
YP11型装箱机喷胶PLC控制系统的改进
2018-12-15 03:42彭韶波
山西青年 2018年24期
彭韶波 彭 欣
(广东中烟工业有限责任公司韶关卷烟厂,广东 韶关 512026)
一、改造原因
(一)YP11型装箱机简介
YP11型装箱机是卷烟厂里具有全自动功能的条烟封箱机,它实现了从条烟的收集、装箱、封箱等系列过程的全自动化程序操作。YP11型装箱机的控制系统是由西门子S7可编程逻辑控制器系统的标准组件组成,并且通过DP总线连接PLC控制系统与上位机触摸屏控制面板,实现控制状态的实时监控及故障报警功能。
(二)装箱机喷胶系统介绍
装箱机喷胶系统主要组件有:热熔胶缸、热熔胶管、喷胶胶枪、烟箱到喷胶位检测器B5.2,喷胶计时盘B5.3、5.4,控制胶枪喷胶动作的电磁阀。其控制流程为:当推烟板将装满条烟的烟箱推行到喷胶位时,烟箱到喷胶位检测器B5.2动作,如果喷胶计时盘检测器检测到计时盘转动到喷胶位,系统将启动喷胶电磁阀进行喷胶动作。
(三)存在的问题
生产过程中发现,生产出来的烟箱会出现烟箱封口完全无胶的情况,经过分析,发现造成此类不合格品出现的主要原因有以下两点:
1.烟箱到喷胶位检测器B5.2检测失效
烟箱到喷胶位检测传感器B5.2的作用是检查装满条烟的烟箱是否被推行到喷胶位,在烟箱到喷胶位的前提下,如果喷胶检测传感器动作,系统便启动喷胶电磁阀进行喷胶。生产过程中,如果出现烟箱输送不平衡的情况,跳动的烟箱会碰撞到传感器B5.2安装支架。此时,烟箱到喷胶位检测器B5.2偏离原始位置,从而造成传感器B5.2检测失效。
2.胶缸系统未准备就绪
胶缸的面板上有胶缸系统是否准备就绪(“SYSTEM READY”)指示灯,出现以下情况,①胶缸电源跳闸;②胶缸、胶管或胶枪温度未到达设定温度;③胶缸系统内部其他故障。“SYSTEM READY”灯灭,表示胶缸系统未准备就绪。在胶缸系统未准备就绪的情况下,装箱机却在正常生产,从而造成大量的烟箱封口完全无胶的成品流入了下道工序。
二、改进方案
改进方案分为两部分:一是编写PLC程序实现烟箱到喷胶位检测器B5.2检测失效和胶缸系统未准备就绪情况下停机报警功能;二是编写触摸屏程序实现报警点显示的功能。
