浅谈钛材复合板换热器封头密封面泄漏及维修
2018-12-12 07:51:18杨铭思
世界有色金属 2018年19期
杨铭思
(逸盛大化石化有限公司,辽宁 大连 116600)
近些年来,随着冶炼技术的不断提高,钛材产量迅速增长,这种性能优异的有色金属已越来越多地用于制造化工备(多用作衬里)。钛材比强度高,但价格较贵,做压力容器或压力容器原件多采用与碳钢复合的形式,因两种材料线胀系数不一致导致衬钛层固定不当往往导致泄漏[1]。本文简单介绍了在日常维护中遇到泄漏问题的维修办法,为类似设备的维修提供参考。
1 钛材与碳钢固定关系
钛材性能优异,最大的特点是质量小(密度4.51g/cm3),强度高,耐腐蚀性优良,低温性能好,在海水和大多数酸、碱、盐介质中均有优良的抗腐蚀性能,故被大量用作各种化学反应容器、热交换器材料,但缺点是成本较高,特别是作为结构部件使用时这个问题尤为突出,有效的解决方法就是使用钛钢复合板[2]。
因钛材与碳钢材质可焊性差,一般采用银钎焊进行密封焊接,因银的价格昂贵故只有在需要气密检测等特殊情况下才对会进行焊接,目前通常采用的连接形式有以下两种。
1.1 爆炸复合形式
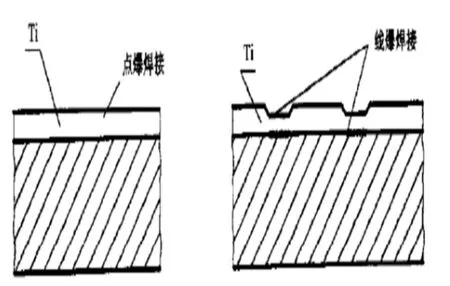
图1 爆炸复合形式
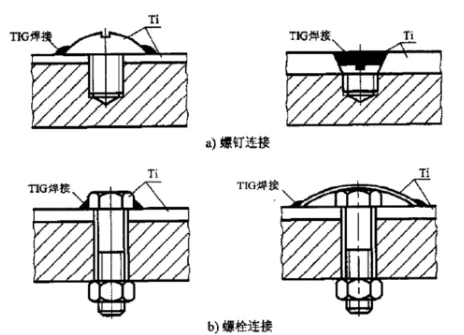
图2 螺钉固定形式
是以炸药为能源,利用爆炸时产生的冲击力,使焊件发生剧烈碰撞、塑性变形、熔化及原子间相互扩散从而实现连接的一种压焊方法。首先将欲压接的二张金属板之间保持一定间隔放置,在其上面再放上适量炸药。由炸药的一端起爆,爆炸速度每秒数千米,凭借该爆发能钛板与基材钢板角度碰撞,在该碰撞点基材钢板与钛板因非常大的变形速度与超高压下形成连接,接合在瞬间完成。连接位置见图1。
1.2 螺钉固定形式
首先在碳钢基材上钻孔、攻丝,同时在钛板上钻孔,用钛螺钉将钛板固定在碳钢基材上,然后在螺钉上表面进行密封焊接,焊接一般采用氩弧焊,示意见图2。为了在壳体内焊接衬里时,提供保护衬里焊缝背面的惰性气体通道,检验衬里的焊接质量,排出衬里和壳体间的空气,衬里设备应设有检漏系统。
检漏系统通常由衬里背面互相连通的、半径为1.5mm~3mm的半圆形检漏槽和与大气相连通的检漏孔构成。
2 两种材料的线胀系数比较
根据GB150标准,常温时碳素钢线胀系数约为11×10-6/℃。根据JB/T4745标准,常温时钛线胀系数为8.5×10-6/℃。两者线胀系数存在差异,所以在受热时两种材料之间存在应力。
3 泄漏位置及原因分析
①泄漏位置:封头与管板法兰密封面泄漏。②现场处置:利用拉伸器按螺栓拉伸力矩要求进行紧固,但紧固无效,未消除漏点。③现场拆除检查:拆除封头检查管板和管箱密封面,表面均无明显划痕和明显变形。对管箱密封面(螺钉固定形式)用金属锤轻轻敲击,部分位置有空洞的声音,特别是在泄漏的位置较严重,进行PT无损检测,未发现明显缺陷,证明钛板与基材之间存在问题。④原因分析:根据以上现象分析泄漏原因为管箱法兰密封面与基材密封面未贴实,在按力矩紧固螺栓后,密封面接触位置有虚点,造成泄漏。
