
整体球阀制造工艺技术
2018-12-05 07:15:14,,
防爆电机 2018年6期
,,
(哈尔滨电机厂有限责任公司,黑龙江哈尔滨150040)
0 引言
球阀是高水头电站及抽水蓄能机组必备的成套产品。球阀是双金属接触的密封,因此密封精度要求高。CCS球阀是我公司与某公司合作生产的大型出口产品。该机组特点为:阀体为分瓣结构,活门为整体结构,将活门装配在两瓣阀体内,将两瓣阀体焊接成整体(活门已经装配在阀体的内腔)。经过退火后将其活门阀体的整体一同加工。同加工活门的外轴孔与阀体的内轴孔(即一个环形腔)。两侧轴孔的同轴度要求精度高,是活门开关转动的轴系系统。再一同加工活门与阀体的上下游密封面。根据加工重难点的特殊性,在制造工艺上采用了特殊的加工工艺及提制了特殊的工具,保证工件的加工精度。
1 球阀创新技术重点及技术创新点
根据以往的经验,在制造整体球阀时,提出了几个创新点
(1)活门与阀体的同轴度保证;(2)加工方案分析;(3) 配备多样工具;(4)活门与阀体上下游密封面保证;(5)球阀整体装配试验。
2 主要工艺技术
解决整体球阀制造的关键有两点:一是镗床加工阀轴和阀轴孔保证其同轴度;二是立车同车阀体和活门保证其同轴度及垂直度。整体装配试验。
2.1 阀体、活门轴孔同轴度保证
以某机组为例,整体球阀产品结构形式特殊,活门采用整体结构,阀体现采用分半结构,将活门装配在阀体内,将阀体合缝面焊接,退火后,再整体加工阀体阀轴孔和活门阀轴,活门与阀体的上下游密封面。球阀结构如图1所示。图中,长度935mm,密封腔宽度为97.5mm,粗加工时单边留10mm余量,密封腔回转宽度为77.5mm,空间狭窄,加工难度大。工件总高2435+2435mm=4870mm,毛坯近5m高度,加上下面夹具,可能更高。直径480mm,表面粗糙度也很难达到。
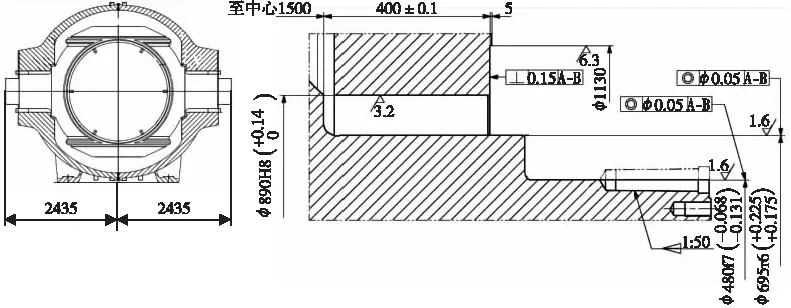
图1 球阀结构示意图
2.2 轴孔加工方案
根据我公司设备参数,加工阀轴和阀轴孔有2种工艺方案:一是球阀采用立车加工;二是在镗床加工,见表1。
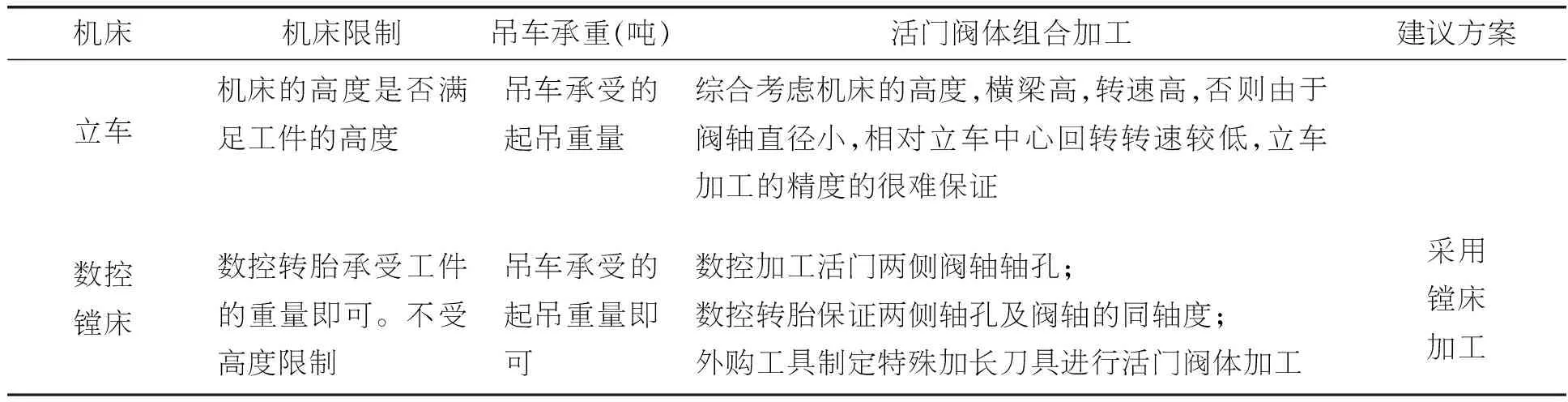
表1 工艺方案
2.2.1 采用镗床加工阀轴孔
