用清管器对因胶致堵细长管清理的实践
2018-12-18 01:15韩建魁杨胜强李文辉
机械设计与制造 2018年12期
韩建魁 ,杨胜强 ,李文辉 ,李 飞
(1.太原理工大学 机械工程学院,山西 太原 030024;2.精密加工山西省重点实验室,山西 太原 030024;3.太原理工大学 水利科学与工程学院,山西 太原 030024)
1 引言
卷烟厂过滤嘴发射管道因胶致堵后的清理是生产过程中的一个实际难题。嘴棒是由嘴棒发射机输出,由嘴棒接收机接收,嘴棒发射机与嘴棒接收机之间由多根内径10mm左右、单根长6m的铜管连接成(150~200)m长的空间布置的管线输送烟嘴通道。嘴棒由发射机输送到接收机是通过高压气流推动的[1]。在连续的生产作业之后,管道壁上会附着加工过滤嘴所用的中线胶,胶垢呈细条状,由于过滤嘴发射速度较快,层层堆积、粘连,堆积速度较快,不断累积致使管道堵塞,中断生产。为此,如何清理过滤嘴发射管道中残留的中线胶是生产过程中必须及时处理的实际难题。
2 目前现场使用的梭标法

图1 梭标实物图Fig.1 Factual Picture of Spear
目前卷烟厂中的普遍解决办法是在管道某处的接头处拆开管道,使用烟厂现有的高压气装置发射塑料梭标,如图1所示。利用梭标上固定的铜环对管道的刮削作用刮走管壁粘结的胶,并在另一端接收梭标。随后由出口处发射梭标,而由进口处接受。通过重复上述步骤,使管壁粘结的胶越来越少直至接收到的梭标刮不出胶为止,清理过程结束。
该方法的缺点是:梭标对管壁的作用力较大,因管道中接有用于观察烟嘴的玻璃管,梭标会对玻璃管造成破坏,损坏管道,故不可实现整根管道的一次性清理,只能逐段清理。由于梭标的直径小于管道直径,所以铜环对胶的刮擦作用有限,需要反复发射梭标,清理过程中梭标带出的胶会越来越少,直至几乎没有才停止。清理之后管壁仍会附着一层残余的胶,并不能全部清理干净,清理后管道过滤嘴的通过性较差。由于高压气的压力有限,故当管道堵塞严重时,梭标可能会在管道内堵塞甚至卡死,需要更大的气压才能把堵塞的过滤嘴和梭标清理出来。如果仍然不能解决,只能更换一段新管。
3 各种管道清理方法及选择
3.1 高压水射流法
高压水射流是通过高压水发生装置将水加压,高压水经高压软管到达喷嘴,高压水通过喷嘴转化为高速的射流冲击被清洗物达到清洗作用[2]。由于卷烟厂中管道内径为10.4mm,软管与喷嘴难以进入,该种方法难以实施。
3.2 蒸汽法
饱和蒸汽清洗是利用饱和蒸汽的高温,清洗零件表面的油渍污物,并将其汽化蒸发[3]。将蒸汽通入管道,使胶从管壁剥落下来,汽化,随气流带出管道。由于蒸汽会使胶气化之后固化,可能会使胶的分布更加分散,加大胶的去除难度。
3.3 化学试剂法
明矾和白乳胶会发生反应。明矾溶液的溶质为KAl(SO4)2,在水中电离出Al3+,它水解生成Al(OH)3胶体,其水解化学式如下所示:

式中:H+可以吸附白乳胶中带负电的胶体粒子并使之聚沉并化解。由于卷烟厂生产过程中需要考虑食品安全问题,化学试剂会污染管道,故化学试剂法不建议采用。
3.4 清管器法
依靠被清洗管道内流体的压力,依靠前后压差驱动清管器在管道内移动,利用清管器上的皮碗和刀具的刮削作用,去除管壁污垢,被刮削下的污垢及杂物被清管器推出管外[4-5]。由于卷烟生产中嘴棒的输送用的就是高压气,使用清管器清理胶垢无需其他动力设备,使用厂区里的高压气系统即可,使清理更加方便,易于推广。故采用清管器法进行胶垢的清理。
4 清管器的设计与试制
4.1 清管器类型选择及初步设计