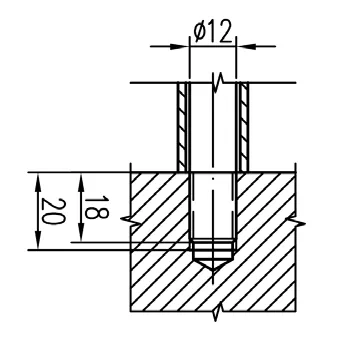
图3 螺钉示意
4 处理办法及维修办法
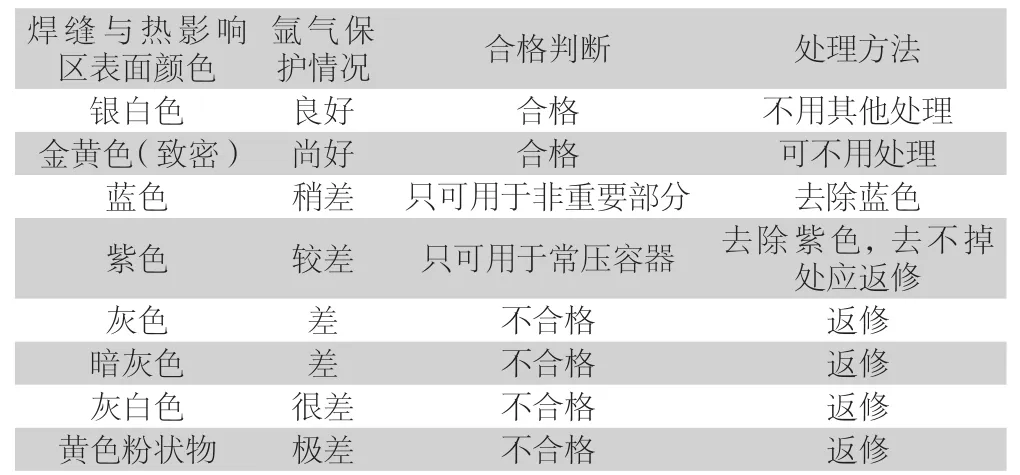
表1 钛焊缝和热影响区表面颜色
更换原钛环密封面,具体步骤如下:①用车床将钛环密封面加工去除,位置见图4。②将管箱的碳钢基材腐蚀位置进行补焊,补焊要高出基材的表面,用车床将基材表面加工平整,粗糙度达到3.2以上。③新制作钛环1件,规格Φ1660mm*Φ1418mm*14mm。因尺寸较大,整圆预制浪费材料较多,故采用三个圆弧进行拼接以节省材料。④钛环与基材配钻固定螺钉孔,原采用M8螺钉固定,改为M12螺钉进行固定,数量不变,见图3。⑤利用工装将钛环密封面整周压紧固定后将钛螺钉拧紧。⑥将钛螺钉与钛环焊接。焊接形式采用GTAW,氩气纯度要求99.998%以上,气量15-25L/min,焊丝牌号ERTi-2,规格Φ2.4,焊接电流120A-180A,焊接速度8-20cm/min,焊接电流极性DCEN。焊接表面是否合格可根据焊缝热影响区的颜色进行判断,判断方法见表1。⑦焊接件的温度降至室温后撤掉工装,检测钛板的回弹率,在图纸要求范围内为合格。⑧加工钛板密封面至图纸尺寸。⑨所有焊缝进行PT检测,达到NB/T 47013 I级合格。
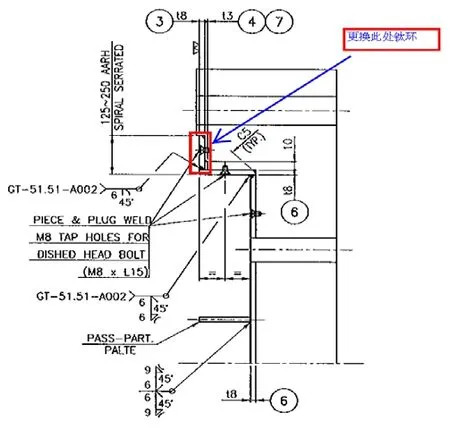
图4 钛环密封面位置示意
5 使用效果
维修后按螺栓规定的力矩进行紧固后未出现泄漏情况。
6 结语
(1)法兰密封面紧固后要测量密封面的距离偏差,间距差一般要小于0.5mm。
(2)更换钛板密封面过程中应特别注意焊接速度和工装压紧度,这是避免钛板变形的关键。
猜你喜欢
钛工业进展(2021年6期)2022-01-19 11:15:00
钛工业进展(2021年5期)2021-11-10 10:59:34
中国特种设备安全(2021年5期)2021-11-06 05:09:40
钛工业进展(2021年2期)2021-06-28 03:36:34
钛工业进展(2020年4期)2020-09-08 10:09:22
安全、健康和环境(2020年1期)2020-03-25 07:35:48
石油化工建设(2018年6期)2018-04-22 03:17:02
中华骨与关节外科杂志(2016年6期)2016-05-17 06:11:12
中国继续医学教育(2015年3期)2016-01-06 01:36:36
石油化工建设(2015年1期)2015-12-01 04:16:35