(一)PLC程序编程
1.编程思路①:每次烟箱到达喷胶位,此时扩口及料口侧的喷胶电磁阀应该动作两次,如果没有动作,代表传感器B5.2检测失效,此时立刻停机并报警,如图1左。
2.编程思路②:将胶缸系统是否准备就绪的信号接入PLC控制系统中,当胶缸系统未准备就绪,装箱机不允许开机。PLC编写流程图如图1右所示。
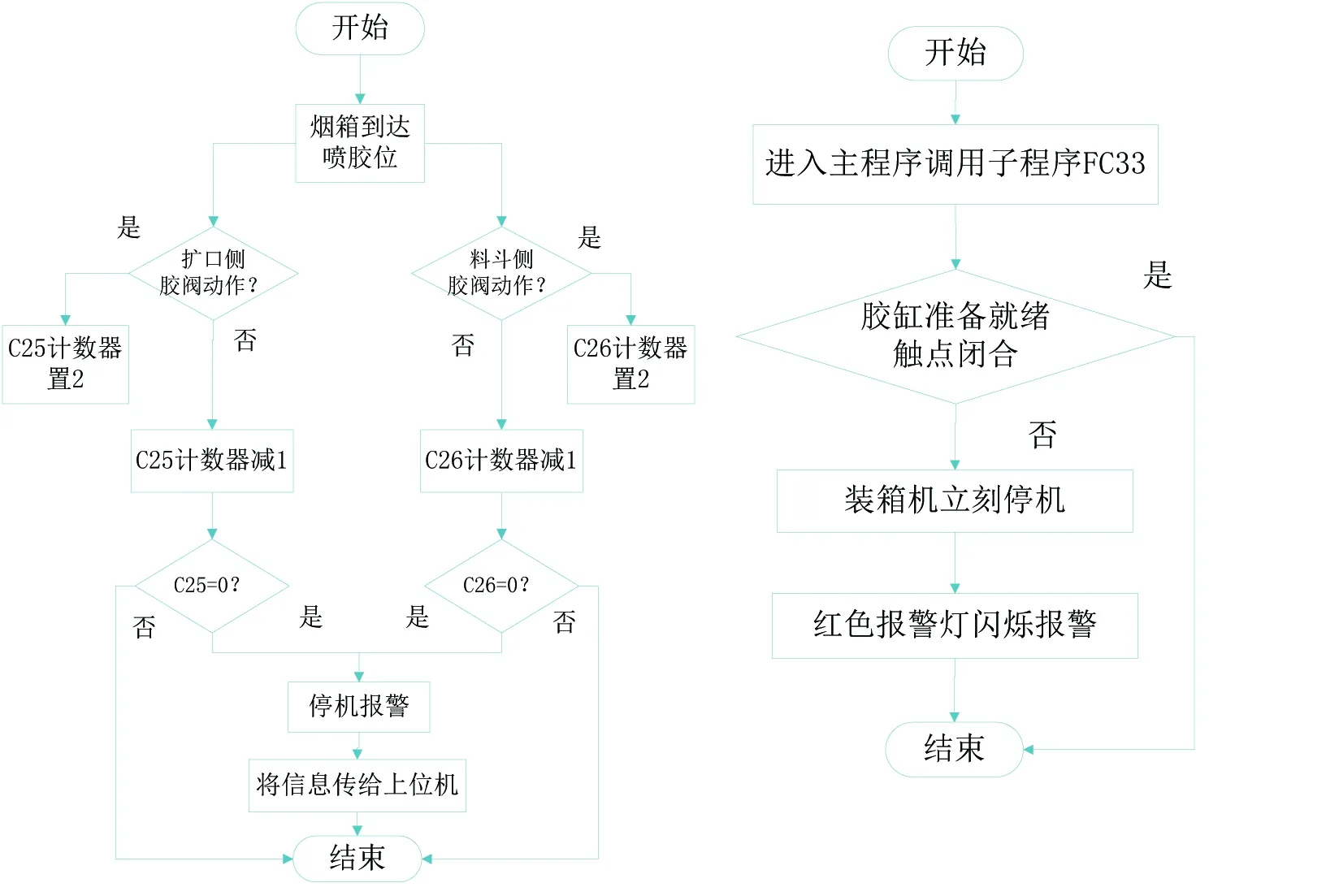
图1 PLC程序编写流程图
(二)触摸屏显示页面的改进
触摸屏的故障报警记录界面能够显示出装箱机目前的故障,使用WinCC软件对装箱机触摸屏的故障报警记录界面进行改进。分为以下三步:①在“故障报警记录页面”新增一个“喷胶故障”的报警显示点;②设置“喷胶故障”报警显示点状态,当喷胶出现故障时,故障点变成红色并且闪烁;③设置故障排除提示信息,当按下“喷胶故障”故障点,弹出故障排除提示信息。
三、改进效果
(一)停机报警功能测试
经现场测试,改进后的喷胶系统停机与红色故障灯报警功能准确。改进后的系统投入使用了三个多月,期间出现过几次喷胶故障的情况都能及时发现,避免了大量不合格烟箱流入下道工序的可能性,取得了显著的效果。
(二)触摸屏故障显示功能测试
经现场测试,出现“喷胶故障”报警时,触摸屏“故障报警记录”页面上“喷胶故障”故障显示点会闪烁报警,当按下报警显示点时,会出现排除故障提示信息。当排除故障后,按下复位按钮,“喷胶故障”显示点变成灰色,可以重新开机。故编写的触摸屏程序达到了预期的效果。
猜你喜欢
烟草科技(2022年5期)2022-05-30
包装工程(2022年3期)2022-02-22
装备制造技术(2019年12期)2019-12-25
电子制作(2018年19期)2018-11-14
知识就是力量(2018年7期)2018-07-11
铁道通信信号(2018年5期)2018-06-28
电脑知识与技术(2016年19期)2016-08-18
汽车维护与修理(2016年10期)2016-07-10
小学生·多元智能大王(2015年3期)2015-05-25
汽车维护与修理(2015年6期)2015-02-28