由于上述方案调研,在目前设备情况下,立车加工有一定难度。需要高体承载大的立车(承重在中心位置,承重工件直径小)大型数控立车加工高度能力可行,但工件相对立车中心回转转速较低,因此精度不易保证;因此采用数控镗床加工,具体加工方法如下。
(1)划检测量活门与阀体上下游密封面,阀轴轴孔的加工余量,确定最优的位置,将活门与阀体固定牢固;
(2)将活门与阀体的组合体横放在镗床平台上,阀轴与机床导轨平行,机床按活门两侧阀轴找正,借助辅助测量仪器(FARO或激光跟踪仪);
(3)将工件整体调转90°,将阀轴与机床导轨垂直,用主轴加工活门与阀体轴孔; 由于工件长度较长,空间位置狭窄,因此加工工具的选取是关键。
2.3 配备工具
镗床加工方案的关键在于加工刀具,阀轴长度935mm,空间位置狭小,“H”型环形槽宽度为77.5mm,制造精度及加工难度非常大。加工阀轴外表面和阀体轴孔内表面采用多种工具。采用平旋盘和镗杆粗加工,套式刀架精加工,采用自制的抛光设备提高工件的表面粗糙度(见图2),经过此种工艺的安排及特殊工具的加工,完全满足了图纸的高精度技术要求。

图2 套式刀架精镗和抛光
2.4 上下密封面加工
轴孔控制好质量,装配产品的轴套,固定好活门与阀体的两侧阀轴。调整活门与阀体的上下游密封面的同轴度。将阀体和活门搭焊牢固。立车加工其中一侧配合密封面(活门与密封座的配合面及阀体与移动密封环的配合面),加工合格后采用专用的定位工具(高度及圆度定位)把合固定牢固,将工件翻身。工件按已经加工的上侧找正。找平找圆调好找正合格后,加工活门与阀体的另一侧密封面。将保证上下密封面同轴度。将其控制在技术要求范围之内(一般在0.10mm以内)。
2.5 球阀整体装配试验
球阀整体装配试验包括整体压力试验、上下游移动密封环的密封试验、活门动作试验、活塞行程试验、检修密封锁定试验等。漏水量技术要求为0.26L/min,实际试验验收中漏水量几乎为零。
2.5.1 调整活门阀体密封面的同轴度
如图3所示,在球阀装配时,检测活门与阀体的同轴精度。检测的基准为活门与密封座的配合表面及阀体的与移动密封环配合的表面。组要检测高度方向与圆的同轴方向。将检测记录记录填写在活门阀调整测量记录表中,复核上下密封面的精度符合技术要求后,再装配其余部件。
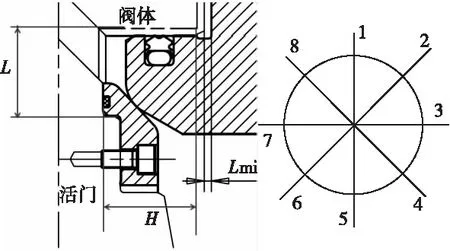
图3 活门阀体调整同心测量示意图