图2 清管器设计图Fig.2 Design Drawing of Pig
清管器的种类很多,清管器按实现功能分为普通型清管器和智能型清管器,普通型清管器又分为球型清管器和皮碗型清管器[6]。根据实际情况需要,选择锥形皮碗型清管器。清管器的初步设计,如图2所示。清管器由橡胶皮碗、钢制轴心主体和刀具组成。
由于卷烟厂管道直径小、距离长,为防止清管器在清理过程中发生卡塞,需要对清管器的尺寸进行设计计算。
4.2 清管器几何参数设计
清管器的直径与管道的内径、垢厚、垢的硬度等有关。清管器的直径即皮碗的外径,清管器的直径需控制在一定的范围,其直径太大会因为阻力太大造成清管器卡塞,而太小会因为刮擦作用太小造成清管效果不好[7]。根据对实际生产中管道的观察,初步认为胶的厚度为1mm。
清管器的最小直径为:

清管器的最大直径为:

式中:m—外径;n—壁厚;δ—垢厚。
清管器最大长度由管道曲率半径与清管器直径决定[8]。根据测量情况,卷烟厂中管道的最小曲率半径为1m。根据上一步计算,取清管器直径为11mm。

式中:L—清管器的最大长度;R—卷烟厂中管道的最小曲率半径;D—清管器直径,故清管器的长度只要小于0.208m就能顺利通过,满足要求。
4.3 理论分析
清管器以一定的力和相对运动作用于管壁上附着的胶,清管器的速度和力是影响清管效果的关键因素,因此需要研究清管时清管器的切削力的情况。对清管器进行简化,去除刀具,简化后的受力模型,如图3所示。
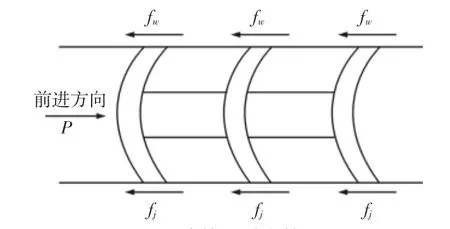
图3 清管器受力简图Fig.3 Forced Diagram of Pig
清管器受到动力流体的推力和管壁的摩擦阻力和剪切力。摩擦阻力与过盈量、皮碗和管道接触面积、皮碗材料有关。因此需要研究上述物理量之间的关系以便得到最优的参数使得清管效果最佳。
由于清管器与管道之间是过盈接触,故管壁对皮碗存在挤压力。当清管器放入管中后管壁对皮碗的挤压力会使皮碗向轴中心线移动。

皮碗径向位移量几何方程:图中:fw—管内壁对清管器的摩擦阻力;fj—清管器受到的剪切力;P—通过清管器的压降[9]。
皮碗径向位移量物理方程:

联立式(4)和式(5)得皮碗和管内壁之间的挤压力为:

令:k1=D/d,k2=de/d
管壁对清管器摩擦阻力:

