学溶解法确认纱线的混纺比及纤维混合均匀度等指标;采用纤维还原法确认纤维物理特性差异;采用剥色还原法确认纤维吸色性能差异或印染不良等产生布面横档的原因。提出控制成纱质(重)量CV值、成纱条干CV值和CVb值、成纱捻度不匀率、成纱毛羽的措施,确保各种纤维混合均匀性和一致性,方可有效控制因纱线造成的布面横档。
布面横档的分析与控制是系统性工程,应耐心、细心地采用各种技术措施,逐步排除各种干扰因素,最终找出造成布面横档的真实原因。因纱线而造成织物横档涉及纺纱流程中“人、机、料、法、环”等各个方面,应系统考虑,采取相应措施,使其得到控制。
猜你喜欢
扬子江诗刊(2023年3期)2023-05-06 10:40:14
国际纺织导报(2022年4期)2022-11-04 07:18:46
收藏与投资(2022年9期)2022-10-13 06:55:32
纺织学报(2022年9期)2022-09-22 14:29:16
纺织标准与质量(2022年2期)2022-07-12 06:12:34
连云港师范高等专科学校学报(2021年1期)2021-07-12 10:23:46
产业用纺织品(2021年1期)2021-04-13 02:10:02
纺织学报(2017年8期)2017-09-03 10:00:23
纺织器材(2017年2期)2017-04-06 02:20:38
艺术评论(2017年10期)2017-03-22 08:43:37