2.5.2 装配其余密封部件
装配时严格检查两个金属配合的密封部件,移动密封环和密封座,在期配合的表面不许有任何的磕碰伤等。检查全部符合技术要求后才可进行后序的装配。
2.5.3 装配水压工具
上下游侧密封部件及其余部件装配后,装配水压工具(上下游闷头,装配或焊接结构)。工具螺栓按技术要求把紧。工件的上下游密封配合表面再次清理干净,如有任何的磕碰伤在密封面,则工件必须拆下进行修复后,再重新装配进行后续试验。
2.5.4 整体装配试验
球阀需要进行压力试验,密封试验及动作试验。将整体组合工件放在平台上,固定牢固。连接水压泵及上水的街头等,全部连接后内腔全部充水,注意要进行充分的排气(在排气孔),水溢出后,再将全部接头封好。主要进行压力试验,动作试验及密封试验。在进行压力试验时由于压力大,确保活门中的上下移动密封环在退出位置。根据试验的技术要求进行耐压试验,保压时间一般在30min,密封试验为分别进行上下移动密封环的试验。分别进行试验,确保移动密封环在投入状态。测量漏水量,满足技术要求。关于动作试验为活门的90°转动试验,切记,在进行球阀动作试验时,移动密封环一定在退出状态,否则容易研伤移动密封环的密封面。
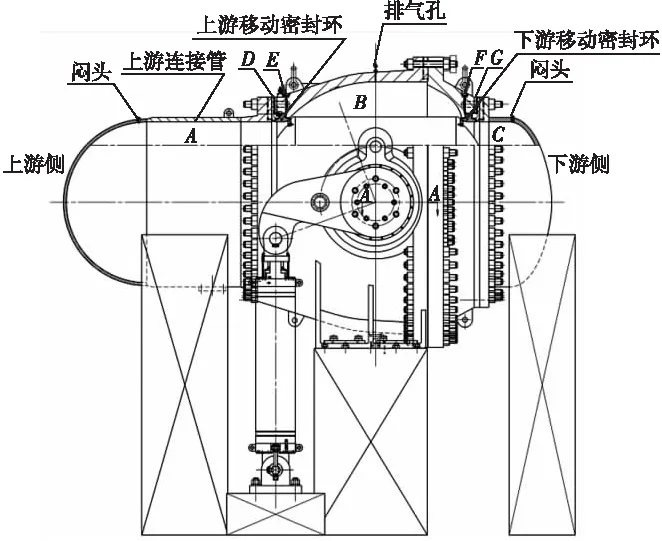
图4 球阀装配试验图
3 结语
大型整体结构球阀制造技术的研究,开拓了新的的制造方法,在工艺方案的制定,刀具的选取,及各种新工具的使用,装配试验为其它同类型机组的加工提供经验。
猜你喜欢
工程设计学报(2021年6期)2022-01-10 10:27:12
冶金设备(2021年2期)2021-07-21 08:44:28
科技风(2020年13期)2020-05-03 13:44:08
液压与气动(2019年9期)2019-09-17 11:26:26
成功(2018年9期)2018-11-07 08:58:40
电气开关(2016年3期)2016-12-29 08:38:06
哈尔滨工程大学学报(2016年11期)2016-12-12 10:47:41
锻压装备与制造技术(2015年2期)2015-06-26 09:00:30
中国新通信(2015年17期)2015-05-30 10:48:04
柴油机设计与制造(2014年4期)2014-03-06 09:07:25