式中:d—管道内径;de—皮碗等效内径;s—皮碗径向位移量;μ—皮碗材料的泊松系数;E—皮碗材料的弹性模量;Pj—皮碗和管内壁之间的挤压力;A1—清管器截面面积;l—皮碗与管壁的接触长度;f—清管器与管道内壁的滑动摩擦系数;n—皮碗个数[10-11]。
管壁对清管器摩擦阻力即可视为清管器对管壁中的胶的切削力,根据式(8)可知,清管器对管壁中的胶的切削力与皮碗个数、皮碗与管壁的接触长度、皮碗外径、管道压力有关,式(8)用定量的方式表示出上述物理量之间的关系,通过改善上述参数可使切削力增大,提高清管器的去除效率。
4.4 清管器总体结构确定与试制
根据初步设计与计算,确定清管器的总体结构,皮碗数选择3个,皮碗外径选择11mm,清管器长度110mm。试制的清管器,如图4所示。由于该清管器直径较小,常规的皮碗安装方式并不适用,故采用套的形式固定皮碗,通过套顶住皮碗,最后通过螺母实现皮碗的全部固定。为了减轻清管器的整体重量,套采用尼龙材料。
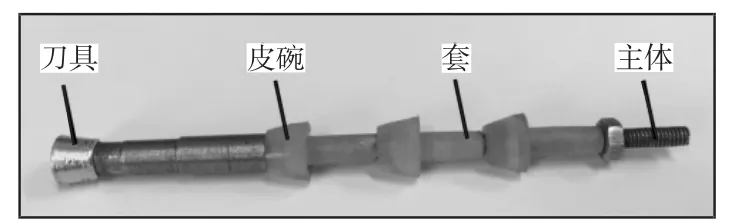
图4 清管器Fig.4 Pig
由于皮碗难以对坚硬物产生刮擦作用,故清管器头部安装铜质刀具实现对凝固后表面坚硬的中线胶的刮削,刀具的外径小于管道内径以便于清管器顺利通过管道。清管器头部设计成阶梯轴以便于安装不同尺寸的刀具,根据不同情况选择不同的刀具。刀具与清管器主体是间隙配合,两者之间涂抹白乳胶用于刀具的固定。
5 实验与分析
5.1 实验条件
实验采用空气压缩机(型号W-1.0/8,额定排气压力0.8MPa,排量1.0m3/min,转速760r/min)提供高压气体,与被清洗管道连接,控制高压气体的压力。使用卷烟厂实际生产时采用的6m长的铜管作为清理对象进行实验,向管中涂覆一定量的中线胶,实验采用牌号为S3038的中线胶。
给两根铜管中分三次加入同样重量的中线胶,每根管共60g,由于中线胶在管中固化较慢,每次加入胶之后将管连接到空气压缩机,通入高压气加速胶固化,A根管中放入清管器,发射,收集清管器及清理出的中线胶,控制发射次数,称重。B管中放入梭标,发射,收集清管器及清理出的中线胶,控制发射次数,称重。当收集到的胶量变少直至几乎没有胶清理出来停止清理。
由于中线胶是一种水溶性胶粘剂,是由醋酸乙烯单体在引发剂作用下经聚合反应而制得的一种热塑性粘合剂,固化后其重量降低较大[12]。通过实验确定,白乳胶处于液态时和固化后的重量比为3.491:1。根据白乳胶处于液态时和固化后的重量比得出加入管道中的60g胶固化之后的重量为17.187g。
5.2 实验结果与分析
发射30次清管器,A管中清理出的胶为8.350g,占总胶量的48.58%;发射30次梭标,B管中清理出的胶为1.419g,占总胶量的8.25%。清理出的胶,如图5所示。绘制这两根管每次清理胶量的曲线图,如图6所示。由图可以看出,清管器在前几次清理出的胶较多,而在后几次清理时去除的胶较少,由于每次清理出的胶有随机性,故该曲线波动较大,但总体趋势是降低最后趋于稳定;而梭标清理出的胶量从第一次开始就相差不大,一直很少,清理效果较差。清管器的清理效果明显,当清理到25次时清管器每次清理的胶已和梭标清理的胶相当,都很微量。分析清管器的胶去除量占总胶量的百分比仍然低于50%的原因是管道长,胶分布分散,管内壁有一层胶较薄,附着于内壁难以被清管器清理。
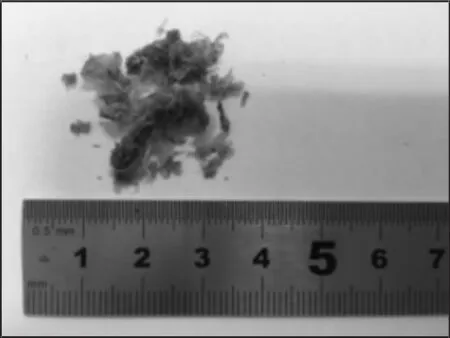
图5 去除的胶Fig.5 Removed Glue

图6 每次去除胶量图Fig.6 Graph of Each Time Removed Glue
用清理后的两根铜管做过滤嘴通过试验,发现清管器清理后的A管过滤嘴通过性良好,而梭标清理后的B管过滤嘴有时会出现卡塞现象,进而发生过滤嘴堵塞。在生产现场使用清管器分别对50m、100m、150m组合联接管进行试验,均能一次性有效通过。
6 结论
(1)研究清管器在细长管道中的应用,并开发一种适用于内径为11mm的空间细长管内表面清理的新型清管器。
(2)对比现有解决办法,清管器清理出的中线胶占总胶量的48.58%;梭标清理出的中线胶占总胶量的8.25%。由此易知,清管器法去除胶的效率远高于梭标法,此方法能够改善梭标法而有效清理细长管中的中线胶,清理效果有明显提升。
(3)该清管器可通过变径适用于一系列直径的管道,也适用于管道中其他杂物的清理,具有广泛的适用性。
猜你喜欢
润滑与密封(2022年9期)2022-09-21
汽车实用技术(2022年11期)2022-06-20
油气田地面工程(2021年4期)2021-04-29
化工管理(2020年26期)2020-10-09
机械设计与制造(2018年11期)2018-11-12
中国化工贸易·上旬刊(2018年9期)2018-09-10
浙江省安全生产论文集(2018年0期)2018-07-23
计算机测量与控制(2017年6期)2017-07-01
中国医学装备(2016年6期)2016-12-01
中国塑料(2016年12期)2016-06-15